Известные бункеры для загрузки станков автоматических линий выполнены в виде ряда размещенных один над другим инерционных транспортеров (конвейеров), на которых размещаются обработанные изделия, перекатывающиеся .с верхнего транспортера на нижний по желобам.
Отличие описываемого бункера заключается в том, что, с целью перемещения изделия без повреждений его поверхности, применены транспортеры, выполненные в виде двух бесконечных цепей с обрезиненными круглыми стержнями между ними; для перегрузки изделий с верхнего транспортера на нижний лрим-енены текстолитовые перекладыватели, выполненные в виде звездочки, и для загрузки верхнего транспортера - цепной элеватор.
Режим работы бункера зависит от :сос.тояния предыдущего и последующего агрегатов или транспортных устройств. Возможны три режима работы бункера: 1) нормально работают оба рабочих агрегата (предыдущий и последующий) - изделия идут напрямую через бункер от места приема к месту выдачи; 2) работает один предыдущий агрегат, последующий не работает - изделия только принимаются в бункер, но не выдаются и 3) работает один последующий агрегат, предыдущий не работает - изделия выдаются из бункера, приема нег. При всех трех режимах работа .бункера периодическая - после получения импульса его элементы перемещаются на один щаг, принимая одно изделие или выдавая одно изделие. Исключением является только такой случай, когда изделия в бункере имеются, но расположены не у места выдачи и на приемном лотке изделий нет.
:
NO 96217- 2 -
В этом случае команда на выдачу от последующего агрегата вызывает быстрое непрерывное движенне изделий внутри бункера к месту выдачи. Такое движение -продолжается до тех пор, пока не будет выдано первое изделие. Дальше движение переходит на обычный шаговый режим.
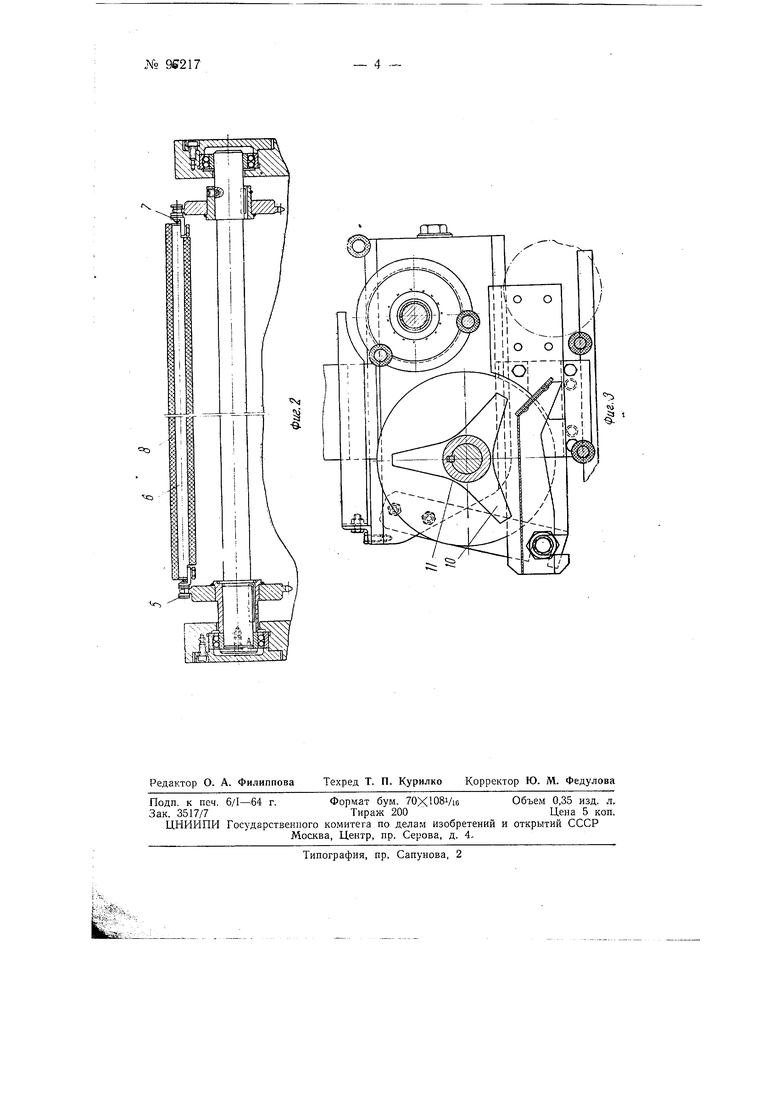
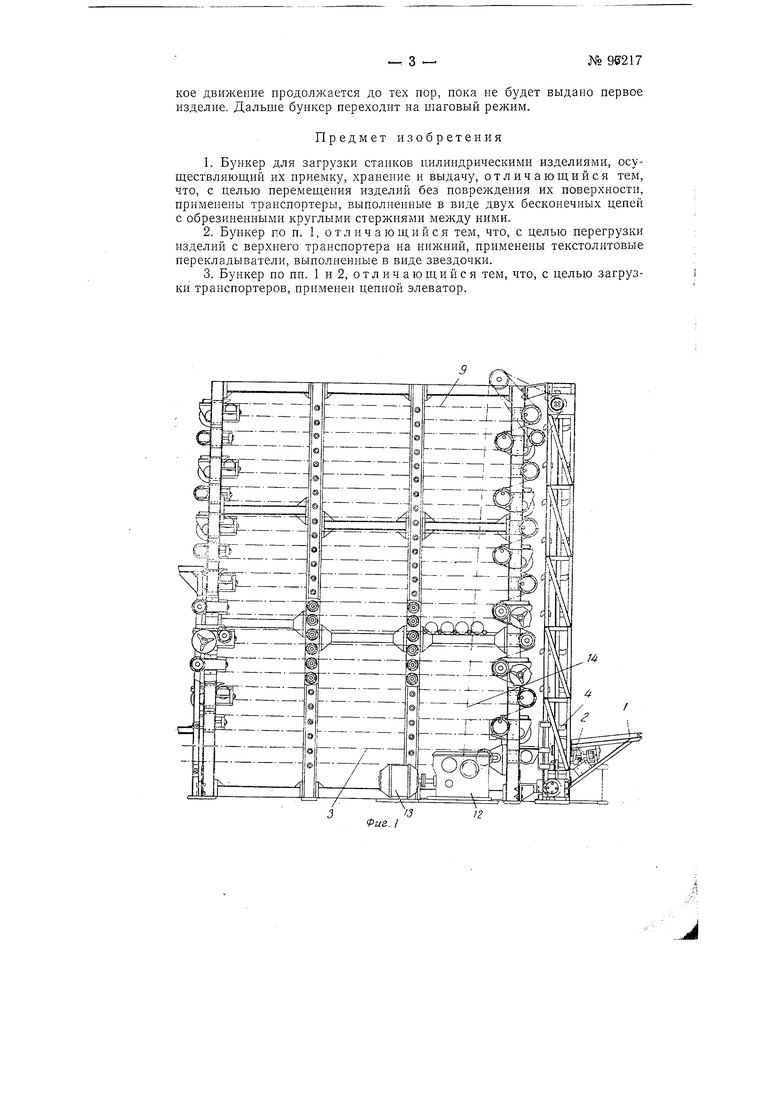
На фиг. 1 представлен обилий вид бункера; на фиг. 2 - разрез одного звена стержневого конвейера; на фиг. 3 - звездочка, перекладывающая изделие с одного конвейера на другой.
Изделия подаются в бункер по наклонному лотку 1 (фиг. 1), на котором расположены низковольтные контакты, контролирующие количество изделий на лотке.
