(54) ПРЕСС ДЛЯ РАСКАТКИ ОБЕЧАЕК
| название | год | авторы | номер документа |
|---|---|---|---|
| Пресс для раскатки обечаек | 1975 |
|
SU567532A1 |
| Пресс для раскатки обечаек | 1975 |
|
SU527307A1 |
| Пресс для раскатки обечаек | 1980 |
|
SU963686A1 |
| Пресс для раскатки обечаек | 1979 |
|
SU795713A1 |
| Пресс для раскатки обечаек | 1979 |
|
SU795714A1 |
| Пресс для раскатки обечаек | 1979 |
|
SU876248A1 |
| Устройство к ковочному прессу для раскатки обечаек | 1977 |
|
SU733837A1 |
| Устройство для раскатки изделий вне зоны пресса | 1985 |
|
SU1402401A1 |
| Пресс для раскатки обечаек | 1988 |
|
SU1620201A1 |
| Горизонтальный пресс для раскатки обечаек | 1975 |
|
SU573237A1 |
1
Изобретение относится к обработке металлов давлением, в частности к прессам для раскатки обечаек.
По основному авт. св. № 567532 известен пресс для раскатки обечаек, содержащий С-образную станину вертикального типа, имеющую стойку, верхнюю и нижнюю траверсы, установленный на верхней траверсе боек, вертикальная ось которого расположена в плоскости симметрии станины, привод рабочего перемещения бойка, съемную оправку, установленную на нижней траверсе, причем ось оправки перпендикулярна плоскости симметрии станины, а в стойке станины в зоне размещения оправки выполнен проем, симметричный относительно плоскости симметрии станины, проходящей через нижнюю траверсу 1.
Недостатком известного пресса является невысокое качество готового изделия и производительность.
Цель изобретения - повыщение качества готового изделия и производительности путем исправления овальности обечаек.
Указанная цель достигается тем, что пресс для раскатки обечаек, содержащий
С-образную станину вертикального типа, имеющую стойку, верхнюю и нижнюю траверсы, установленный на верхней траверсе боек, вертикальная ось которого расположена в плоскости симметрии станины, привод
5 рабочего перемещения бойка и съемную оправку, установленную на нижней траверсе, причем ось оправки перпендикулярна плоскости симметрии станины, а в стойке станины в зоне размещения оправки выполнен
10 проем, симметричный относительно плоскости симметрии станины, проходящей через нижнюю траверсу, снабжен жестко соединенной со станиной пресса дополнительной нижней траверсой и установленным на ней с возможностью возвратно-поступательного
перемещения в рабочую зону пресса столом с закрепленной на нем дополнительной опорой.
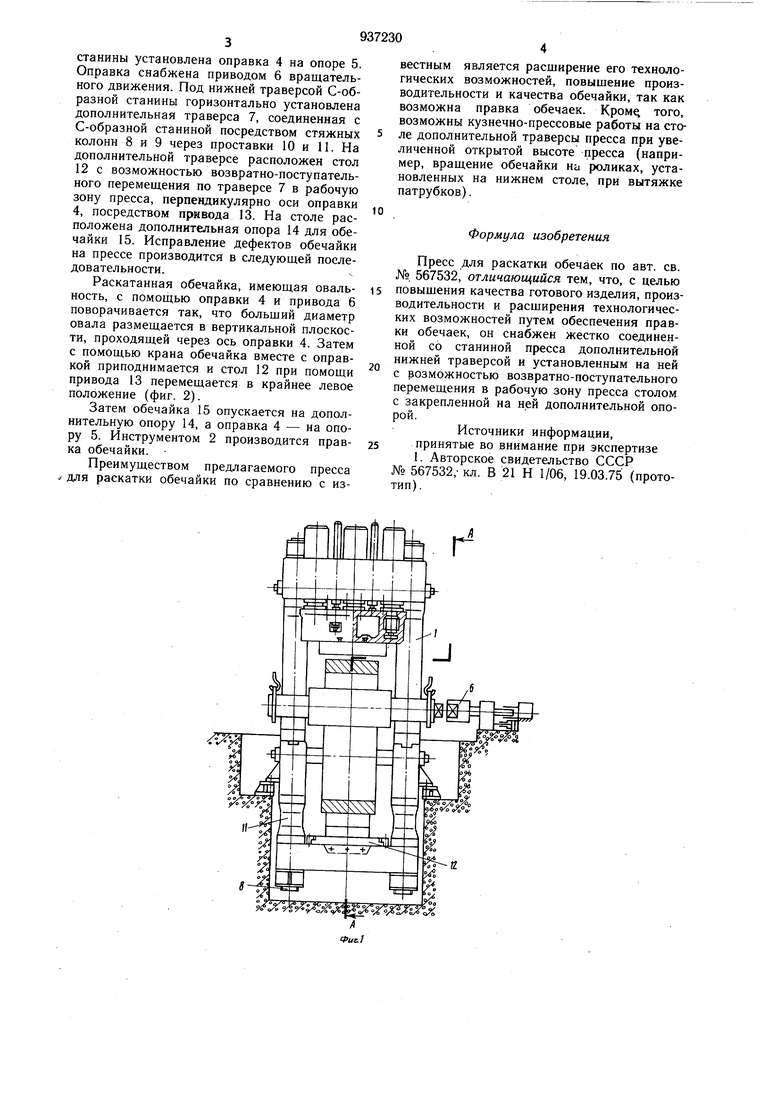
На фиг. 1 изображен предлагаемый пресс, вид спереди; на фиг. 2 - разрез А-А на
20 фиг. 1.
