(54) КЛЕТЬ С МНОГОВАЛКОВЫМ КАЛИБРОМ
| название | год | авторы | номер документа |
|---|---|---|---|
| Клеть с многовалковым калибром | 1977 |
|
SU948472A2 |
| Клеть с многовалковым калибром | 1981 |
|
SU971540A1 |
| Клеть с многовалковым калибром | 1981 |
|
SU994066A1 |
| Клеть с многовалковым калибром | 1979 |
|
SU948473A1 |
| Многовалковая клеть | 1979 |
|
SU995926A2 |
| Прокатная клеть с многовалковым калибром | 1978 |
|
SU937066A1 |
| Клеть с многовалковым калибром | 1982 |
|
SU1088194A1 |
| Многовалковая клеть | 1978 |
|
SU937065A1 |
| Клеть с многовалковым калибром | 1979 |
|
SU944688A1 |
| Клеть с многовалковым калибром | 1978 |
|
SU775902A1 |
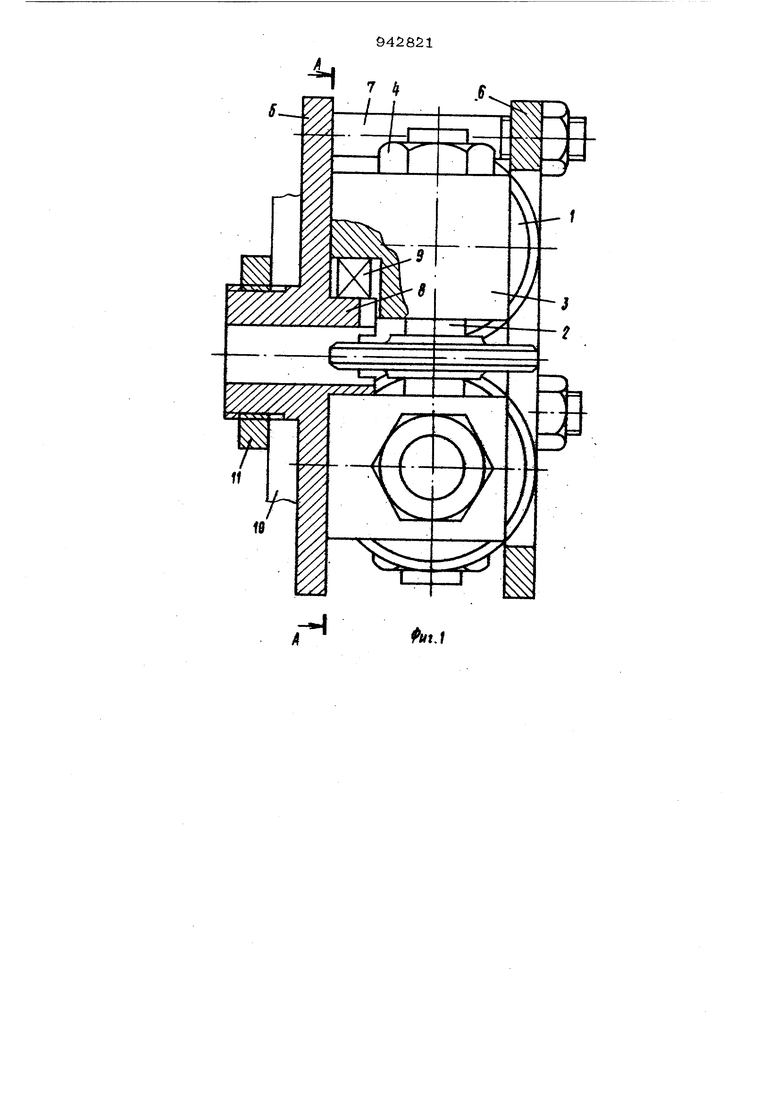
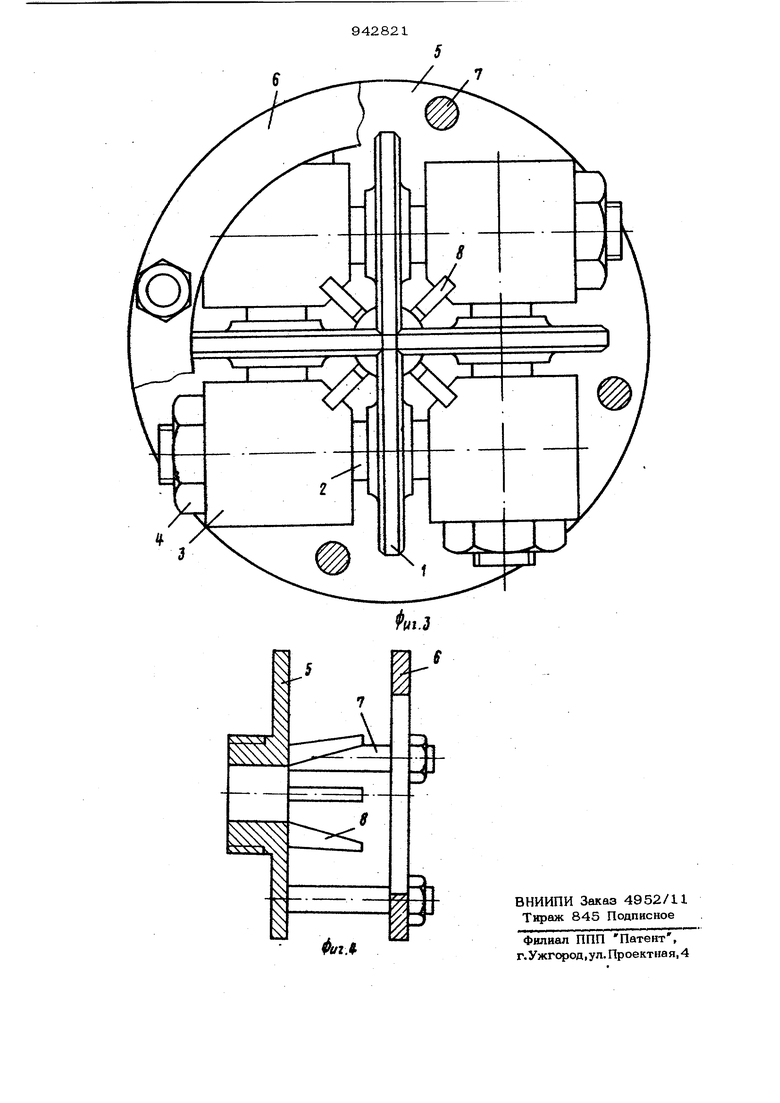
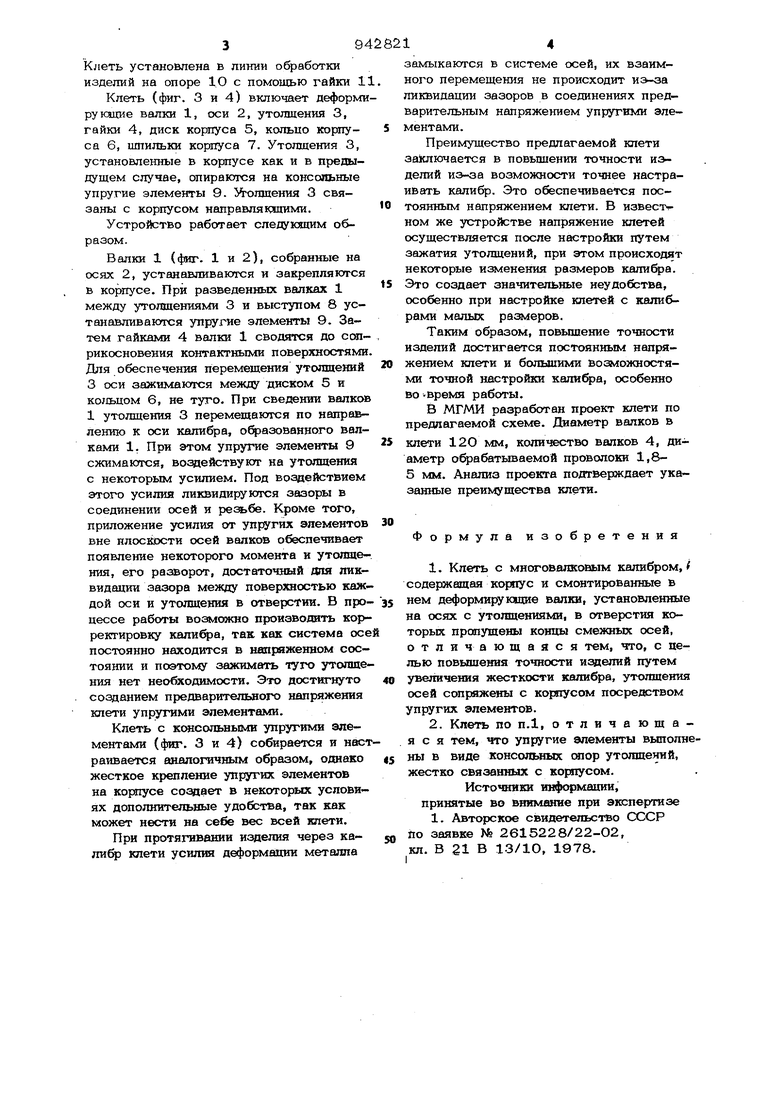
Изобретение относится к металлургии в частности к оборудованию для обработк металлов давлением. Известна клеть ,с многовалковым калибром, содержащая корпус и смонтированные в нем аеформируклпие валки, ус. тановленные на осях с утолпцениями, в отверстия которых пропущены концы сме йых осейС З. Недостатком известной клети является сравнительно низкая точность изделий вызванная тем, что закрепленные в корп се клети утолщения осей не дают возможности регулировки калибра в процессе работы клети в линии без частичного демонтажа корпуса, что далеко не всегда приемлемо. Цель изобретения - повышение точности изделий путем увеличения жесткости калибра, . Поставленная цель достигается тем, что в клети с многовалковым 1илибром, содержащей корпус и смонтированные в нем деформирующие валки, установленные на ОСЯХ с утолщениями, в отверстия которых пропущены концы смежных осей утолщения осей ссятряжены с корпусом посредством упругих элементов, при этом упругие элементы выполнены в виде консольных опор утолщений, жестко связанных с корпусом. На фиг. 1 представлена схема четы рехвалковой клети с пружинной опорой утолщений; на фиг. 2 разрез А-А на фиг. 1; на