1-й режим работы бункера. При нормальной работе обоих агрегатов и наличии иа лотке не более трех иоперечиых рядов изделий с последующего агрегата дается команда на открытие отсекателя 2 и перемещение на одни щаг нижнего стержневого конвейера 3. При этом один иоиеречный ряд изделнй, нахо.цяидийся иа лотке, прокатывается под действием силы тяжести сквозь элеватор 4 и падает иа конвейер 3. Конвейер,5 также, как и все расположенные над ним горизонтальные конвейеры, состоит из двух бесконечных цепей 5 (фнг. 2), соединенных между собой круглыми стержнялги 6 посредством скоб 7. Каждый круглый стержень 6 покрыт слоем резины 8. Изделие на конвейере лежит своей периферийной поверхностью иа двух стержнях. Такая укладка изделий предотвращает возможность новреждения новерхностн изделий вследствие ударов нх одного о другое илн треиия о конвейер.
После того как один ряд изделнй скатился с лотка, отсекатель закрывается, конвейер, переместивщись иа один щаг, останавл1гвается, и бункер готов для работы на любом другом режнме.
2-й р е ж н м р а б о т ы б у н к е р а. Если перестал работать последующий агрегат, а предыдущий еще работает, на приемном лотке количество рядов увеличивается до четырех. Благодаря замыканию низковольт)1ых электрокоитактоз дается команда на срабатывание отсекателя 2 и элеватора 4. При получении комаиды элеватор перемещается на одни щаг, принимая в ннжней своей части одни ряд изделий и выдавая вверху одни ряд изделий. Выданные нзделия попадают на верхний конвейер 9. Одновременно с двнжеинем элеватора происходит перемещение иа один щаг верхнего н всех нижерасноложенных конвейеров. Находящиеся иа конце верхнего конвейера изделия нередаются на нижерасноложеиный коивейер с номощью текстолитового перекладывателя /( (фиг. 3), вынолнеииого в виде звездочки, которая зубчатой передачей связана с осью ролнка цепи верхнего конвейера. При перемеЩенни конвейера иа один щаг перекладыватель поворачнвается на часть оборота, соответствующую числу имеющихся у него гнезд //. В данном случае число гнезд-трн, и нерекладыватель поворачивается иа 120°.
Количество конвейеров в складе может быть любым и зависит от требуемой емкости бункера. Все конвейеры, кроме нижнего 3, кинематически жестко связаиы между собой и с цепнь м элеватором. Все они прнБодятся от редуктора 12 с индивидзальным электродвнгателем /3 через цепь J4.
