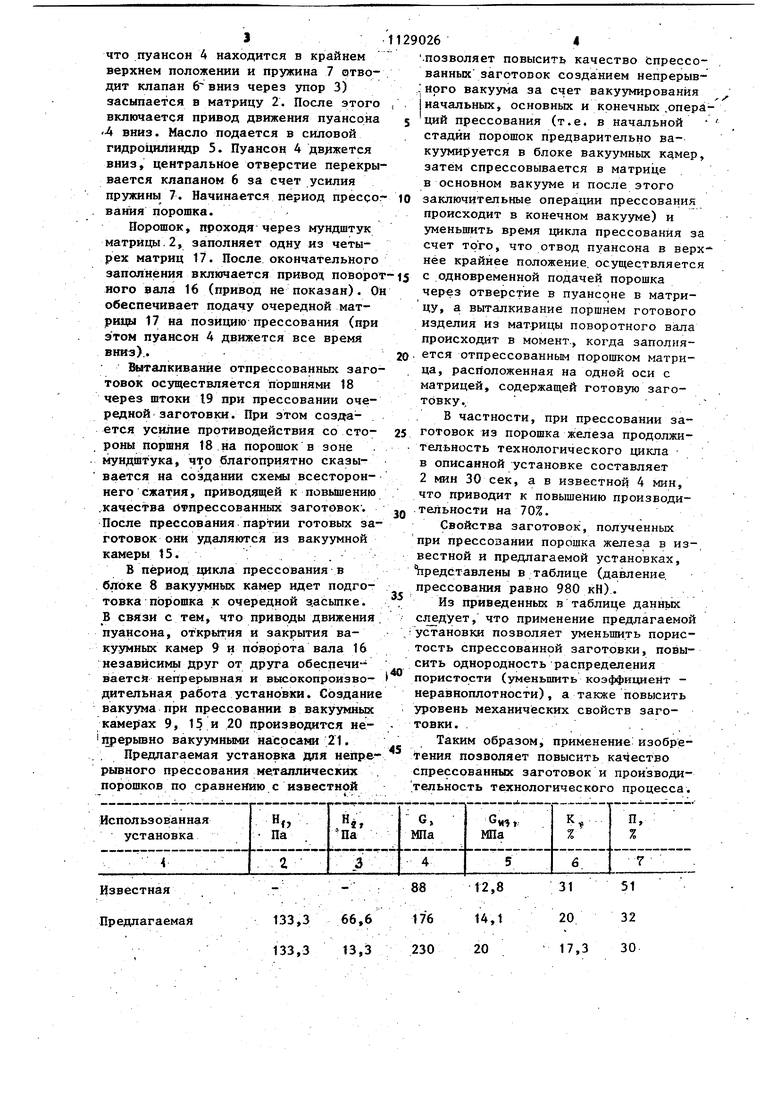
Изобретение относится к порошковой металлургии, в частности к устройствам для изготовления изделий прессованием порошков в вакууме. Известно устройство для прессова ния порошков, содержащее пресс-форму, дозаторы, пуансоны и смеситель выполненный в виде пресса, содержащего вал и мундштук, и соединенный с загрузочной полостью и прессформой, снабженной гидроцилиндрами и пуансоном, проходящим через заг рузочнзпо полость и вьтолненным с упором m . Недостатком данного устройства является низкая производительность обусловленная цикличностью осуществления всех технологический операций, осуществляемых на устройстве. Наиболее близким к изобретению является установка для непрерывного прессования металлических порошков содержащая станину, пресс-форму, состоящую из матрицы и пуансона, УС тацовленного с возможность возврат но-поступательного перемещения. При 3TqM станина снабжена гайкой с . несамотормозящей резьбой и эксцентриковым валом, а матрица установлен с .возможностью . винтового вращения вокруг своей оси 2 . V . К недостаткам этой установки относятся йизкое качество спрессован|ных заготовок и низкая производительность, обусловленные захватом воздуха материалом заготовки и появлением в ней пустот и рыхлостей, а также длительностью операции загрузки порошка и разгрузки спрессованной заготовки. Целью изобретения является повьш ние качества спрессованных заготовок и увеличение производительности Указанную цель достигается тем, что установка для непрерывного прес сования металлических порошков, содержащая станину, пресс-форму, состоящую из матрицы и пуансона, установленного с возможностью возвратно поступательного перемещения, снабжена блоком вакуумных камер, устано ленным в верхней части станины и связанным с пуансоном герметичным загрузочным патрубком, и шиберными затворами, установленными между соседними камерамиблока, при этом пуансон выполнен полым и снабжен клапаном с упругим элементом, а нижняя часть .станиюя выполнена в виде вакуумйой камеры и снабжена поворотным валом, ма рицами, установленными в валу под углом 90 одна к другой, и поршнями, установленными в матрицах и связанными межг ду собой штоками. На фиг. 1 показана схема предпагаемой установкиГ на фиг. 2 - сечение А-А на фиг. 1. Установка для непрерьгоного прессования металлических порошков состоит из станины 1, пресс-формы, содержащей матрицу 2 с упором 3 и пуансон 4, выполненный в виде плунжера, установленного с возможностью возвратно-поступательного движения в гидрощшиндре 5, который закреплен в станине Г. Пуансон 4 выполнен полым и в нижней торцовой части снабжен клапаном 6 с пружиной 7 (упругий элемент), а верхней частью соединен с блоком 8 вакуумных камер 9 загрузочным патрубком 10. Блок-8 вакуумных камер 9 расположен в верхней части станины 1 и состоит из нескольких вакуумных камер 9, которые отделены друг от друга герметическими шиберными затворами 11, связанными с гидроцилиндрами 12 привода штока№1 13. Блок 8 вакуумных камер 9 снабжен загрузочным бункером 14. Нижняя ча:сть станины 1 выполнена в виде вакуумной камеры 15, в которой расположен поворотный вал 16 с матрицами 17, снабженными поршнями 18, связанными между собой штоками 19. Матрица 2 снабжена вакуумной камерой 20. Вакуумные камеры 9, 15 и 20 подключены к вакуумным насосам 21. Для создания герметичности указанные вакуумш 1е камеры в местах со.