фиг. 3 - схема четырехвалковой клети с консольной упругой утолщений; на фиг. 4 - корпус клети, изофаженной на фиг. 3. Де ррмирующие валки 1 (фиг. 1 и 2) установлены на осях 2, имеющих утолщения 3, связанных с соседними (хзями 2 гайками 4. Утолщения 3 установлены в корпусе клети, состоящей из диска 5 и кольца 6, соединенных ишильками 7. Между утолщениями 3 и элементом корпуса, выполненным в виде кольцевого выступа 8 надиске 5 установле;ны упругие элементы 9, например.1 пружины. 39 Клеть установлена в линии обработки изделий на опоре 1О с помощью гайки 1 Клеть (фиг. 3 и 4) включает деформи рующие валки 1, оси 2, утолшения 3, гайки 4, диск коршуса 5, кольцо корпус а 6, шпильки корпуса 7. Утолщения 3, установленные в корпусе как и в предыдущем случае, опираются на консольные упругие элементы 9. З олшения 3 связаны с корпусом направляющими. Устройство работает следующим образом. Валки 1 (фиг. 1 и 2), собранные на осях 2, устанавливаются и закрепляются в корпусе. При разведенных валках 1 между утолшениями 3 и выступом 8 устанавливаются упругие элементы 9. Затем гайками 4 валки 1 сводятся до соприкосновения контактньпди поверхностями Для обеспечения перемещения утолщений 3 оси зажимаются между диском 5 и кольцом 6, не туго. При сведении валков 1 утолщения 3 перемещаются по направлению к оси калибра, офазованного валками 1. При этом упругие элементы 9 сжимаются, воэде11ствуют на утолщения с некоторым усилием. Под воздействием этого усилия ликвидируются зазоры в соединении осей и резьбе. Кроме того, приложение усилия от упругих элементов вне плоскхх:ти осей валков обеспечивает появление некоторого момента к утолщения, его ра;жороТ| достаточный для ликвидации зазора между поверхностью каждой оси и утолщения в отверстии. В процессе работы возможно производить корректировку калифа, так как система осе постоянно находится в напряженном состоянии и поэтому зажимать туго утолщения нет необходимости. Это достигнуто созданием