(54) ПРЕСС ДЛЯ РАСКАТКИ ОБЕЧАЕК
| название | год | авторы | номер документа |
|---|---|---|---|
| Пресс для раскатки обечаек | 1979 |
|
SU876248A1 |
| Пресс для раскатки обечаек | 1975 |
|
SU527307A1 |
| Пресс для раскатки обечаек | 1981 |
|
SU1015538A2 |
| Пресс для раскатки обечаек | 1980 |
|
SU963686A1 |
| Горизонтальный пресс для раскатки обечаек | 1975 |
|
SU573237A1 |
| Гидравлический пресс | 1973 |
|
SU424738A1 |
| Пресс для раскатки обечаек | 1980 |
|
SU956129A1 |
| Устройство к ковочному прессу для раскатки обечаек | 1977 |
|
SU733837A1 |
| Пресс для раскатки обечаек | 1979 |
|
SU795714A1 |
| Пресс для раскатки обечаек | 1975 |
|
SU937230A2 |
Изобретение относится к обработке металлов давлением, а именно к конструкциям прессов для раскатки обечаек.
Известен пресс для раскатки обечаек, содержащий станину, приводную подвижную траверсу, датчик положения подвижной траверсы, а также измерительную планку и механизм ее перемещения 1.
Недостатком этого пресса является невысокая точность получаемых на. нем обечаек, так как возможно искажение замера диаметра обечайки из-за проскальзывания измерительной планки по наружной поверхности обечайки, вследствие ее огранки или эллипсности,- а также скопления окалины на измерительной планке.
Цель изобретения - повышение точности получаемых обечаек.
Указанная цель достигается тем, что механизм перемещения измерительной планки выполнен в виде двух размещенных в параллельных вертикальных плоскостях и соединенных между собой с возможностью относительного поворота шарнирных параллелограммов, один из рычагов каждого из которых жестко смонтир тван на индивидуальном оснозании, при этом каждый шарнирный параллелограмм снабжен приводом качания относительно жестко смонтированного на индивидуальном основании его рычага, а измерительная планка шарнирно связана со свободными рычагами шарнирных параллелограммов и снабжена приводом поворота.
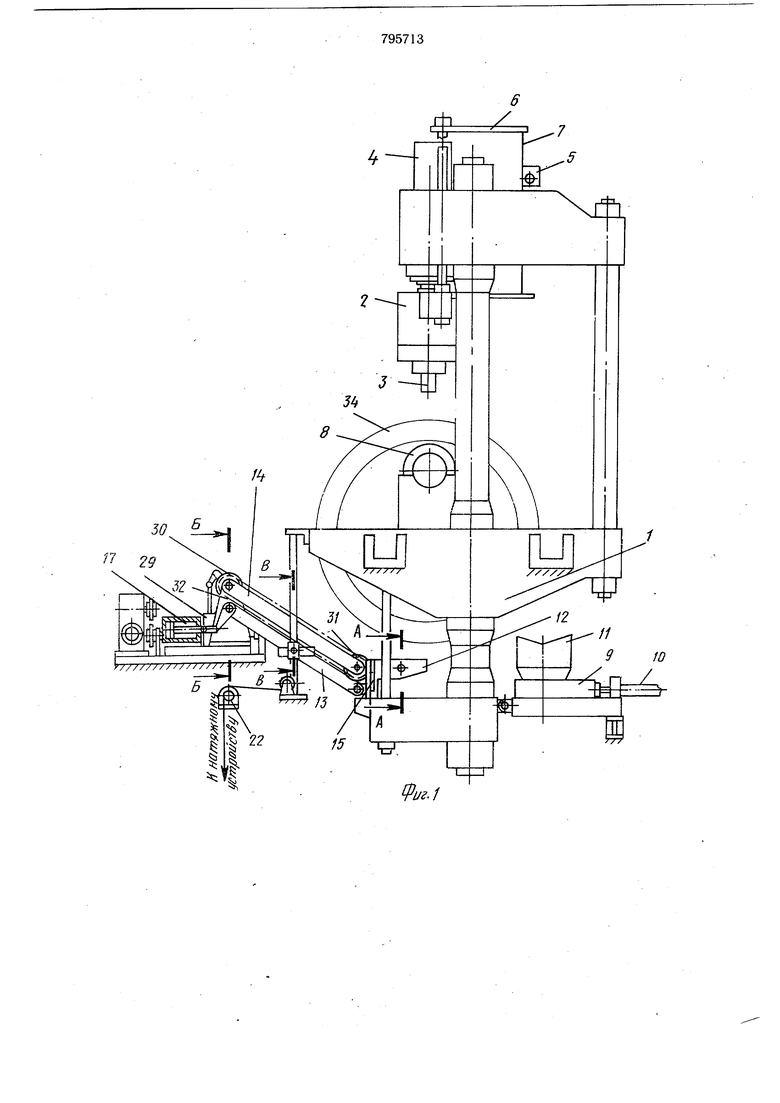
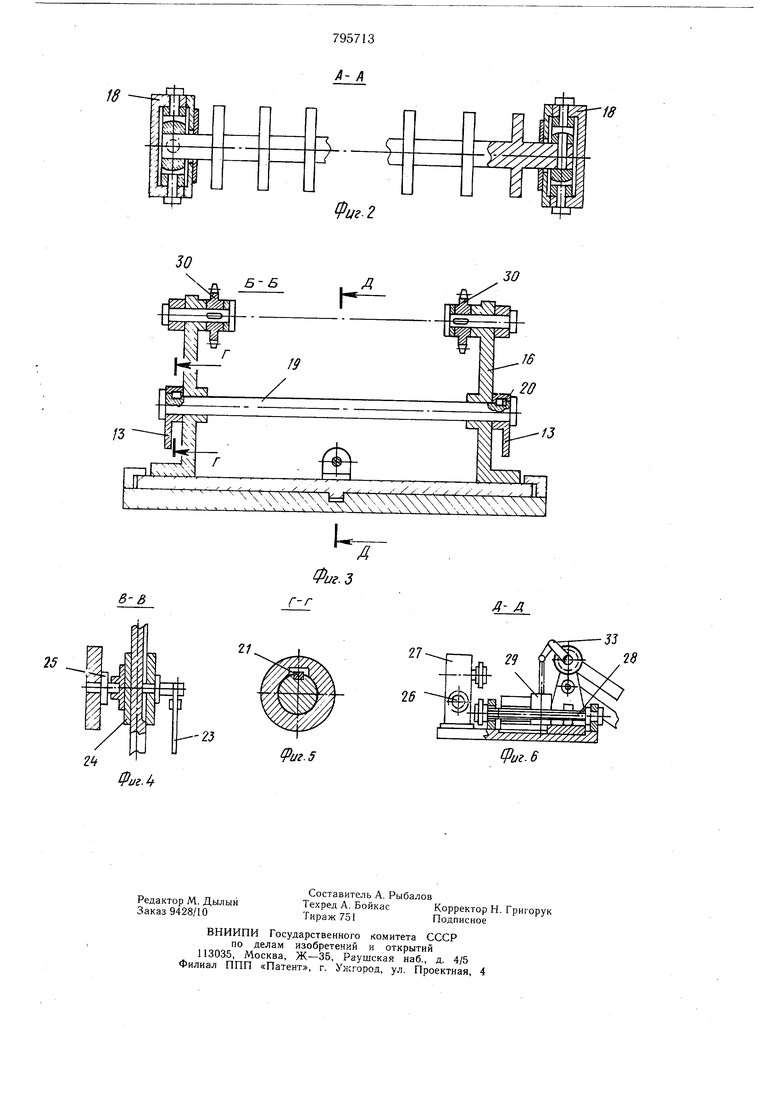
На фиг. 1 показан пресс, вид сбоку; на фиг. 2 - разрез. А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 1; на фиг. 4 - разрез В-В на фиг. 1; на . 5 - разрез
Г-Г на фиг. 3; на фиг. 6 - разрез Д-Д на фиг. 3.