единения снабжены вакуумными уплотнителями 22. Работа установки осуществляется в следукщей технологической последовательности. . Порошок засыпают в вакуумные камеры 9 блока 8 и repis)ieTH4Ho перекрывают друг от друга шиберными затворами 11 и через штоки 13 гидроцилиндрами 12. Откачку воздуха производят насосами 21. По мере создания требуемого вакуума открывается нижняя вакуумная камера 9 блока В, и порошок через загрузочный патрубок 10 и пуансон 4 (клапан 6 в-этот период цикла открыт в связи с тем. что пуансон А находится в крайнем верхнем положении и пружина 7 отводит клапан 6 вниз через упор 3) засыпается в матрицу 2. После этого включается привод движения пуансона 4 вниз. Масло подается в силовой гидро19шиндр 5. Пуансон 4 движется вниз, центральное отверстие перекры вается клапаном 6 за счет усилия пружины 7. Начинается период прессо вания порошка. Порошок, проходя через мундштук матрицы 2, заполняет одну из четырех матриц 17. После окончательного заполнения включается привод поворо него вала 16 (привод не показан). О обеспечивает подачу очередной матрицы 17 на позицию прессования (при этом пуансон 4 движется все время вниз).. Выталкивание отпрессованных заго товок осуществляется поршнями 18 через штоки 19 при прессовании очередной заготовки. При этом создается усилие противодействия со стороны поршня 18 на порошок в зоне . мундштука, что благоприятно сказывается на создании схемы всестороннего сжатия, приводящей к повышению .качества отпрессованных заготовок; После прессования партии готовых за готовок они удаляются из вакуумной камеры 15. В период цикла прессования в блоке 8 вакуумных камер идет подготовка порошка к очередной з.асыпке. В связи с тем, что приводы движения пуансона, открытия и закрытия вакуумных камер 9 и поворота вала 16 независимы друг от друга обесречи-ваетсй непрерывная и высокопроизводительная работа установки. Создани вакуума при прессовании в вакуумных камерах 9, 15 и 20 производится не прерывно вакуумными насосами 21. Предлагаемая установка для непре рывного прессования металлических порошков по сравнению с известной .позволяет повысить качество спрессованных заготовок созданием непрерыв нрго вакуума за счет вакуумированйя начальных, основных и конечных .операций прессования (т.е. в начальной стадии порошок предварительно вакуумируется в блоке вакуумных , затем спрессовывается в матрице в основном вакууме и после этого заключительные операции прессования происходит в конечном вакуз е) и уменьшить время цикла прессования за счет того, что отвод пуансона в верх- нее крайнее положение, осуществляется с одновременной подачей порошка через отверстие в пуансоне в матрицу, а выталкивание поршнем готового изделия из матрицы поворотного вала происходит в момент., когда заполняется отпрессованным порошком матрица, расположенная