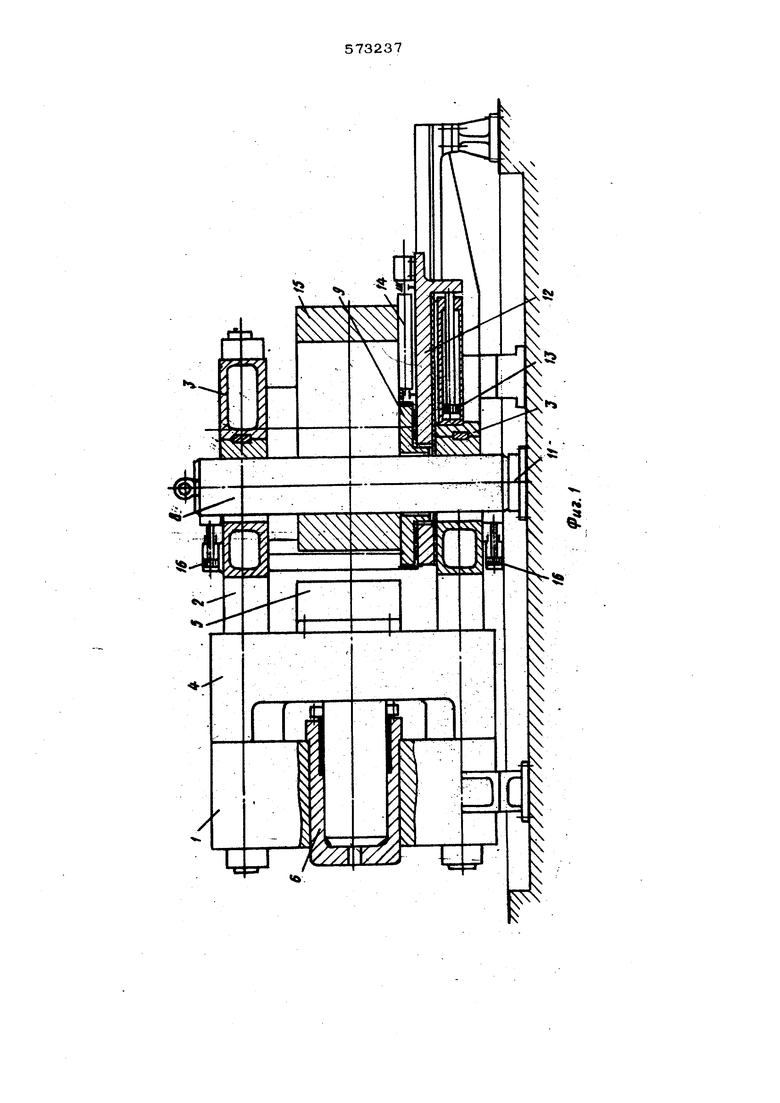
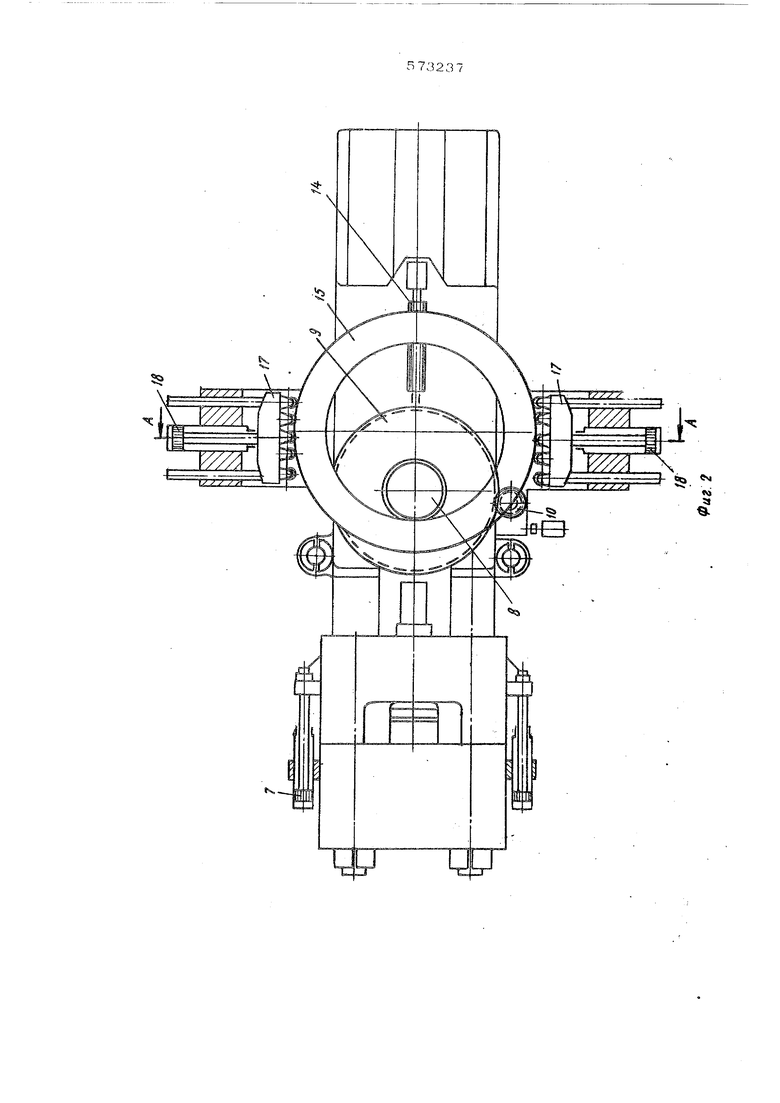
