(54) MPiOrOMECTHAH КАМЕРА ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИИ ИЗ ВСПЕНИВАЮЩИХСЯ ПОЛИМЕРНЫХ МАТЕРИАЛОВ
1
Изобретение относится к переработке вспенивающихся термопластичных материалов, например пенополиэтилена, в устройствах для вспенивания пенопластовых заготовок в индивидуальных формах для изготовления, например поплавков, предназначенных для оснащения рыбопро.мысловных орудий лова.
Известная многоместная камера для изготовления изделий из вспенивающихся полимерных материалов, coдepжaцJ.aя нижнюю и верхнюю ПЛИТЕ:,, стягиваемые болтами, между которыми расположен набор металлических рамок (форм) с заготовками для вспенивания 1.
К недостаткам этой камеры относится невысокое качество изделий при вспенивании заготовок в формах со сложной оформляющей полостью из-за трудности равно.мерного плотного обжатия .между жестки.ми плитами камеры больщого количества установленных друг на друге съемных форм и возможного при вспенивании заготовок перекоса или раскрытия форм по плоскости их разъема.
Наиболее близкой к предлагаемой по технической сущности и достигемому результату является многоместная камера для изготовления изделий из вспенивающихся полимерных материалов, содержащая корпус, выполненный в виде параллельных опорных плит, жестко соединенных между 5 собой стойками, размещенные между п.титами и установленные параллельными рядами сменные формы 2 .
Недостатком этой камеры является то, что она не позволяет получать качественные изделия при одновременном вспенивании больщого количества заготовок в индивидуальных формах, требующих центрирования, вследствие трудности их плотного обжатия по плоскости разъема форм и образования в этих местах облоя, механическое удаление которого нарущает закрытопористую структуру материала и способствует влагонасыщению изделий, что для таких изделий как, например рыболовные поплавки является недопустимым. Кроме того, камера сложна по конструкции и вследствие этого недостаточно надежна в эксплуатации.
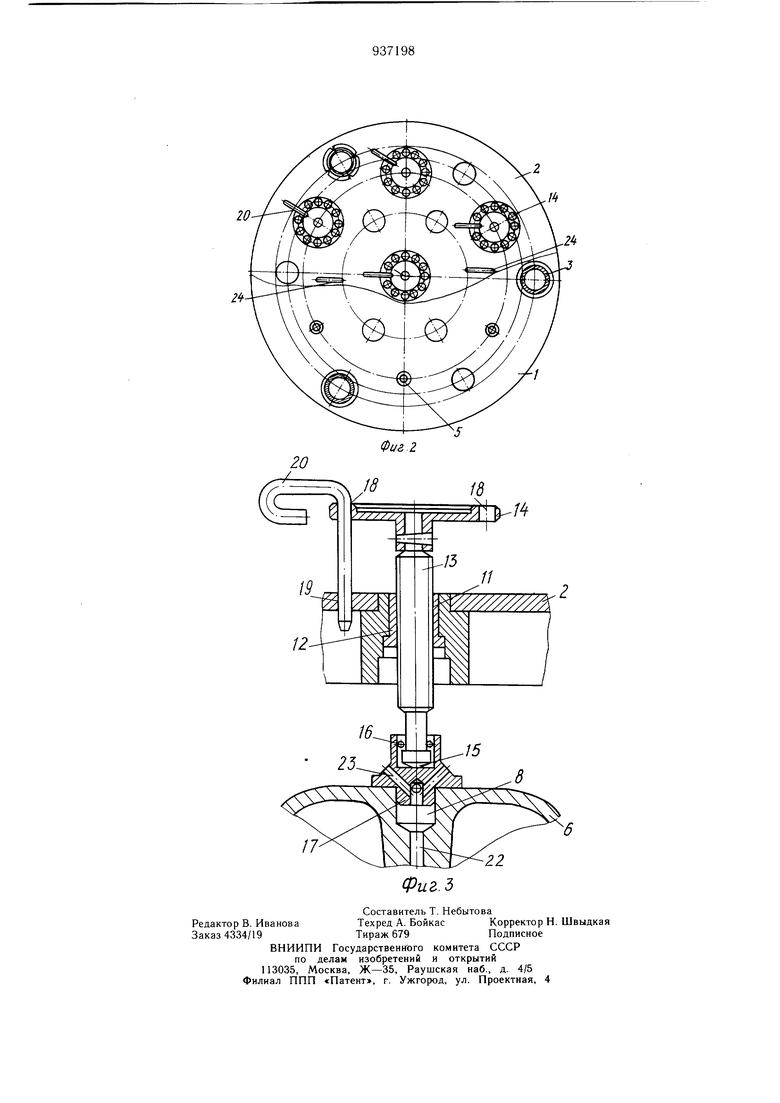
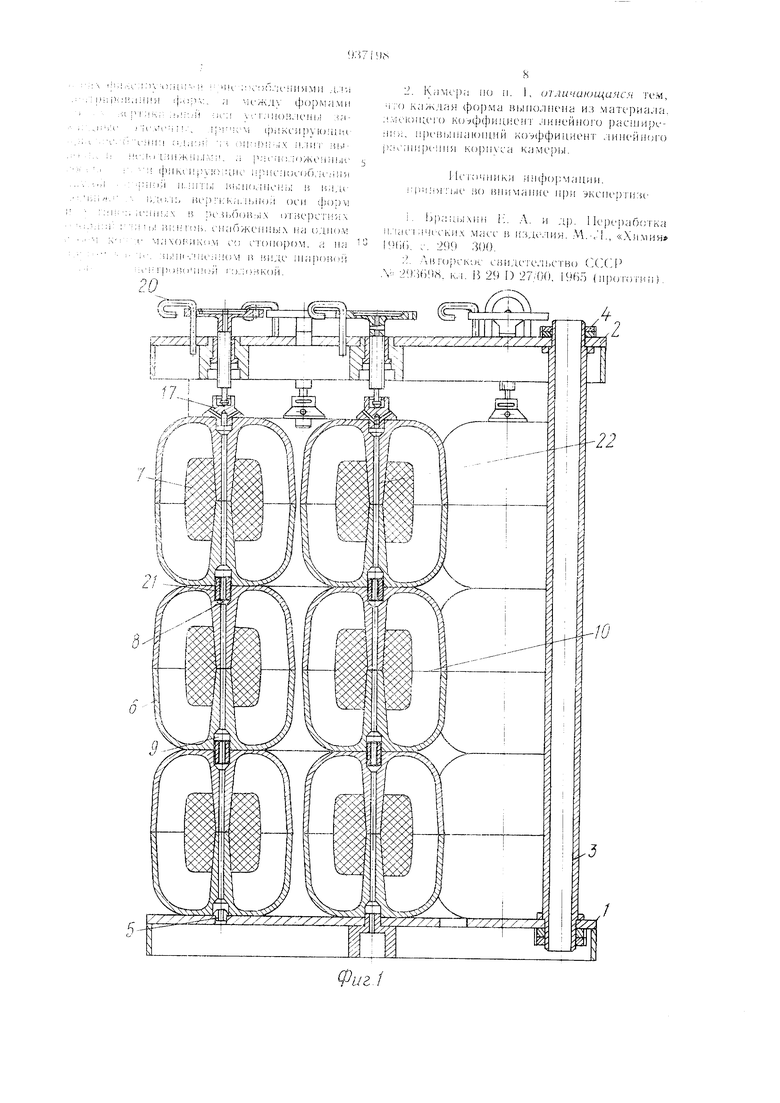
Цель изобретения - повыщение качества получаемых изделий за счет повыщения точности центрирования форм. Указанная цель достшается тем, что в многомостной каморе для изготовления нздслн) из вспенивающихся иолимерных матс)11алов, еодсржан ей корпус, вышзлиегь (1ЫЙ в виде пар аллельных опорных плит, жестко соединенных между собой стойками. )азме1ценные н.тигами и установ.