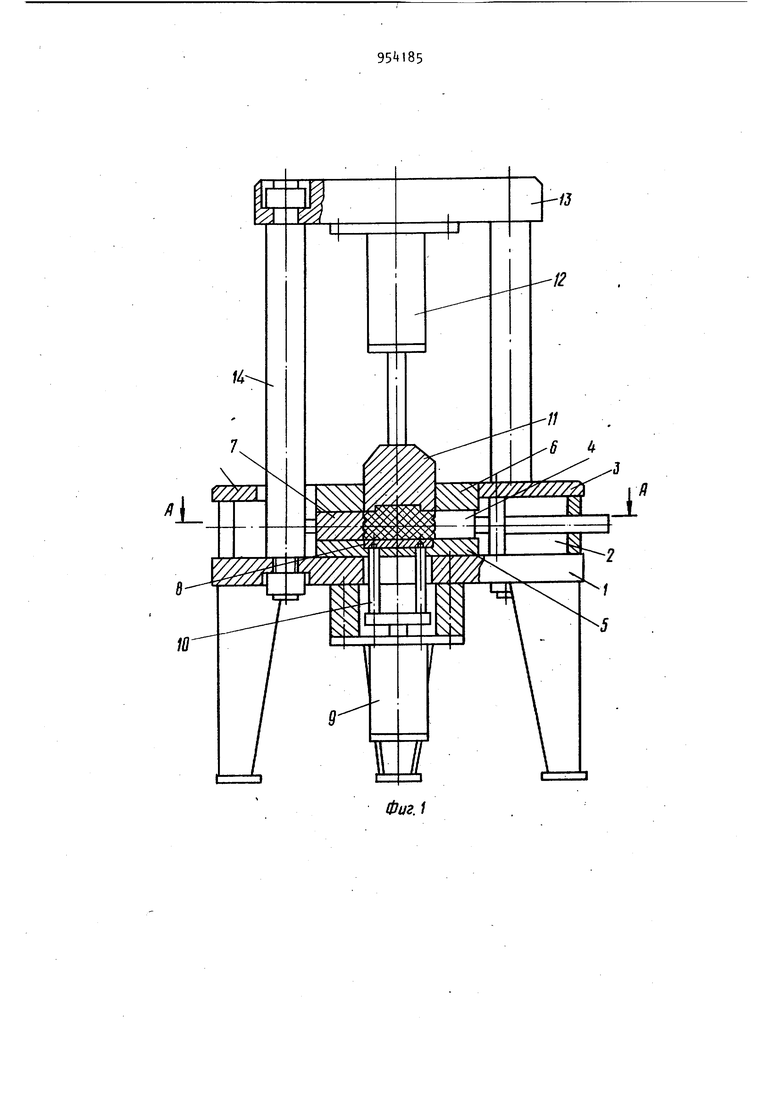
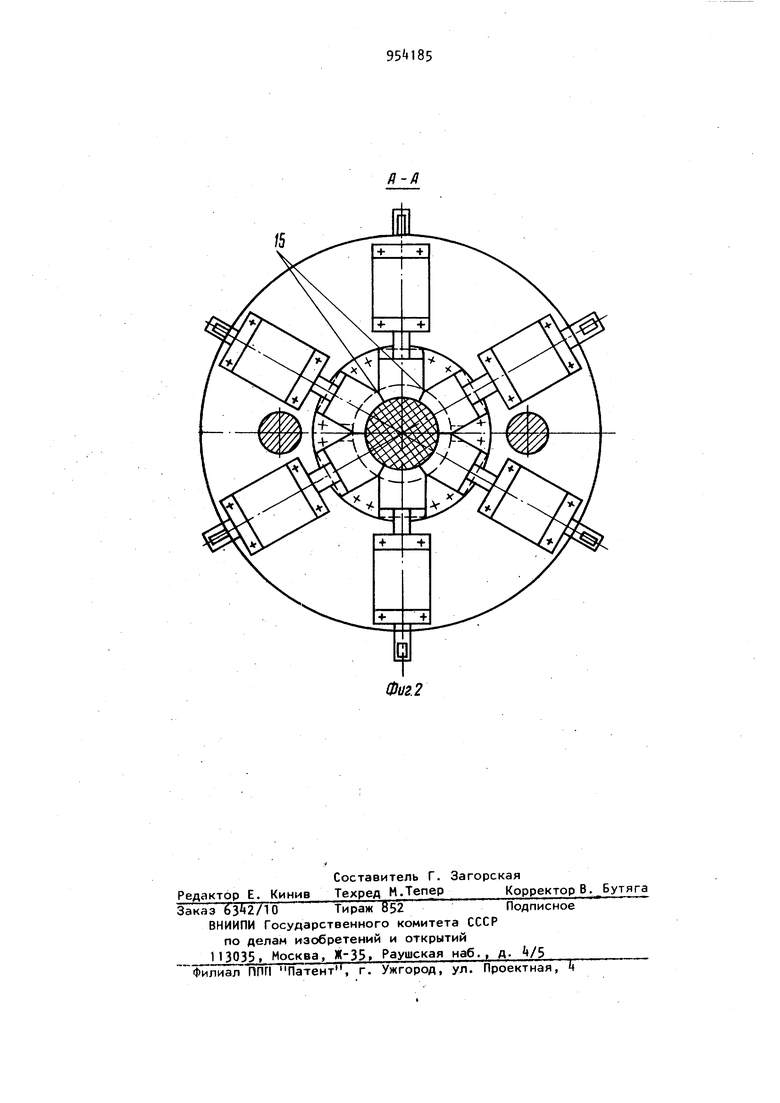
Изобретение относится к порошко.вой металлургии, в частности к устройствам для прессования изделий из порошка из заготовки, например предварительно нагретой, и может быть использовано во всех областях машиностроения для изготовления изде лий со сложным наружным профилем, в частности, для изготовления фасонного инструмента - дисковых и стержневых круглых профильных резцов из порошковых быстрорежущих сталей. По основному авт. св. № известно устройство для прессования изделий из порошка, включающее мат рицу, выполненную в виде подвижных формующих элементов, привод, зажимаю щие плиты, кольцевой сборный пуансон кольцевой пуансон-выталкиватель, дополнительные приводы и центральный стержень, причем каждый форЛующий элемент установлен с возможностью радиального перемещения и индивидуально соединен с одним из приводов. каждая из плит выполнена с центральным отверстием и установлена в го- j ризонтальной плоскости, стержень установлен в отверстии нижней плиты/ а сборный пуансон - в отверстии верхней плиты ll. Однако известное устройство позволяет получать изделия плотностью не выше 90-95. Кроме того, устройство позволяет получать изделия только одного определенного диаметра, так как длину хода поступательного движения пуансонов регулировать невозможно. Цель изобретения - повышение плотности изделий. Поставленная цель достигается тем, что в устройстве для прессования изделий из порошка подвижные формующие элементы выполнены со скосами между передней и боковыми поверхностями. На ф.иг. 1 представлено устройство, разрез; на фиг.2 - разрез А-А на фиг. 1 39 Устройство смонтировано на стаНине 1 в виде массивной круглой пли ты на опорах. На круглой плите установлены шесть радиально расположе ных рабочих гидроцилиндров 2. Для п вышения жесткости конструкции гидро цилиндры стянуты резьбовыми шпилька ми между плитой 3 и плитой станины На штоках рабочих гидроцилиндров установлены радиальные пуансоны 4, которые перемещаются в направляющих между нижней плитой 5) верхней плитой 6 и направляющими секторами 7 пресс-формы. В центральном отверсти нижней плиты перемещается пуансонвыталкиватель 8 с приводом от гидро цилиндра 9 через четыре передающих стержня 10. В центральное отверстие верхней плиты входит пуансон 11. Ве ний пуансон имеет привод от гидроцилиндра 12, который смонтирован на траверсе 13 и двух колоннах 1. На подвижных формующих элементах радиальных пуансонах между передней и боковыми поверхностями выполнены скосы 15. Рабочая полость, в которой осуществляется прессование изделия, образована нижней плитой пресс-формы с пуансоном-выталкивателем в нижнем .