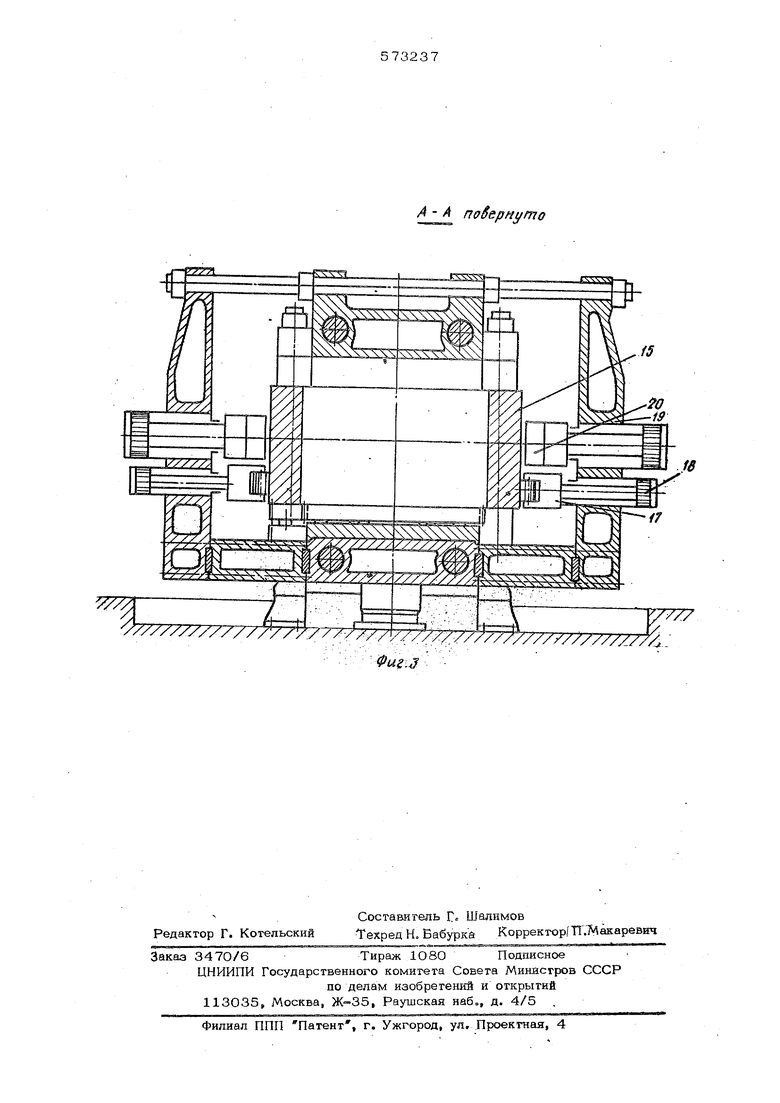
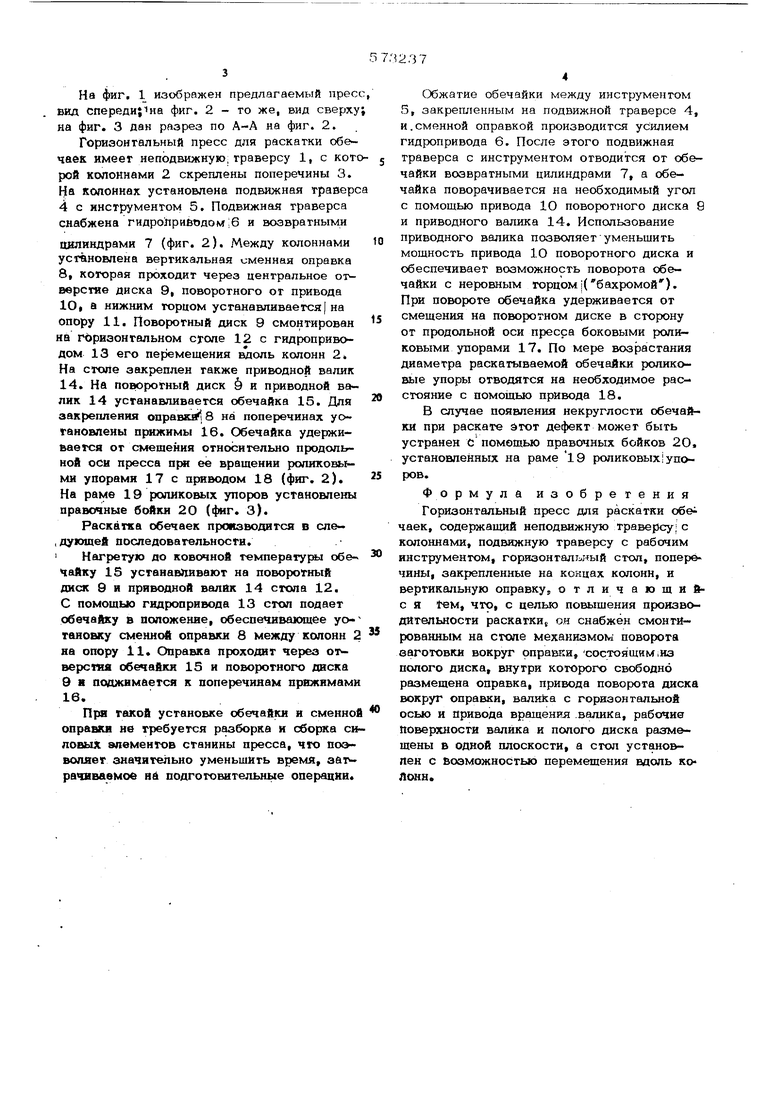
На фиг, 1 изображен предлагаемый пресс вид спереди;1на фиг. 2 - то же, вид сверху; на фиг. 3 дан разрез по А-А на фиг. 2.