Пресс для раскатки обечаек содержит станину 1, подвижную траверсу 2 с бойком 3, снабженную гидроприводом 4 и датчиком 5 ее положения, соединенного с траверсой посредством тяги 6 и гибкой связи 7, оправку 8,стол 9, снабженный гидроприводом 10, размещенную на столе призму 11, измерительную планку 12, механизм передвижения измерительной планки, состоящий из двух шарнирных параллелограммов, каждый из которых содержит два рычага 13 и 14, совершающих качательные движения, рычаг 15, совершающий плоско-параллельное движение, и неподвижный рычаг 16,
приводы 17 вращения шарнирных параллелограммов, кронштейны 18, вал 19, проходящий через шарниры параллелограммов и соединенный одним концом с рычагом 13 посредством шпонки 20 неподвижно, а другим - посредством шпонки 21 с возможностью проворота относительно рычага 13 на требуемый угол, датчики 22 положения концов измерительной планки, связанные с рычагами 13 посредством гибкой связи 23, ползунка 24 и камня 25, привод передвижения механизма перемещения измерительной планки, состоящий из двигателя 26, редуктора 27 и винта 28, приводы вращения кронщтейнов, состоящие из гидроцилиндров 29, звездочек 30 и 31, цепей 32, рычагов 33 и привод вращения оправки (на чертеже не показан).
Нагретая до ковочной температуры заготовка 34 собирается с оправкой 8 и краном подается в рабочую зону пресса. Последовательными ходами траверсы и поворотами заготовки с помощью привода оправки 8 производится раскатка заготовки. После полного поворота заготовки делается замер ее диаметров. Для этого боек 3 опускают на обечайку, а измерительную планку 12 подводят к обечайке с помощью механизма перемещения. Перемещение концов линейки фиксируется датчиками 22, связанными с рычагами 13 шарнирных параллелограммов посредством камня 25, ползушек 24 и гибкой связи 23. Перемещение бойка фиксируется датчиком 5 его положения посредством тяги 6 и гибкой связи 7. По показаниям датчиков 22 и 5 определяют диаметры торцовых сечений обечайки, толщину обечайки и конусность ее наружной поверхности. Для определения эллипсности наружной поверхности обечайки производят несколько замеров в различных плоскостях и определяют больший и меньший диаметры .обечайки. Руководствуясь данными замеров, оператор назначает величину рабочего хода подвижной траверсы при следующем обороте обечайки, принимает решение на исправление конусности или эллипсности обечайки. Для сброса окалины с измерительной планки оператор разворачивает кронштейн 18 на 90°. Для этого в штоковую полость гидроцилиндра 29 подается жидкость. Гидроцилиндр поворачивает рычаг 33, связанный с ним. Вращение рычага 33 передается на кронштейн 18 посредством звездочек 30 и 31 и цепи 32.
При исправлении эллипсности призма И подается в рабочее пространство пресса с помощью гидропривода 10. При этом механизм перемещения измерительной планки передвигается влево с помощью винта 28, приводящегося в движение от двигателя 26 и редуктора 27.
Предлагае.мая конструкция пресса позволяет повысить точность раскатываемых на нем обечаек.
Формула изобретения
Пресс для раскатки обечаек, содержащий станину, приводную подвижную траверсу, датчик положения подвижной траверсы, а также измерительную планку и механизм ее перемещения, отличающийся тем, что, -с целью, повыщения точности получаемых обечаек, механизм перемещения измерительной
5 планки выполнен в виде двух размещенных в параллельных вертикальных плоскостях и соединенных между собой с возможностью относительного поворота щарнирных параллелограммов, один из рычагов каждого из которых жестко смонтирован на индивидуальном основании, при этом каждый шарнирный параллелограмм снабжен приводом качания относительно жестко смонтированного на индивидуальном основании его рычага, а измерительная планка шарнирно
j связана со свободными рычагами шарнирных параллелограммов и снабжена приводом поворота.
Источники информации, принятые во внимание при экспертизе 1. Разработка конструкции пресса и
0 основных положений технологии формирования обечаек и их элементов. Отчет по теме А-87, ЦНИИТМАШ, 1975, раздел 5, с. 90-106.
иг.1 А- Л
И
18 Ц
иг.2
Фиг.З
Вд
Г-г
75
(риг. 5
33
Риг.б