тенiH ie параллельными рядами сменные формы, каждая опорная н,тита снабжена закренленными в них фиксируклцими приснособ.тениями для центрирован1 я (.юрм, а между формами iio их вертикальной оси установлен) закладные э,- емент, причем фикеируюии1е нриси()соб. .дной из опорных п,1ит кь полпены пеподвижпь ми, а расположенные соосно с ними (}))ук)1пие прис1 ос(бления другой оно|)иой ,1иты В п1олнень в виде 1 одвиж П)1х адоли вер пка; ьной оси форм л устап() г( )е;- ьбовых от ерстиях смюрной n;inTi,i винтов, снабже 1ных на одном cBoiM Koiine маховиком со , а на другом конце, Bbino,.HeiiH()M и виде наровой on(), центровочной о,:;овкой. Кроме 1ого, каждая форма выгю.;1нена из материа,1а, имек),его коуффицие11т линейного раснн1ре1П1я, ревыц1а1ощий коэффициент линейно Ч) кс рнуса камеры, Снабжение опорных сооспо закрепленными на них фикеирую1цими н)ис 1особлениями для установки форм с наличием закладных э; ементов, устан(;вленнь х о вертика;1п между формами, озво. вь cratiHii) каждую с,менну1О форму точно но центру в нижнем, ромежуточ ом и верхнем горизо1гга. рядах, ()бесг еч11В точную aiiOBKv нх но вертикали, .;д;1олнение в,месте с фиксиру()|их iiii.K посоГ)ле11ИЙ на о;и1ой и,ч опорных 1(},1вижными иозво„ яет легко и нростч) осуществить нредваритель 1ое ра И1омернае обжатие 1 лоскоети разъема форм, находящихся в каждом вертикаль 1ом ряду, екомнеисировав все имею1циеся отк-юнения форм по высоте при любом варианте раесгановки их по рядам, исключив при :)том 1ерекос форм. Выполнение фиксирую цих приспособлений в виде винтов, установленных в резьбовые отверстия опорной 11лит 1 и снабженных с одной сторонь ,маховико,м со стонором, а с другой стороны - - це)1тровочной го.товкой, позволяет создать равномерное yeii;ine предварительного обжатия кистьк руки оператора без нриложения значпте.пьных нагрузок. При нагревании камерь с фор,мами, в которых размещены заготовки изделий, происходит вспенивание материала заготовок, при этом в формах развиваются высокие давления, достигающие до 8 кгс. Вследствие этого предварительное обжатие форм с помощью подвижных фиксирующих нриспособлений является недостаточным для исключения ie)eK()ca и раскрытия форм о плоскости их )азъема, В 1хода вспененногс материа, и образования облоя, для надежно о обжатия форм и обесг ечения, тем самым вь сокого качества издел1- Й из вснениваюн1ихея гкхтимерных материалов необходимым также является И) фo)v из мате)иала, коэффициент ,линейного pacцJИpeния которого резко 1рев1 ниает коэффициент ,тинейно о расн1иpeiHiH материала корпуса камеры. Такой И)1бор материа; ов фор.