(54) ПРЕСС ДЛЯ РАСКАТКИ ОБЕЧАЕК
| название | год | авторы | номер документа |
|---|---|---|---|
| Пресс для раскатки обечаек | 1979 |
|
SU795713A1 |
| Пресс для раскатки обечаек | 1981 |
|
SU1015538A2 |
| Устройство к ковочному прессу для раскатки обечаек | 1977 |
|
SU733837A1 |
| Пресс для раскатки обечаек | 1979 |
|
SU795714A1 |
| Пресс для раскатки обечаек | 1980 |
|
SU963686A1 |
| Устройство к прессу для раскатки крупногабаритных колец | 1987 |
|
SU1493377A1 |
| Пресс для раскатки обечаек | 1985 |
|
SU1389924A2 |
| Пресс для раскатки обечаек | 1975 |
|
SU937230A2 |
| Инструмент для ковки | 1975 |
|
SU592506A1 |
| Устройство для раскатки изделий вне зоны пресса | 1985 |
|
SU1402401A1 |
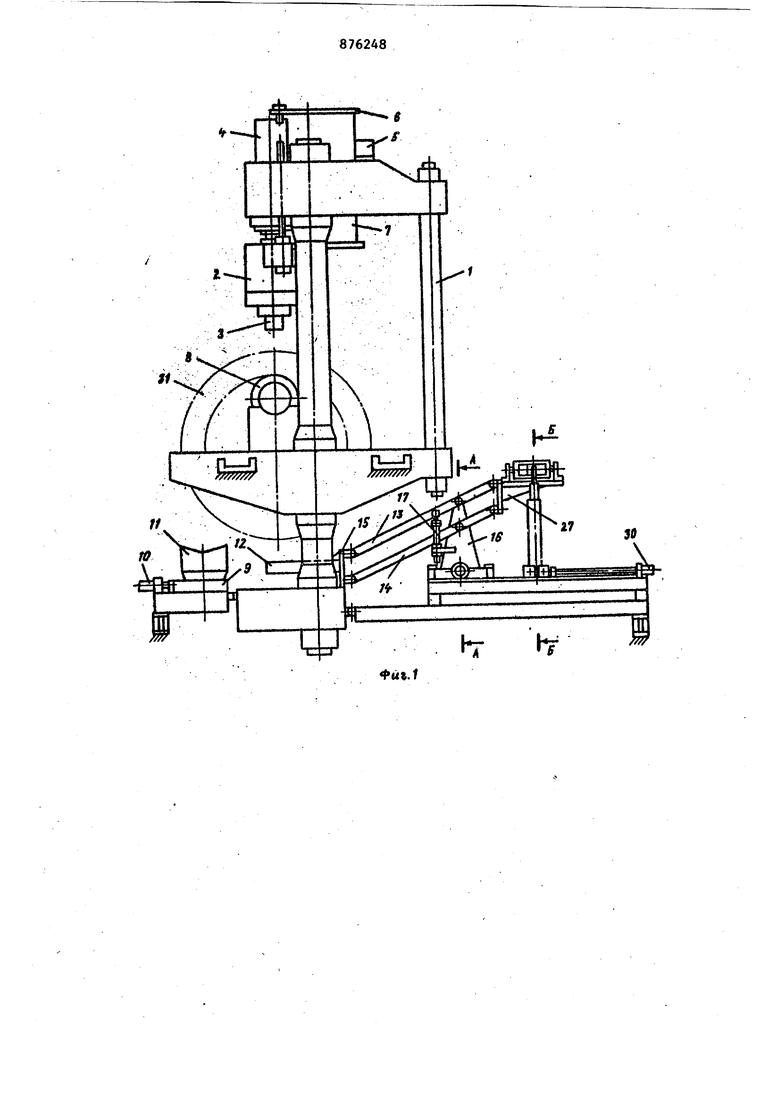
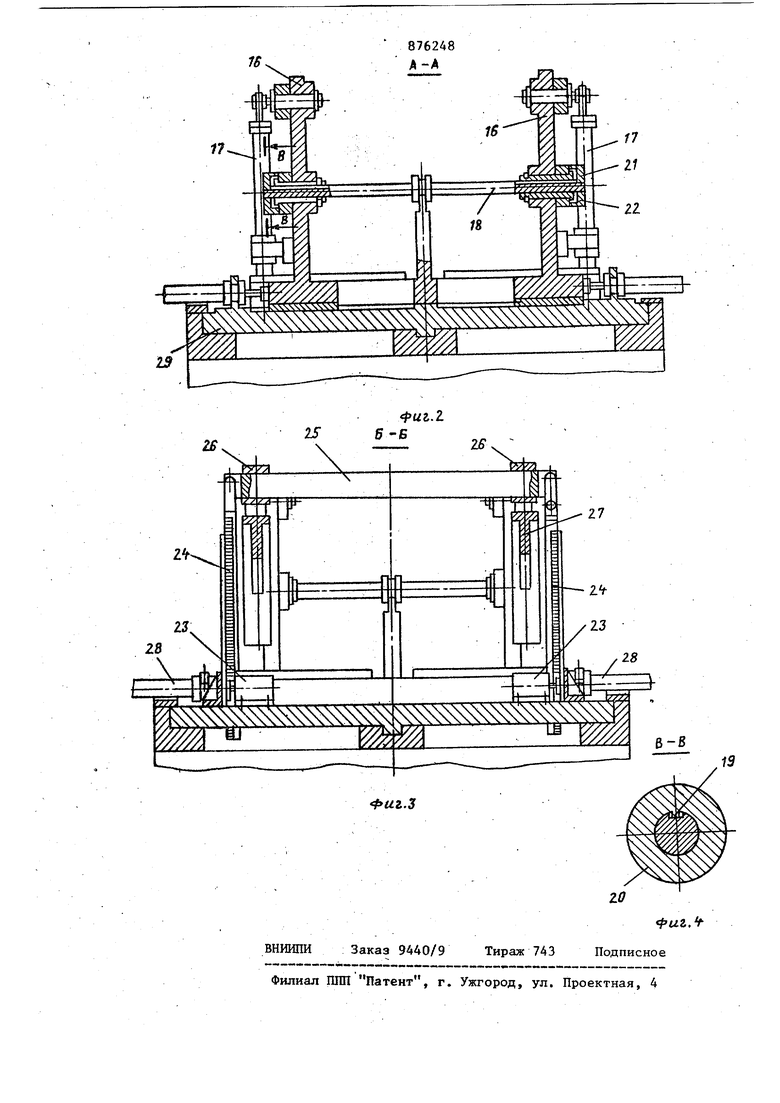
Изобретение относится к обработке металлов давлением, а именно к конструкциям прессов для раскатки обечаек. Известен пресс для раскатки обечаек ,содержащий станину,установленную на ней подвижную приводную траверсу с датчиком ее положения, шарнирные па раллелограммы с приводами качания, одна из сторон каждого из которых выполнена в виде стойки, смонтированной на приводной плите, ползушки, установленные в направляющих и связанные с параллелограммами и с датчиками их положения, а также основную измерительную планку, установленную на стороне, одного из параллелограммов, имеющих возможность плоско-параллельного перемещения CQ. Недостатком известного пресса является невозможность пользоваться механизмом замера диаметров обечайки при раскатке невысоких обечаек, которая производится на козлах, вставляемых в рабочее пространство пресса для сокращения расстояния между опо- . рами оправки из-за соображений прочности оправок. Раскатка обечаек без измерений диаметра и конусности в процессе раскатки приводит к значительному увеличению припусков на механическую обработку.. Кроме того, возможно попадание окалины на планку, что приводит к ошибке при определении диаметров и конусности, а уста- новка направляющей с пОлзушкой вблизи рабочего пространства пресса приводит к нагреву гибкой связи (каната или цепи), удлинение ее, что приводит к ошибке в показании датчика. Все это приводит к снижению точности обработки обечаек. Цель изобретения - повышение точности обработки обечаек. Поставленная цель достигается тем, что пресс для раскатки обечаек, содержащий станину, установленную на ней подвижную приводную траверсу с датчиком ее положения, шарнирные параллелограммы с приводами качания, одна из сторон каждого из которых выполнена в виде стойки, смонтироваиной на приводной плите, ползушки, установленные в направляющих и связанные с параллелограммами и с датчиками их положения, а также основную измерительную планку, установленную на стороне- одного из параллелограммов, име.