1
Изобретение относится к строительству и предназначено для изготовления объемных блоков.
Известна установка для формования объемных блоков, содержащая основание с наружными бортами и сердечник, выполненный в виде боковых щитов и угловых клиновых элементов, соединенных шарнирнорычажными связями с центральной стойкой 1.
Недостатком установки является наличие большого количества шарнирных соединений, что приводит в процессе эксплуатации к нарушению размеров изготовляемых изделий и быстрому износу оборудования.
Наиболее близкой к предлагаемой является установка для формования объемных блоков, содержащая раму с наружными бортами и сердечник с потолочным щитом, щитами внутренней опалубки и угловыми элементами 2.
Недостаток известной установки заключается в том, что качество поверхностей изготавливаемых изделий в местах сопряжения с угловыми элементами ухудшается в процессе эксплуатации установки, так как зазоры между щитами внутренней опалубки
и угловыми элементами увеличиваются. Кроме того, увеличение зазоров приводит к заклиниванию угловых элементов в направляющих пазах, так как туда попадает цементное молоко, а это в свою очередь затрудняет процесс распалубки.
Цель изобретения - упрощение распалубки и повышение качества изделия.
Указанная цель достигается тем, что в установке для формования объемных блоков, содержащей раму с наружными бортами и
10 сердечник с потолочным щитом, щитами внутренней опалубки и угловыми элементами, связанными с последними, каждый угловой элемент выполнен в виде эксцентрикового вала, установленного на основании сердечника, а связь со щитами внутренней опалубки -
15 в виде гибких связей, прикрепленных одними концами к верхней и нижней частям эксцентрикового вала в местах больщего и меньшего радиусов кривизны боковой поверхности, а другими концами - к щитам внутренней
20 опалубки, причем внутри сердечника на его стойках смонтированы блоки, через которые пропущены гибкие связи, соединенные с эксцентриковым валом в местах меньщего радиуса кривизны его боковой поверхности.
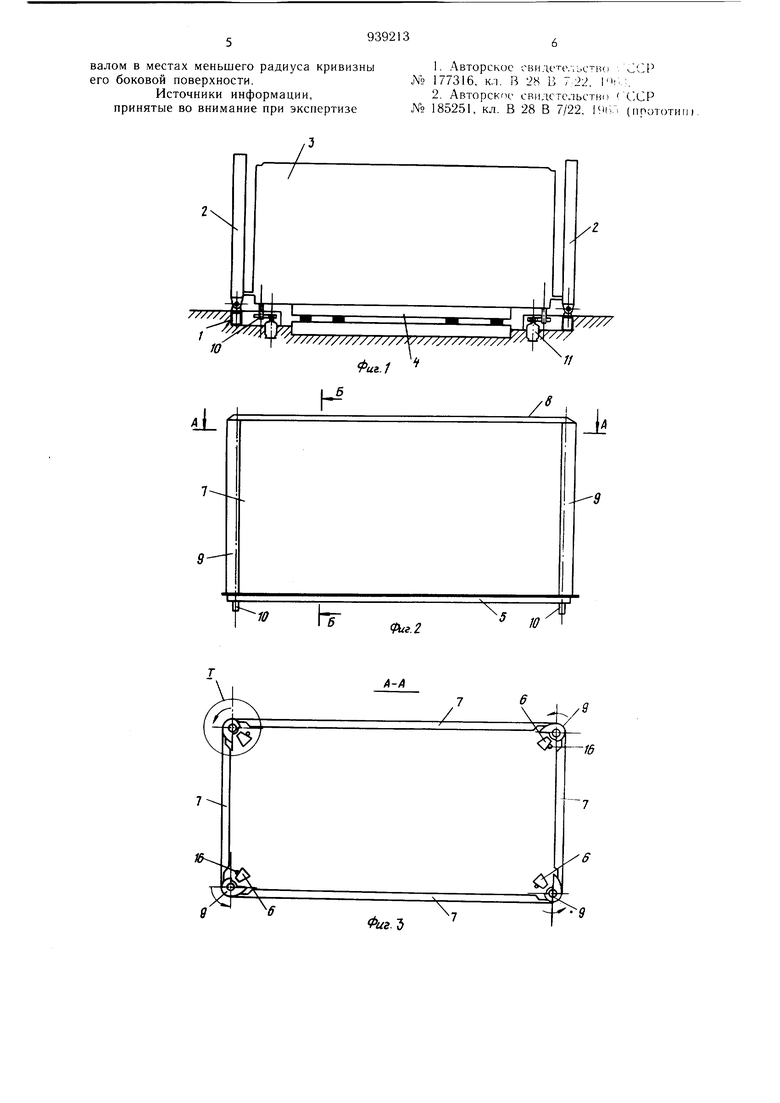
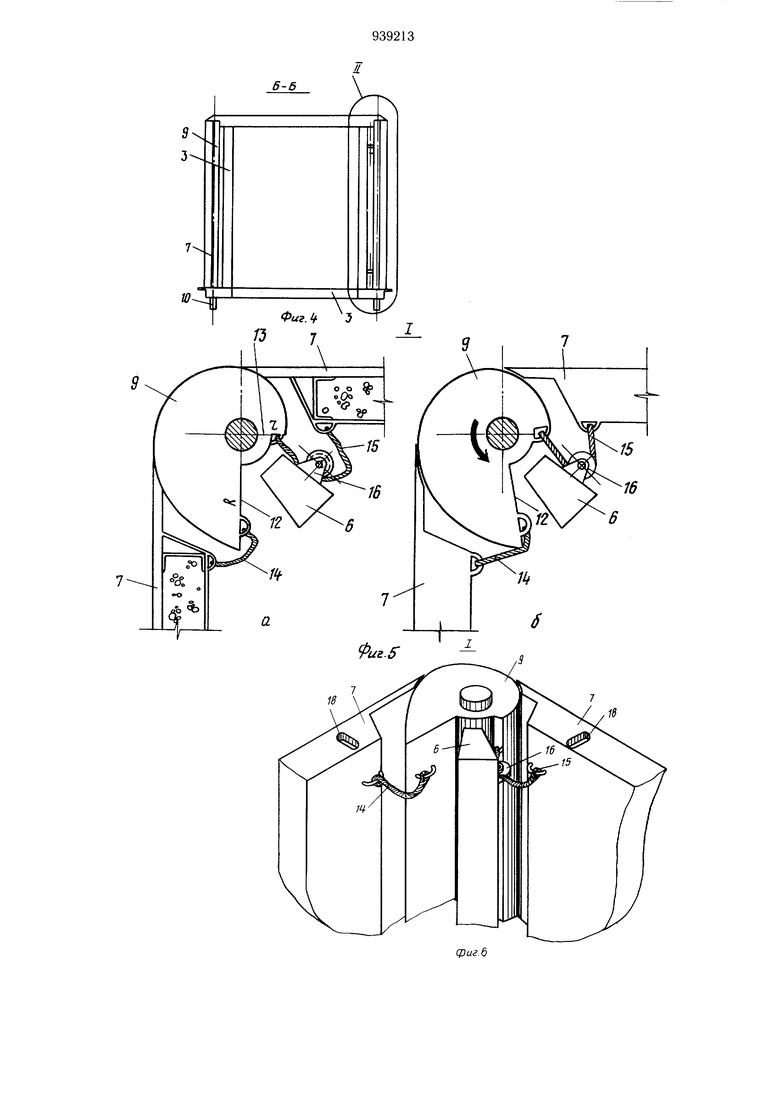
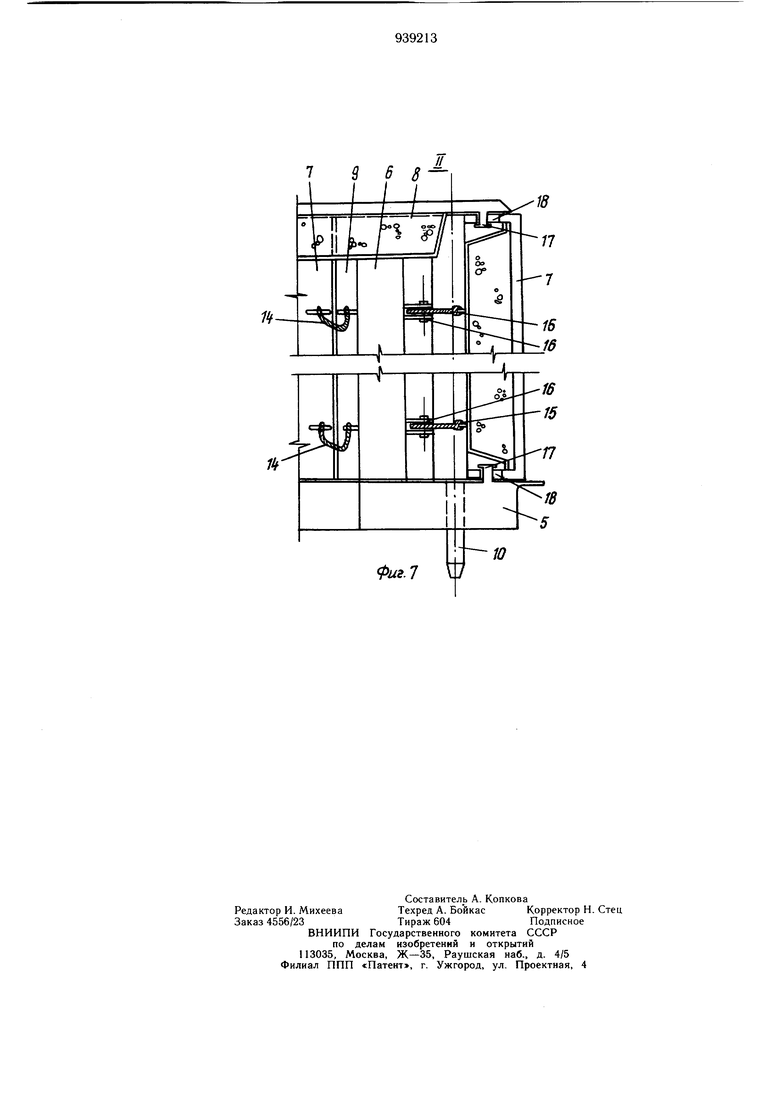
На фиг. 1 представлена предлагаемая установка, общий вид; на фиг. 2 - внутренняя опалубка; на фиг. 3 - сечение А-А на фиг. 2, на фиг. 4 - сечение Б-Б на фиг. 2; HJ фиг. 5 узел I на фиг. 3 (в двух положениях) ; на фиг. 6 - то же, в аксонометрии; на фиг. 7 - узел II на фиг. 4.