м и корпуса камерь нозволяет на реве форм в 1ронессе всненниания создать необходимое смыкающее усилие, исключаюп1ее возмож 1ость раскрытия фор.м. Это достигается че.м, что нри вспенивании изде; ий приран;ение линейных размеров (|)орм бо.тьше, че.м , что и создае1 д(),. ните;1ьное усилие, действующее i(j оси фор.м, которое достат(чно для надежН(.)ч:. зам1лкания форм, исключения их раскрь тня и нолучения качественных изде.тий с,.1ожн(1Й конфигурации при одновре. вспенивании бо;Н)Щого к(:1ичества за1чгговок в .мных индивидуальных формах. На фиг. 1 изображена каме)а, разрез; на фи 2 то же, вид сверху; на . 3 -Н1)()е (})иксирую л.ес 1 рис особление. Камера для изготовления изде,тий из всне Ц1вающихся нолиме)ных материалов ,;iHeiia в виде жесткого ста.чьного 1 олого корнуса, состоя цего соответстве1ик) из нижЩй и верхней онорных н;1ит 1 и 2, соединен н 1х .между собой стойками 3. (/1Ч)йки 3 скре1 лены с 1литами 1 и 2 нри омои1,и гаек 4 и.ти быть приварень. На Н1Жней онорной идите 1 жестко закреплено семь фиксирующих приспособ.тений 5, выпо; ненных в виде цент|зирующих вь1стунов, нредназначенных д;|я установки на них форм 6 с за отовками 7 изде.тийп()п,1авков. Формы 6 вьнюлнены из алю.миник и соСТС ГГ из двух НО.ТуфОрМ с и 1ИЖНИМ центро «)чными отверстия.ми 8 и 9. Полу(f)O) см 1ка1отся между собой по нлоскскти )азьема 10. ()(}рная лита 2 имеет отверстия 11, i кото) запрессованы соосно фиксируюi UiM 1|)ис 1особ,чения.м 5 гайки 2 с переме1 и1К)щимися в них в вертикальной н.поекости (})иксирую цими риснособ.1ения.ми, выполненными в виде винтов 13, имеюц.1.их на конце жестко .закре 1Ленный маховик 4, а на другом онору 15 с шаровой куверхНОСТ Ю. На конце винта 13, имеющем шаровую 15 с помоц.1ью щнлинтов 16 закреплены ценгровочные головки 17 с возможностью небольших угловых пере.мептений для облегчения центрирования форм 6, На .махови ках 14 и онорной плите 2 выполнены соответственно отверстия 18 и 19 под стонор 20,
предназначенный для стонорения маховнка 14 в определенном положении. Количество отверстий 18 и 19 выбрано из условия достаточного обжатия форм 6 с помош,ью фиксирующих приспособлений 5 и пентровочных головок 17 и фиксации последних с помощью стопора 20.
Центровочные отверстия 8 и 9 форм 6 выполнены с небольшим зазором для входа в них фиксирующих элементов 5 и (или) центровочных головок 17, и (или) закладных элементов 21. Закладные элементы 21 выполнены в виде металлических втулок.
