Изобретение относится к области машиностроения, а именно к химикотермической обработке и может быть использовано для борирования металлических деталей. Известен способ борирования из пас который заключается в том, что карби бора (S0%) и криолит NajAlFg (50%) замешивают на гидролиэованном этилси ликате и полученную бороодержащую пасту кистью или шпателем наносят на насыщаемую поверхность 1. Недостатком этого способа является низкая производительность из-за необходимости специального приготовления борирующей пасты, применения больших физических усилий при работе особенно при нанесении пасты на длинн мерные детали, невозможности упрочне ния внутренних отверстий и деталей сложной концигурации. Наиболее близким к предложенному по технической сущности и достигаемому эффекту является способ борирования из паст. Карбид бора ( и техническую буру (16%) замешивают на жидком стекле и полученную борсодержащую пасту наносят на насыщенную поверхность методом окунания, просушивают в течение 20-30 мин, затем на слой активной пасты наносят слой защитной обмазки. После просушки защитной обмазки производят борирование. Этот метод нанесения пасты способом окунания прост в исполнении и обеспечивает небольшие расходы борсодержащих . ; реагентов 2. Однако недостатком известного способа является трудоемкость и неравномерное упрочнение пов хности изделий. Это обусловлено тем, что при нанесении пасты по этому способу образуется неравномерная толщина слоя , пасты в верхних и нижних частях изде-ЛИЯ, -подтеки и натеки на ловерхностях, наплывы на концах и кромках, с которых стекает избыток пасты. Кроме того, изделия, подлежащие упрочнению не должны иметь глубоких карманов, и конфигурация их должна обеспечивать полное и равномерное стекание из ытка пасты со всей покрываемой поверхг ности, при упрочнении тяжелых и длин номерных деталей необходимо использование пневмо-подъемников, быстроходных талей или др. средств перемещения деталей. Также при борировании по известному способу необходимо наличие дополнительных площадей для установки на них ванны с пастами. Пр этом размеры.ванн должны зависеть от размеров упрочняемых деталей, вида |И объема производства и степени его механизации. Цель изобретения - снижение трудоемкости нанесения борсодержащего состава. Эта цель достигается тем, что нанесе.ние борсодержащего состава произ водят в следующем порядке - вначале напыляют буру на предварительно Harp тую до температуры плавления буры на сыщаемую поверхность, а затем напыля ют карбид бора и наносят путем пульверизации защитную обмазку, после че го детали, нагревают любым источником тепла (печной нагрев, нагрев ТВЧ и др.) и .выдерживают в течение заданно го времени. .. Предлагаемый способ отличается от известного тем, что не требует приготовления специальной борсодержащей пасты: при струйном напылении на нагретую поверхность изделия частички порошка буры, распыляясь, рас- текаются по поверхности тонким равномерным слоем. Жидкая прослойка, сохранясь весь период насыщения, обеспечивает более быстрый подвод атомов бора к насыщаемой поверхности Последующее напыление порошком карбида бора создает вокруг жидкой прослойки из расплавленной буры как бы жесткий каркас, препятствуя тем самым стеканию ее с поверхности детали, а нанесение на реакционный слой путем пульверизации защитной обмазки - предохраняет от окисления. Предлагаемый способ осуществляют со следующей последовательностью операций.: нагревают изделие до 800850 С, производят струйное напыление буры на нагретую поверхность с помощью установки струйного напыле ния, производят струйное напыление на расплавленный слой буры порошка карбида бора с помощью установки струйного напыления, наносят на реакционный слой защитную обмазку методом пульверизации, например, пульверизационным аппаратом конструкции Уралмашзавода, производят насыщение при температуре борирования. При мер. Проводят химикотермическую обработку планок из Ст.