на одной оси с матрицей, содержащей готовую заготовку., В частности, при прессовании заготовок из порошка железа продолжительность технологического цикла в описанной установке составляет 2 мин 30 сек, а в известной 4 мин, что приводит к повышению производительности на 70%. Свойства заготовок, полученных при прессовании порошка железа в из-, вестной и предлагаемой установках, Ьредставлены в таблице (давление. прессования равно 980 кН). Из приведенных в таблице данньк следует, что применение предлагаемой установки позволяет уменьшить пористость спрессованной заготовки, повысить однородность распределения пористости (уменьшить коэффициент неравноплотности), а также повысить уровень механических свойств заготовки . Таким образом, применение изобретения позволяет повысить качество спрессованных заготовок и производительность технологического процесса.
;Продолжение таблицы

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для прессования порошковых материалов | 1983 |
|
SU1121097A1 |
| Установка для прессования металлических порошков | 1983 |
|
SU1079357A1 |
| Устройство для прессования крупногабаритных заготовок | 1983 |
|
SU1161243A1 |
| Установка для прессования металлических порошков | 1983 |
|
SU1122421A1 |
| Установка для прессования полых изделий из порошка | 1983 |
|
SU1138244A1 |
| Установка для прессования металлических порошков | 1982 |
|
SU1092003A1 |
| Пресс-форма для прессования порошка | 1983 |
|
SU1154040A1 |
| Устройство для прессования полых изделий из порошка | 1983 |
|
SU1134293A1 |
| Способ непрерывного прессования порошков и устройство для его осуществления | 1982 |
|
SU1049188A1 |
| Установка для прессования заготовок из металлических порошков | 1986 |
|
SU1360899A1 |
УСТАНОВКА ДНЯ НЕПРЕРЫВНОГО ПРЕССОВАНИЯ МЕТАЛЛИЧЕСКИХ ПОРОШКОВ, содержащая станину, пресс-форму, . состоящую из матрицы и пуансона, установленного с возможностью возвратно-поступательного перемещения, о т л и ч а ю, щ а. я с я тем, что, с целью повышения качества спрессованных заготовок и увеличения произ-. водительности, она снабжена блоком вакуумных камер, установленным в верхней части станины и связанным с пуансоном герметичным загрузочным патрубком, и пгаберными затворами, установленными между соседними камерами блока, при том пуансон выполнен полым и снабжен клапаном с упругим элементом, а нижняя часть станины выполнена в виде вакуумной камеры и снабжена поворотным валом,, матрицами, установленными в валу под углом 90 одна к другой, и поршнями, размещенными в матрицах и (/) связанными между собой штоками.
Н« Примечание:Ня G П давление воздуха ввакуумных камерах 9 давление в вакуумшх камерах 15 и 20, прочность на разрыв спрессованных заготовок; прочность при изгибе; коэффициент неравноплотностипо объему заготовки; пористость заготовки.
/}-Л
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| УСТРОЙСТВО ДЛЯ ПРЕССОВАНИЯ МЕТАЛЛОКЕРАМИЧЕСКИХ ИЗДЕЛИИ | 0 |
|
SU385672A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Установка для прессования металлических порошков | 1975 |
|
SU521999A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