Пресс для раскатки обечаек состоит из С-образной станины 1, на верхней траверсе которой размещен инструмент 2 с гидроприводом 3. На нижней траверсе Q-образной
станины установлена оправка 4 на опоре 5. Оправка снабжена приводом 6 вращательного движения. Под нижней траверсой С-образной станины горизонтально установлена дополнительная траверса 7, соединенная с С-образной станиной посредством стяжных колонн 8 и 9 через проставки 10 и И. На дополнительной траверсе расположен стол 12 с возможностью возвратно-поступательного перемещения по траверсе 7 в рабочую зону пресса, перпендикулярно оси оправки 4, посредством привода 13. На столе расположена дополнительная опора 14 для обечайки 15. Исправление дефектов обечайки на прессе производится в следующей последовательности.
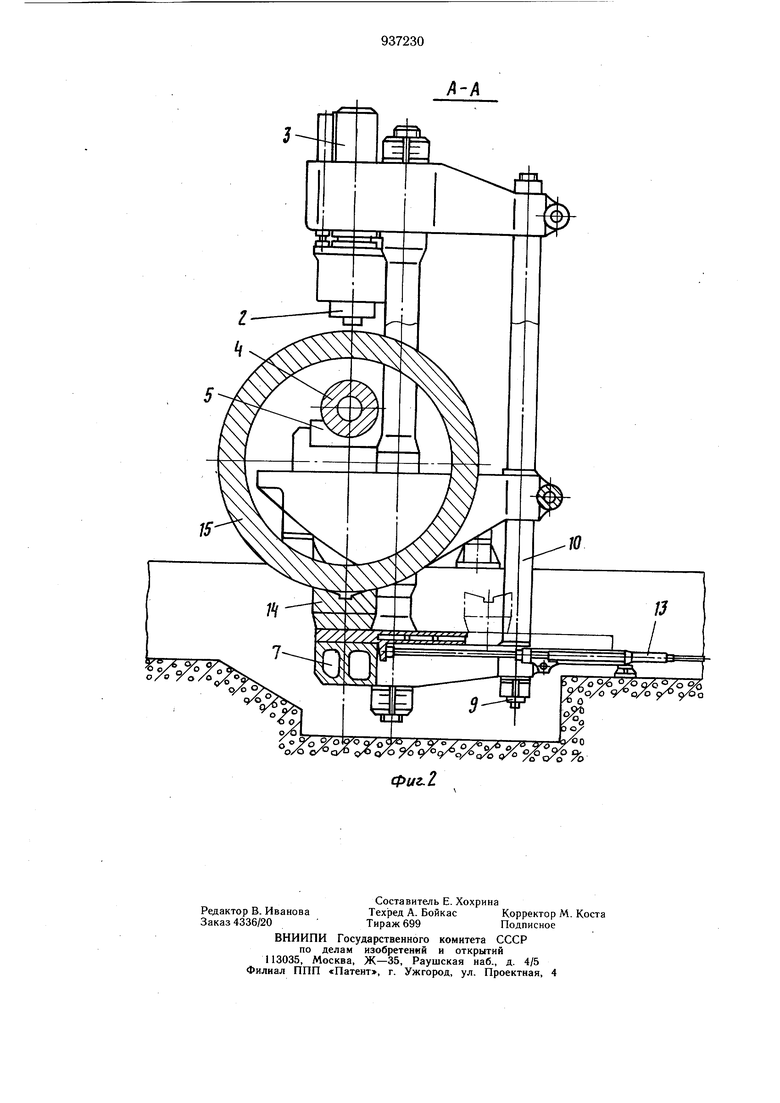
Раскатанная обечайка, имеющая овальность, с помощью оправки 4 и привода 6 поворачивается так, что больщий диаметр овала размещается в вертикальной плоскости, проходящей через ось оправки 4. Затем с помощью крана обечайка вместе с оправкой приподнимается и стол 12 при помощи привода 13 перемещается в крайнее левое положение (фиг. 2).
Затем обечайка 15 опускается на дополнительную опору 14, а оправка 4 - на опору 5. Инструментом 2 производится правка обечайки.
Преимуществом предлагаемого пресса у для раскатки обечайки по сравнению с из;/ХЙ9 ; А
вестным является расщирение его технологических возможностей, повыщение производительности и качества обечайки, так как возможна правка обечаек. Кром того, возможны кузнечно-прессовые работы на столе дополнительной траверсы пресса при увеличенной открытой высоте пресса (например, вращение обечайки на роликах, установленных на нижнем столе, при вытяжке патрубков).
Формула изобретения
Пресс для раскатки обечаек по авт. св. № 567532, отличающийся тем, что, с целью повыщения качества готового изделия, производительности и расширения технологических возможностей путем обеспечения правки обечаек, он снабжен жестко соединенной со станиной пресса дополнительной нижней траверсой и установленным на ней с возможностью возвратно-поступательного перемещения в рабочую зону пресса столом с закрепленной на ней дополнительной опорой.
Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 567532,- кл. В 21 Н 1/06, 19.03.75 (прототип).
1 1 I
Фиг. 2
