Изобретение относится к машиностроению, а именно к химико-термической обработке, и может быть использовано для упрочнения поверхностей металлических деталей различными видами химико-термической обработки, в частности борированием.
Целью изобретения является повышение качества покрытия за счет повышения класса шероховатости на наружных и внутренних поверхностях.
Согласно способу борирования, при котором компоненты обмазки наносят окунанием в них предварительно нагретой детали в виде двух слоев (вначале слой буры , а затем слой
карбида бора и подвергают деталь выдержке при температуре борирования, в борирующую смесь при подготовке вводят связующее с, температурой плавления выше температуры последующего борирования на 30-150 С и перед окунанием или заливкой нагревают до температуры плавления связующего.
Экспериментально установлено, что нагрев смеси порошкообразных карбида бора и криолита до температуры плавления криолита позволяет получить обмазку для химико-термической обработки деталей без использования связую- 1ЦИХ компонентов и необходимых, в связи с наличием последних операций
сд ю
оо
00
послойного высушивания обмазки. Нанесение на ненагретую деталь предвари- teльнo связующего состава из карбида бора и криолита не приводит к значи- тельному изменению качества поверхности, в то время как нагрев детали до температуры плавления связующего с последующим нанесением на нее последовательно буры и карбида бора приводит к заметному ухудшению качества поверхности.
Использование в качестве связующего порошкообразного вещества с температурой плавления вьше температуры последующего борирования на 30-150 С (в данном случае криолита с т.пл. 100и°С) позволяет вести химико-термическую обработку при температуре выше без разжижения, частичного оплавления и стекания обмазки, т.е. из твердого состояния, в то время как при этой же температуре борирование с использованием буры в качестве связующего не применяют.
Способ осуществляют следующим образом .
Приготавливают смесь из порошков карбида бора и криолита, загружают ее в тонкостенный контейнер из нержа веющей стали и подвергают нагреву в муфельной печи до , производя погружение детали в содержимое контейнера, извлекают из него, дают обмазке застыть на воздухе, наносят на реакционный слой защитную обмазку, производят насьпдение при температуре борирования.
Пример. Проводят химико-термческую обработку роликов из стали ШХ-15 размером 5 12x12 мм. Приготавливают путем механич1еского перемешивния смесь из заранее взвешенных на лабораторных весах прокаленных пор о ков карбида бора зернистостью 12П
в количестве 50 г и криолита в коли
0 5
Q
,.
5
5
честве 50 г, загружают в тонкостенный (1 мм) контейнер из нержавеющей стали 1x18 Н10Т и подвергают нагреву в печи при 105t) в течение 10 мин. За зтот же период (10 мин) приготавливают защитную обмазку, дпя чего белую глину и жидкое стекло тщательно перемещивают до гомогенного состояния. После этого контейнер извлекают из печи и в содержимое контейнера погружают деталь, подготовленную к бориро- ванию, затем извлекают из него и дают пасте застыть на воздухе. На остуженную деталь со слоем активной пасты наносят защитную обмазку равномерным слоем толщиной 1,0-1,5 мм. После этого деталь помещают в печь и производят насыщение при 950°С в течение 2ч.
Конкретные параметры обработки приведены в таблице.
Формула изобретения
1.Способ борирования стальных изделий, включающий предварительную подготовку насыщающей смеси, расплавление, нанесение ее. на изделие, нагрев
и выдержку при температуре насьщ1ения, отличающийся тем, что, с целью повьш1ения качества покрытия за счет повышения класса шероховатости на наружных и внутренних поверхностях, нанесение борирующёй смеси проводят на ненагретую деталь, а в борирующую смесь при подготовке вводят связующее с температурой плавле-. ния выще температуры насьпцения на ,30-150°С.