3-й режим работы бункера. При работе только одиого последующего агрегата изделия в буикер не поступают, н оп работает на выдачу без приема. Команда, поступающая с последующего агрегата, вызывает в том случае, когда изделнй нет у места выдачи, быстроенепрерывное движенне изделий внутри бункера к месту выдачи. Такое движение продолжается до тех пор, пока ие будет выдаио первое изделие. Дальше бупкер переходит на шаговый режим.
Предмет изобретения
1Бункер для загрузки станков цилиндрическими изделиями, осуществляющий их приемку, хранение и выдачу, отличающийся тем, что, с целью перемещения изделий без повреждения их поверхности, применены транспортеры, выполненные в виде двух бесконечных цепей с обрезиненными круглыми стержнями между ними.
2Бункер по n.l, отличающийся тем, что, с целью перегрузки изделий с верхнего транспортера на нижний, применены текстолитовые перекладыватели, выполненные в виде звездочки.
3. Бункер по пп. 1 и 2, отл ич а ю щи и ся тем, что, с целью загрузки транспортеров, применен цепной элеватор.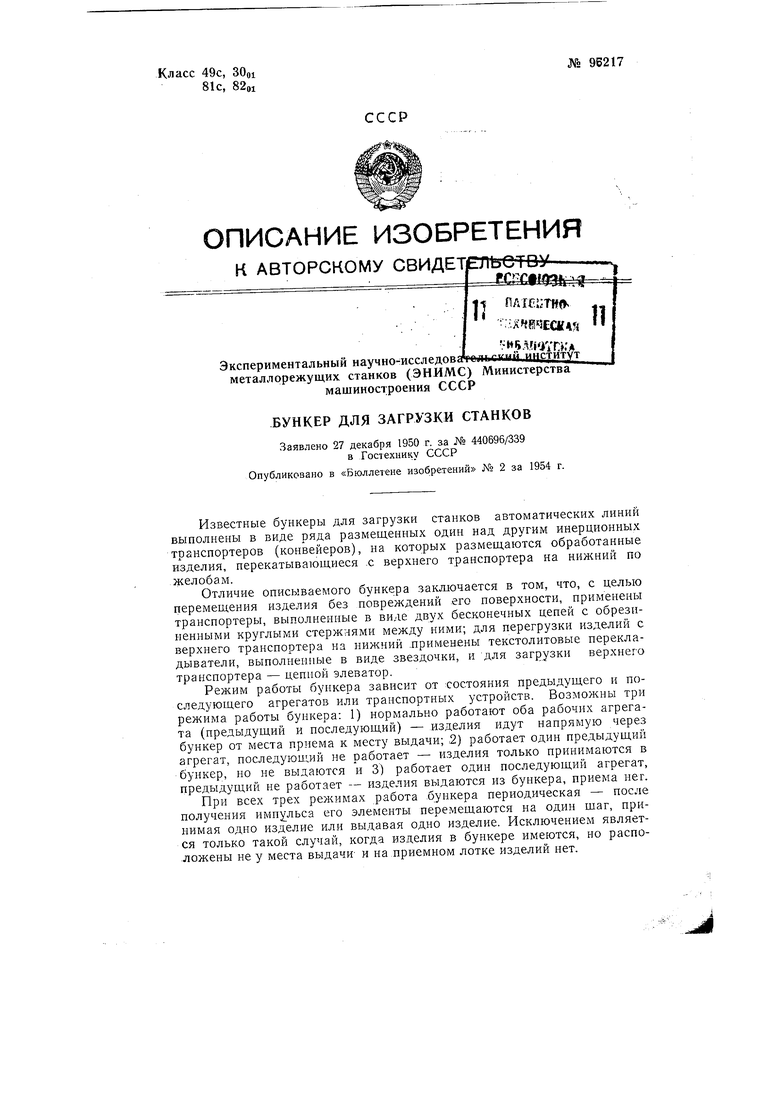
| название | год | авторы | номер документа |
|---|---|---|---|
| Машина пенного тушения | 1950 |
|
SU97217A1 |
| Бункер для загрузки станков | 1950 |
|
SU93712A1 |
| Устройство для автоматического регулирования подачи изделий между агрегатами автоматической линии | 1950 |
|
SU94627A1 |
| Автоматическое устройство для загрузки конвейера | 1950 |
|
SU95193A1 |
| Автоматический завод по изготовлению поршней и подобных им изделий | 1950 |
|
SU94577A1 |
| Автоматическая линия агрегатных станков для механической обработки поршней и тому подобных деталей | 1950 |
|
SU94814A1 |
| Автоматический перегружатель цилиндрических изделий | 1950 |
|
SU93939A1 |
| Транспортер для перемещения цилиндрических изделий | 1950 |
|
SU93837A1 |
| Устройство для автоматического контроля количества изделий в бункере | 1950 |
|
SU93667A1 |
| Машина для упаковки цилиндрических деталей | 1950 |
|
SU93591A1 |