ю щей возможность плоско-параллельного перемещения, снабжен дополнительной измерительной планкой, установленной на другом параллелограмме, кронштейнами, смонтированными на сторонах параллелограммов, имеющих возможность качательного перемещения, и балкой, установленной на кронштейнах с водможностью качательмого перемещения относительно них в плоскости, перпендикулярной плоскостям параллелограммов, и связанной с ползушками, при этом стойки снабжены приводами их перемещения в направлении оси балки, основная и дополнительная измерительные планки размещены в плоскости качания параллелограммов, а дат чики положения параллелограммов и направляющие полззтпек размещены на. плите. На фиг. 1 представлен пресс для раскатки обечаек, общий вид; на фиг. 2 - разрез А-А на фиг. 1; на фиг.З - разрез Б-Б на фиг.1; на фиг.4 разрез В-В на фиг. 2. Пресс для раскатки обечаек содержит станину 1, подвижную траверсу 2 с бойком 3, снабженнзто гидроприводом 4 и датчиком 5 ее положения, соединенного с траверсой посредством тяги б и гибкой связи 7, оправку 8., стол 9, снабженный гидроприводом 10, размещеннзж) на столе призму 11, две измерительные планки 12. Каждая планка 12 укреплена на шарнирном параллелограмме, содержащем две стороны 13 и 14, совершающие качательное движение, сторону-15, совершающую плоскопараллельное движение и стойку J6. fflapmipiaie параллелограммы оснащены приводами 17 их качания, они соединены валом 18, проходящим через шарниры параллелограммов и соединенным одним концом с подвижными сторонами 14 посредством зуба 19, размещенного во втулке 20 с возможностью поворота относительно стороны J4 на расчетный угол, а другим концом со стороны 14 другого шарнирного параллелограмма посредством зуба 21, размещенного во втулке 22. Шарнирные параллелограммы снабжены датчиками 23 своего положения, соединенных с ними посредством ползушек 24, балкой 25, соединенной, с шарнирными параллелограммами посредством хомутов 26, размещенных на кронштейнах 27, приводами 28 перемещения стоек шарнирных параллелограммов. Стойки шарнирных параллелограммов размещены на плите 29, имеющей привод 30. Пресс оснащен приводом вращения оправки (не показан), . Пресс работает следующим образом. Нагретая до конечной температуры заготовка 31 собирается с оправкой 8 и подается краном в рабочую зону пресса. Последовательными ходами траверсы и поворотами заготовки с помощью привода оправки 8 производится раскатка заготовки. После полного поворота заготовки делается замер ее диаметров. Для этого боек 3 опускают на обечайку, а измерительные планки 12 подводят к обечайке с помощью приводов 17 качания параллелограммов. Если в процессе раскатки обечайка получилась конусной, измерительные планки 12 поднимаются на разную высоту. Балка 25 опускается и поворачивается относительно кронштейнов 27, ползушки 24 перемещаются на разную высоту. Перемещение ползушек 24 фиксируется двумя датчиками 23, каждый из которых связан с соответствующим параллелограмом. Перемещение бойка фиксируется датчиком 5. По показаниям датчиков 23 и 5 определяются средний диаметр.