2.Способ ПОП.1, отличающийся тем, что насьпцение проводят в составе, содержащем криолит и карбид бора при следующем соотношении компонентов, мас.%:
Криолит50
Карбид бора 50
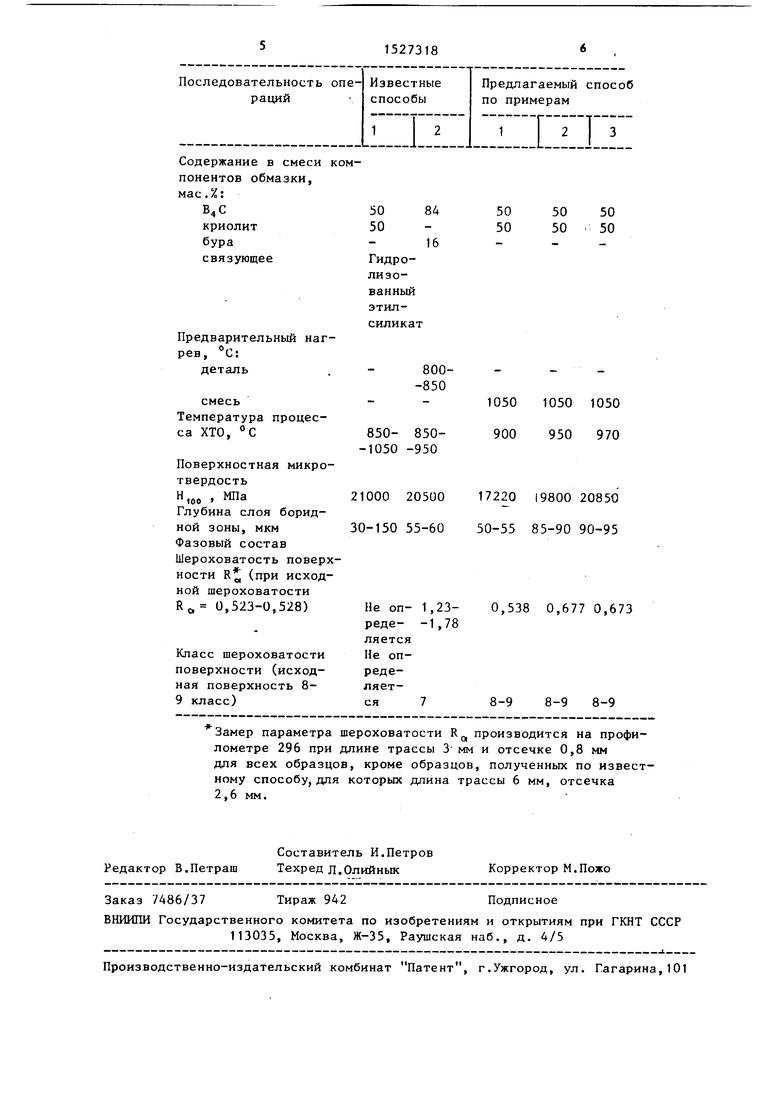
Содержание в смеси компонентов обмазки, мас.%:
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ борирования металлических изделий | 1990 |
|
SU1723192A1 |
| Способ борирования стальных деталей под давлением и контейнер с плавким затвором для его осуществления | 2019 |
|
RU2714267C1 |
| Способ скоростного борирования стальной детали | 2016 |
|
RU2622502C1 |
| Способ бороалитирования стальной поверхности | 2018 |
|
RU2691431C1 |
| СПОСОБ ХИМИКО-ТЕРМИЧЕСКОЙ ОБРАБОТКИ ДЕТАЛЕЙ ТОПЛИВНОЙ АППАРАТУРЫ | 2021 |
|
RU2752689C1 |
| Способ химико-термической обработки прецизионных деталей | 2023 |
|
RU2805687C1 |
| Способ борирования стальных изделий | 1987 |
|
SU1578227A1 |
| Состав для борирования стальных изделий | 1982 |
|
SU1071661A1 |
| Способ диффузионного борирования | 1980 |
|
SU937531A1 |
| Состав для борирования стальных изделий | 1983 |
|
SU1084337A1 |
Изобретение относится к области машиностроения, а именно к химико-термической обработке, и может быть использовано для упрочнения поверхностей металлических деталей различными видами химико-термической обработки, в частности борированием. Целью изобретения является повышение качества покрытия за счет повышения класса шероховатости на наружных и внутренних поверхностях. В известном способе диффузионного борирования, при котором производят предварительную подготовку борирующей смеси, расплавление, нанесение ее на изделие и последующие борирование, в борирующую смесь при подготовке вводят связующее с температурой плавления выше температуры последующего борирования на 30 - 150°С, а нанесение борирующей смеси производят ее расплавом на ненагретую деталь. Применение заявленного способа по сравнению с известным позволяет улучшить качество обрабатываемой поверхности, что выражается в повышении класса шероховатости поверхности с 7 кл. до 8-9 кл. 1 з.п. ф-лы, 1 табл.
Предварительный нагрев, °С: деталь
смесь
Температура процесса КТО, °С
Поверхностная микротвердость
Н,оо . МПа
Глубина слоя борид- ной зоны, мкм Фазовый состав Шероховатость поверхности R (при исходной шероховатости RC. 0,523-0,528)
Класс шероховатости поверхности (исходная поверхность 8- 9 класс)
Замер параметра шероховатости R производится на профи- лометре 296 при длине трассы 3 мм и отсечке 0,8 мм для всех образцов, кроме образцов, полученных по известному способу, для которых длина трассы 6 мм, отсечка 2,6 мм.
84
50 50 30 50 50 50
800- -850
850- -950
20500 55-60
10501050 1050
900950 970
1722019800 20850
50-5585-90 90-95
1,23-1,78
7
0,538 0,677 0,673
8-9 8-9 8-9
| Минкевич А.Н., Улыбин Г.Н | |||
| Металловедение и обработка металлов, 1959, № 4, с | |||
| Способ окисления боковых цепей ароматических углеводородов и их производных в кислоты и альдегиды | 1921 |
|
SU58A1 |
| Способ диффузионного борирования | 1980 |
|
SU937531A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