Горизонтальный пресс для раскатки обечаек имеет неподвижную; траверсу 1, с кото рой колоннами 2 скреплены поперечины 3. На колоннах установлена подвижная траверс 4 с инструментом 5. Подвижная траверса снабжена гидройрибодом;6 и возвратными
цилиндрами 7 (фиг. 2). Между колоннами установлена вертикальная сменная оправка 8, которая проходит через центральное от верстие диска 9, поворотного от привода 1О| а нижним торцом устанавливается на опору 11. Поворотный диск 9 смонтирован на горизонтальном суоле 12 с гидроприводом 13 его перемещения вдоль колонн 2. На стопе закреплен также приводной валик 14. На поворотный диск § и приводной валик 14 устанавливается обечайка 15. Для закрепления оправк. 8 на поперечинах уогановпеиы прижимы 16. Обечайка удерживается от смешения относительно продольной оси пресса арл ее вращении роликовыми упорами 17с приводом 18 (фиг. 2). На раме 19 роликовых упоров установлены правочные бойкл 20 (фиг. 3).
Раскатка обечаек производится в сле, дующей последовательности. I Нагретую до ковочной температурка обечайку 15 устанав 1ивают на поворотный диск 9 и приводной валик 14 стола 12. С помощью гидропривода 13 стол подает обечайку в положение, обеспечивакнцее уогановку сменной оправки 8 между колонн 2 на опору 11. Оправка проходит через отверспш обечайки 15 и поворотного диска 9 я поджимается к поперечинам прижимами 16.
При такой установке обечайки и сменной оправки не требуется разборка и сборка силовых элементов станины пресса, что позволяет значительно уменьшить время, ааграчнваемое ни подготовителыше операции.
С жатие обечайки между инструментом 5, закрепленным на подвижной траверсе 4, и.сменной оправкой производится усилием гидропривода 6. После этого подвижная траверса с инструментом отводится от обечайки возвратными цилиндрами 7, а обечайка поворачивается на необходимый угол с помощью привода Ю поворотного диска 9 и приводного валика 14. Использование приводного валика позволяетуменьшить мощность привода 1О поворютного диска и обеспечивает возможность поворота обечайки с неровным торцом|(бахромой). При повороте обечайка удерживается от смещения на поворотном диске в сторону от продольной оси пресса боковыми роликовыми упорами 17. По мере возрастания диаметра раскатываемой обечайки роликовые упоры отводятся на необходнмое расстояние с помощью привода 18.
В случае появления некруглости обечайки при раскате йтот дефект может быть устранен с помощью правочных бойков 20, установленных на раме 19 роликовых упоров.
Формула изобретения
Горизонтальный пресс для раскатки обе чаек, содержащий неподвижную траверсу; с колоннами, подвижную траверсу с рабочим инструментом, горизонтальный стол, поперечины, закрепленные на концах колонн, и вертикальную оправку, отличающийс я , что, с целью повышения производительности раскатки он снабжен смонтированным на столе механизмом поворота заготовки вокруг оправки, состоящим ;из полого диска, внутри которого свободно размещена оправка, привода поворота диска вокруг оправки, валиКа с горизонтальной осью и привода вращенил .валика, рабочие поверхности валика и полого диска размещены в одной плоскости, а стол установлен с Возможностью перемещения вдоль коЛОНН.
/ 3 1А - А повернуто
| название | год | авторы | номер документа |
|---|---|---|---|
| Пресс для раскатки обечаек | 1981 |
|
SU1015538A2 |
| Пресс для раскатки обечаек | 1988 |
|
SU1620201A1 |
| Гидравлический пресс | 1973 |
|
SU424738A1 |
| Пресс для раскатки обечаек | 1980 |
|
SU963686A1 |
| Пресс для раскатки обечаек | 1979 |
|
SU820071A1 |
| Пресс для раскатки обечаек | 1975 |
|
SU937230A2 |
| Устройство для ковки | 1985 |
|
SU1389921A1 |
| Пресс для раскатки обечаек | 1979 |
|
SU795713A1 |
| Пресс для раскатки обечаек | 1979 |
|
SU876248A1 |
| Пресс для раскатки обечаек | 1985 |
|
SU1389924A2 |