обечайки, толщина обечайки и конусность ее наружной поверхности. Для определения эллипсности наружной поверхности производят несколько замеров в различных плоскостях и определяют больший и меньший диаметры обечайки. Руководствуясь данными замеров, оператор назначает величину рабочего хода подвижной траверсы при следующем обороте обечайки, принимает решение на исправление конусности или ,эллипсности обечайки. . При исправлении эллипсности призма 11 пбдается в рабочее пространство пресса с помощью гидроцилиндра 10. При этом плита 29, на которой размещены стойки 16 шарнирных параллелограммов , передвигается вправо гидро цилиндром 30.
Для исправления конусности исполь зуют наклонный боек при дальнейшей раскатке.
При раскатке, обечаек на козлах шарнирные параллелограммы сближают при помощи гидроцилиндров 28.
Пребс предлагаемой конструкции позволяет производить контроль геонетрических параметров обечайки во время ее раскатки, повысить точность измерения и, следовательно, приблизить форму раскатываемых обечаек к заданным и снизить припуск на механическую обработку, т.е. обеспечивает повышение точности обработки обечаек.
Формула изобретения
Пресс для раскатки , содержащий станину, установленную на ней подвижную приходную траверсу с датчиком ее положения, шарнирные параллелограммы с приводами качания, сторон каждого из которых вьтолнена в виде стойки, смонтированной на приводной плите, ползушки, установленные в направляющих и связанные с параллелограммами и с датчиками их положения
а также основную измерительную планку установленную на стороне одного из параллелограммов, имеющих возможность плоско-параллельного перемещения, отличающийся Teiji, что, с целью повышения точности обработки обечаек, он снабжен дополнительной измерительной планкой, установленной на другом параллелограмме, кронштейнами, смонтированными на сторонах па раллелограммов, имеющих возможность качательного перемещения, и балкой, установленной на кронштейнах с возможностью качательного перемещения относительно их в плоскости, перпендикулярной плоскостям параллелограммов, и связанной с ползушками, при этом стойки снабжены приводами их перемещения в направлении оси балки, основная и дополнительная измеритель ные планки размещены в плоскости качания параллелограммов, а датчики положения параллелограммов и направляющие ползУщек размещены на плите.
Источники информации, принятые во внимание при экспертизе