Для обеспечения лучшей теплоотдачи и прохода обогреваемой среды (горячая вода) через центральное осевое отверстие 22 форм 6 центровочные головки 17 выполнены с отверстиями 23.
Для транспортировки камеры опорная плита 2 снабжена проушинами 24.
Работа камеры осуществляется медующим образом.
В одную из половинок формы 6 закладывают заготовку 7 изделия и накрывают ее второй половипкой формы 6. Собранные таким образом семь штук форм 6 с заготовками 7 устанавливают на фиксирующих приспособлениях о онорной плиты 1 так, чтобы фиксирующее приспособление 5 совпало с нижним центровочным отверстие.м 9 формы А. После установки на опорной плите 1 нижнего горизонтального ряда форм б в их верхние центровочные отверстия 8 устанавливают закладные элементы 21.
На закладные элементы 21 устанавливают второй горизонтальный ряд форм 6, таким образом, чтобы закладные элементы 21 вощли в нижние центровочные отверстия 9 фор.м 6. Аналогичны.м образом в верхние центровочные отверстия 8 второго ряда форм 6 устанавливают закладные элементы 21 и размещают третий горизонтальный ряд форм 6.
Далее с помощью маховиков 14 винты 13 вращают до установки центровочных головок 17 в верхние центровочные отверстия 8 третьего верхнего горизонтального ряда форм 6. Усилием руки оператора, прилагаемым на маховик 14. поджимают каждый вертикальный ряд форм 6 до уиора центровочных головок 17 в верхние центровочные отверстия 8. Это положение фиксируют с помощью стопора 20, который вставляют в одно из отверстий 18 маховика 14, совпавшее с отверстием 19 опорной плиты 2. Собранная таки.м образом камера за проушины 24 стропится и электротельфером (не показан) ее транспортируют к нагревательному устройству, например автоклаву, низкого давления (не показан). После установки камеры в автоклав, заполнения его водой и герметизации, в автоклав подают пар и осуществляют нагревание камеры с заготовками 7 в формах 6. При нагреве
воды до 105°С (давление 1,27 кгc/cм) алюминиевые формы 6 расщиряются примерно в 2 раза больще, чем стальной корпус камеры (коэффициент линейного расширения: для алюминия 22-10®,; для стали 11,5- - гмд) Р жестком корпусе камеры в результате разного температурного удлинения форм 6 и корпуса камеры в период вспенивания по оси форм 6 возникают значительные дополнительные силы (до 8 кгс), достаточные для окончательного обжатия
0 и уплотнения плоскостей разъемов 10 форм 6 что обеспечивает получение качественных безоблойных изделий.