Б размером ЗО ЮхЗОО мм. Техническую буру, ГОСТ 8А29-69, в количестве 60 г засыпают в установку для струйного напыления порошкообразных смол. Приготавливают защитную обмазку, для чего белую глину и жидкое стекло тщательно перемешивают до гомогенного состояния (10 мин). Защитную обмазку в пульверизационный аппарат конструкции Уралмашзавода (1 мин). Помещают в деталь в индуктор ТВЧ и подвергают индукционному нагреву от генератора ЛГ-бО до температуры (3 мин). Производят струйное напыление буры в количестве 300 г на нагретую поверхность детали установкой струйного напыления 1 мин и засыпают в установку струйного напыления карбид бора в количестве 300 г (2 мин). Производят струйное напыление карбида бора на расплавленный слой буры (1 мин). Наносят пульверизационным аппаратом на реакционный слой защитную обмазку равномерным слоем толщиной 1,0 1,5 мм (1 мин) и производят насыщение при индукционном нагреве до в течение 6 мин . Всего на указанные операции затрачивают 27 мин. Для сопоставительного анализа производят борирование по известному способу. Для этого производят следующие операции. Карбид бора, зернистостью 12П, ГОСТ , в количестве 2 кг и техническую буру, ГОСТ 8 29-69, в количестве jOO г помещают в отдельную емкость и тщательно перемешивают с жидким стеклом в течение 20 мин. Детали окунают в емкость с активной пастой, извлекают из нее и дают возможность стечь излишкам пасты (8 мин).: Просушивают детали с нанесенным споем активной пасты в течение 20 мин. 59375 За этот же период (20 мин) приготавливают защитную обмазку, для чего белую глину и жидкое стекло тщательно перемешивают до гомогенного состава. После этого приготовленную защит-.5 ную обмазку заливают в пульверизационный аппарат конструкции Уралмашзавода. На просушенные детали со слоем активной пасты наносят пульверизационным аппаратом защитную обмазку равно-to 1« мерным слоем тошциной 1,0-1,5 мм (1 мин). Помещают деталь в индуктор ТВЧ и производят насыщение при индукционном нагреве до в течение . Всего на указанные операции затрачивают 55 мин. Данные металлографического анализа приведены в таблице.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ диффузионного борированияМЕТАлличЕСКиХ дЕТАлЕй | 1979 |
|
SU852963A1 |
| Способ местного борирования стальныхдЕТАлЕй и COCTAB для ЕгО ОСущЕСТВлЕНия | 1979 |
|
SU836202A1 |
| Способ борирования металлических изделий | 1990 |
|
SU1723192A1 |
| Способ борирования стальных изделий | 1988 |
|
SU1527318A1 |
| Способ борирования стальных деталей под давлением и контейнер с плавким затвором для его осуществления | 2019 |
|
RU2714267C1 |
| Способ скоростного борирования стальной детали | 2016 |
|
RU2622502C1 |
| СПОСОБ ДИФФУЗИОННОГО БОРИРОВАНИЯ СТАЛЬНЫХ ДЕТАЛЕЙ | 1990 |
|
RU2016138C1 |
| Способ бороалитирования стальной поверхности | 2018 |
|
RU2691431C1 |
| Способ борирования стальных деталей | 2017 |
|
RU2677548C1 |
| Способ диффузионного борирования стальных и твердосплавных изделий | 1987 |
|
SU1541302A1 |
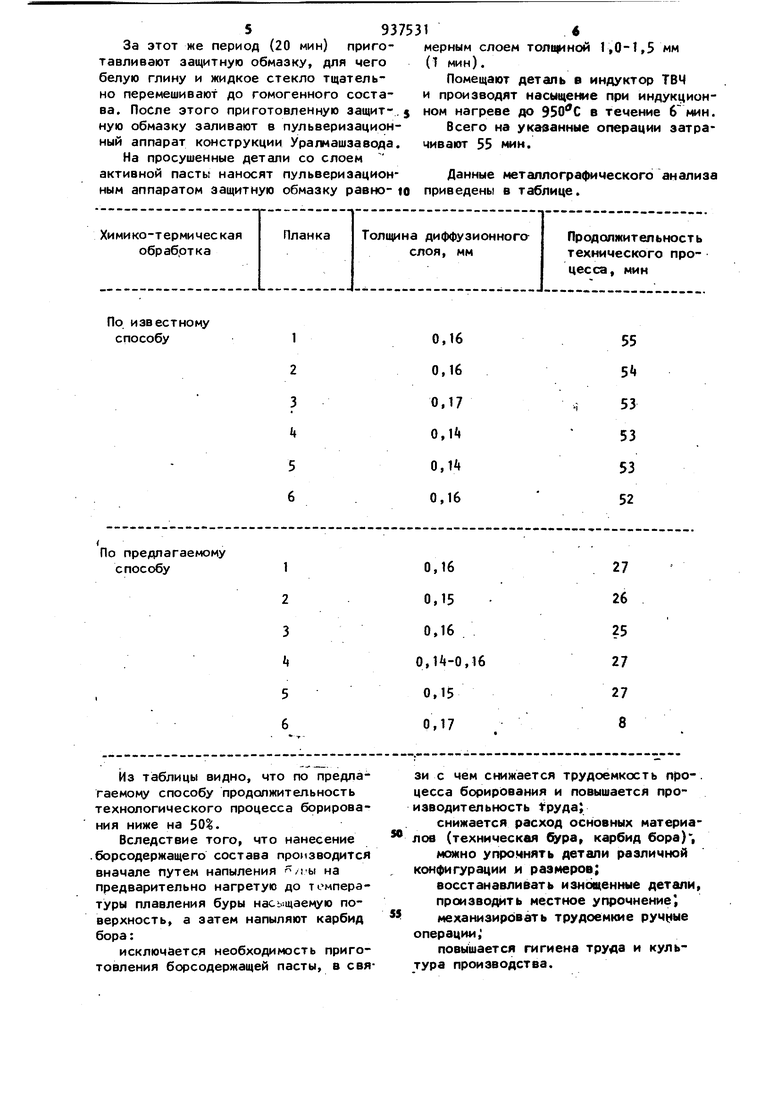
По известному
Из таблицы видно, что по предлагаемому способу продолжительность технологического процесса борирования ниже на 50%.
Вследствие того, что нанесение .борсодержащего состава производится вначале путем напыления /гЫ на предварительно нагретую до температуры плавления буры насыщаемую поверхность, а затем напыляют карбид бора:
исключается необходимость приготовления борсодержащей пасты, в связи с чем снижается трудоемкость про-, цесса борирования и повышается производительность руда;
снижается расход основных материалов (техническая бУра, карбид бора), можно упроннять детали различной конфигурации и размеров;
восстанавливать иэноценные детали, производить местное упрочнение , механизировать трудоемкие ручные операции;
повышается гигиена труда и культура производства.
79375318
Формула изобретениязатем слой карбида бора, при этом пеСпособ диффузионного борированиядеталь нагревают до температуры плавдеталей, включающий нанесения защит- ления буры.
ной обмазки и борсодержащего соста- 5Источники информации,
ва на насыщаемую поверхность деталипринятые во внимание при экспертизе
с последующим ее нагревом до темпе-1. Минеевич А.Н. и Улыбин Г.Н.
ратуры насыщения и выдержкой при Металловедение и обработка металэтой температуре, отличающий- лов, 1959. N° 4, с.58-60. с я тем, что, с целью снижения трудо10 2. Боязитов М.М., Волков В.А. емкости процесса, борсодержащий сое-и Алиев А.Л. Борирование из паст
тав наносят последовательно в видев условиях печного нагрева. М.,
двух слоев - в начале слой буры, а1976, К 5. с. 53.
ред нанесением борсодержащих слоев