предварительного напряжения клети упругими элементами. Клеть с консольными упругими элементами (фиг. 3 и 4) собирается и наст раивается аналогичным образом, однако жесткое крепление упругих элементов на корпусе создает в некоторых условиях дополнительные удобства, так как может нести на себе вес всей клети. При протягивании изделия через калиф клети усилия деформашги металла 1 замыкаются в системе осей, их взаимного перемещения не происходит иэ-за ликвидации зазоров в соединениях предварительным напряжением упругими элементами. Преимущество предлагаемой клети заключается в повьпиении точности иэделий из-за возможности точнее настраивать калибр. Это обеспечивается постоянным напряжением клети. В извест ном же устройстве напряжение клетей осуществляется после настройки путем зажатия утолщений, при этом происходят некоторые исдаленения размеров калифа. Это создает значительные неудобства, особенно при настройке клетей с калибрами малых размеров. Таким образом, повьш1ение точности изделий достигается постоянным напряжением клети и большими возможностями точной настройки калифа, особенно во -время работы. В МГМИ разработан проект клети по предлагаемой схеме. Диаметр валков в клети 12О мм, количество валков 4, диаметр офабатываемой проволоки 1,85 мм. Анализ проекта подтверждает указанные преимущества клети. Формула изобретения 1.Клеть с многовалксюым калибром, ( содержащая корпус и смонтированные в нем деформирующие валки, установленные на осях с утолщениями, в отверстия которых пропущены концы смежных осей, отличающаяся тем, что, с целью повыщевия точности путем увеличения жесткости калибра, утолщения осей сопряжены с корпусом посредством упругих элементов. 2.Клеть по П.1, отличающаяся тем, что упругие элементы выполнены в виде консолаыЕшк ceiop утолщений, жестко связанных с кортусом. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР ho заявке № 2615228/22-О2, кл. В 21 В 13/10, 1978.
.fin.l
942S21 И-/1