После окончания технологической выдержки камеру с формами 6 охлаждают в автоклаве холодной водой. Охлажденную камеру
5 за проущины 24 извлекают из автоклава и электротельфером транспортируют к месту разборки. Разборка камеры производится в следующей последовательности.
Пзвлекают стопора 20 и усилием руки
0 онератора (усилие, распирающее формы при охлаждении камеры с формами пропадает) вращают маховики 14 так, чтобы в результате этого винты 13 переместились в гайках 12 в крайнее верхнее положение и центровочные головки 17 вышли из центровочных отверстий 8 верхнего горизонтального ряда форм 6. Затем снимают формы 6 верхнего ряда, вынимают из форм 6 следуюHiero ряда закладные элементы 21, снимают второй ряд форм 6, вынимают закладные
0 элементы 21 из форм 6 первого ряда и снимают первый ряд форм 6 с фиксирующих приспособлений 5. После разборки форм 6 извлечения из них готовых изделий и очистки форм 6 цикл повторяется.
5Изобретение позволяет значительно упростить и ускорить процесс вспенивания изделий в формах с осевыми отверстиями и сложной конфигурацией. Использование камеры исключает возможность раскрытия
д форм в процессе вспенивания и, тем самым гарантирует высокое качество вспениваемых изделий.
Кроме того, предлагаемая камера проста в изготовлении и обслуживании и отвечает требованиям техники безопасности.
Формула изобретения
1. Многоместная камера для изготовления изделий из вспенивающихся полимерных 0 материалов, содержащая корпус, выполненный в виде параллельных опорных плит, жестко соединенных между собой стойками, размещенные между плитами и установленные параллельными рядами смен-ные формы, отличающаяся тем, что, с целью повышения качества получаемых изделий за счет повыщения точности центрирования форм, каждая опорная