положении, шестью радиальными пуансонами и верхней плитой пцессформы с верхним пуансоном в нижнем рабочем положении, С целью получения в установке изделий разного диаметра целесообразно применение нескольких наборов радиальных пуансонов с различной длиной скоса между передней и боковой поверхностями. Увеличение длины скосов приводит к увеличению длины хода поступательного дви жения пуансонов; Тем самым расширяются технологические возможности пресс-формы. В предлагаемом устройстве возможно осуществить горячее прессование изделий из предварительно спрессованных заготовок. Устройство работает следующим образом. В рабочую полость помещается предварительно спрессованная и нагретая заготовка через отверстие в верхней плите при отведенном верхнем пуансоне и при отведенных на величину рабочего хода радиальных пуансонах. Производится прессование заготовки верхним пуансоном до замыкания рабочей полости, .затем выполняется прессование рабочим ходом радиальных пуансонов до соприкосновения поверхностей скосов. За счет скосов на радиальных пуансонах возможно их дальнейшее поступательное движение и уплотнение прессовок. По окончании прессования верхний и радиальные пуансоны отводятся в- исходное положение, а изделие выпрессовывается пуансоном-выталкивателем. Затем пуансон-выталкиватель возвращается в исходное положение. Цикл прессования возобновляется. Предлагаемое устройство обеспечивает возможность прессования изделия из предварительно спрессованной заготовки, например, в нагретом состоянии и позволяет увеличить плотность получаемого изделия до 99-100. Формула изобретения Устройство для прессования изделий из порошка по авт. св. № 7б11 2, отличающееся тем, что, с целью повышения плотности изделий, подвижные формующие элементы выполнены со скосами между передней и боковыми поверхностями. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 761 Й2, кл. В 22 F 3/02, 1978,
/5
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для прессования изделий из порошка | 1990 |
|
SU1748939A1 |
| Устройство для прессования изделий из порошка | 1980 |
|
SU929325A2 |
| Устройство для прессования изделий из порошка | 1981 |
|
SU1006060A2 |
| Устройство для прессования изделий из порошка | 1983 |
|
SU1136886A2 |
| Устройство для прессования изделий из порошка | 1982 |
|
SU1018804A2 |
| Устройство для прессования изделий из порошка | 1986 |
|
SU1404177A1 |
| Установка для прессования строительных изделий | 1990 |
|
SU1794022A3 |
| СПОСОБ НЕМОНОТОННОГО ДЕФОРМИРОВАНИЯ АНИЗОТРОПНЫХ МАТЕРИАЛОВ И УСТРОЙСТВО ДЛЯ РЕАЛИЗАЦИИ СПОСОБА | 2021 |
|
RU2781869C1 |
| Устройство для прессования изделий из порошка | 1984 |
|
SU1228968A2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАГОТОВОК ИЗ НЕФОРМУЮЩЕГОСЯ ПОРОШКА КАРБИДОСТАЛИ В ОБОЛОЧКЕ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2369465C2 |