плита снабжена закрепленными -л KI ч;:;( чк ;; ч:;Г:, л.;: iHiiii ;|.i;p а . ф();)мами ; р -- ..i ii-; ; I :ili()H.niibi а : i: П ,ipr-irXi l)ii Klil pVIOIiliU ЧНИ: ;:Л ,i:)i ; i i :); -iX il.lnr iK.iM ,ii;M :i p::i;ii) ;o/KO i;ibu: ф;1К1 ii i :o::uio ; рпс;|;)|;Олг; Ия li- :iiTi,i (1Л ilerii); и ii; Л1 Л, iUj biiijii оги (boivi ;H- noii-,ix шнсрстиич , . i-iian/Keiii:i,i lia олиом лах() Г(; i;T()ii{))(i. а lia iЬMilЛ;ir;::() И ИПЛС iiiapOiU. nK;:.4iv(iH. ::. KfiMi.); IK) ii. I, отлича1 1Цияс}1 Им, к;|жл; форма выполнена из материала, vioiv/nuio K(i(j){j)ii uieHT линейно.го ), 111Н я 1П1ак) К()г)({)фнцнент .1ИН(ЙИ1ИО 11-:||И)спия к(И) каме)1,1. i. bpaui iXiiH K. A и лр. 11срераб(;тка ; Ч1ч|..их Maci li . М.-,.., «Химнн iMlii, :,. 2Я9 300 Р, Л ВГОрГ ч;к; С И И bCiBO (ХХЛ ,V. Pi). i-u. И 29 I) 27.00, 19Н5 (liiHrroTMnj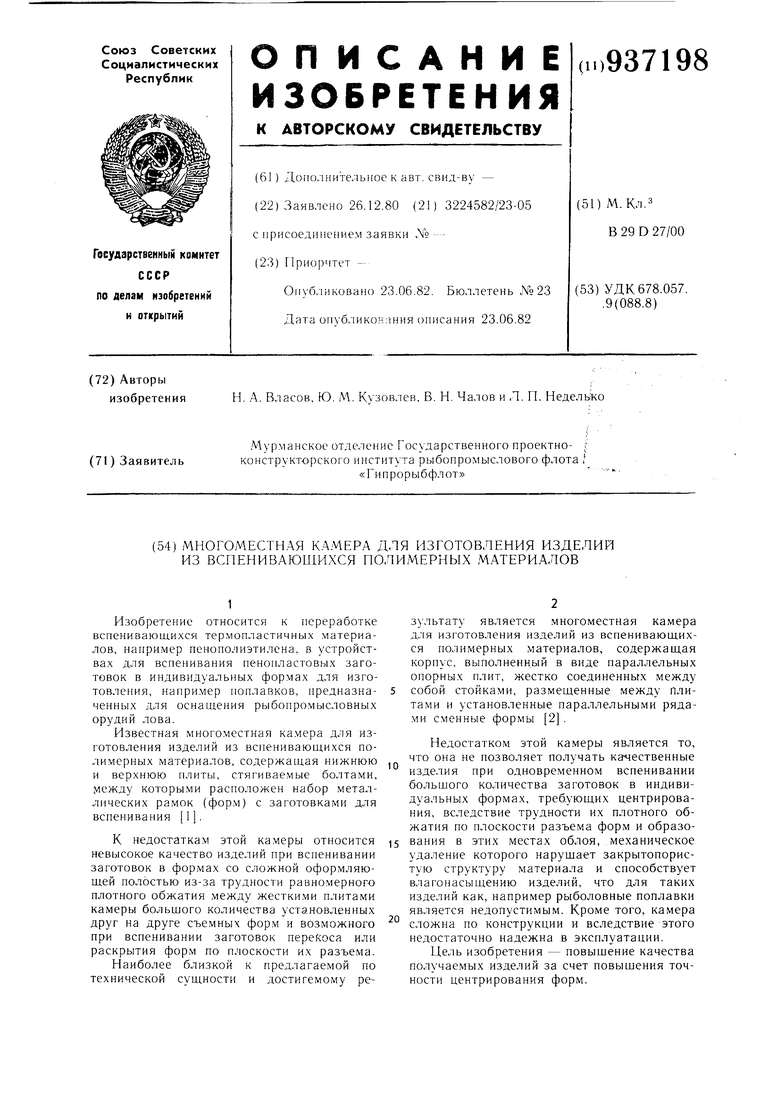
| название | год | авторы | номер документа |
|---|---|---|---|
| БИБЛИОТЕКА { | 1971 |
|
SU293698A1 |
| Многоместная пресс-форма для изготовления полых изделий | 1986 |
|
SU1382647A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЖЕЛЕЗОБЕТОННЫХ ШПАЛ И БРУСКОВЫХ ПОДРЕЛЬСОВЫХ ОСНОВАНИЙ ЖЕЛЕЗНОДОРОЖНЫХ ПУТЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2273562C2 |
| Универсальный штамп для подсечки профилей | 1983 |
|
SU1134259A1 |
| Форма для изготовления изделий из вспенивающихся материалов | 1976 |
|
SU648424A1 |
| Устройство для изготовления изделий из полимерных материалов | 1985 |
|
SU1380998A1 |
| У ТЕХНИЧЕСКАЯ i | 1968 |
|
SU208254A1 |
| Устройство для изготовления изделий из пенопласта | 1983 |
|
SU1167025A1 |
| Станок для клепки накладок к тормозным колодкам | 1981 |
|
SU1034827A1 |
| Центробежная машина с горизонтальной осью вращения | 1976 |
|
SU599917A1 |