Установка содержит раму 1 с шарнирно закрепленными наружными бортами 2, сердечник 3, установленный на виброплощадку 4. Сердеч11ик 3 представляет собой каркас, состоящий из основания 5, стоек 6, полых щитов 7 внутренней опалубки и полого потолочного щита 8. В местах сопряжен.чя щитов 7 на основании 5 установлены угловые эле.менты в виде эксцентриковых валов 9, хвостовики 10, проходящие через основание 5 сердечника 3.
На фундаменте установки соосно с хвостовиками 10 расположены приводы 11 поворота эксцентриковых валов 9. В качестве привода 1 1 поворота может быть использован, например, электродвигатель с редуктором, на выходном валу которого имеется гнездо под хвостовик 10 эксцентрикового вала 9.
Очертания боковой поверхности каждого эксцентрикового вала 9, контактирующего со щитами 7, выполнены в виде спирали Архимеда с больщим R и меньшим г радиусами 12 и 13 кривизны. Каждый эксцентриковый вал 9 соединен гибкими связями 14 и 15 со щитами 7 в верхней и нижней частях. Связи 14 крепятся к эксцентриковому валу 9 в местах расположения больщего радиуса 12, а связи 15- меньщего радиуса 13 и огибают блоки 16, укрепленные на стойках б сердечника 3. Потолочный щит 8 и основание 5 сердечника 3 выполнены со штырями 17, а горизонтальные грани щитов 7 выполнены с соответствующими прорезями 18 под штыри 7.
Установка работает следующим образом.
Перед бетонированием раскрывают борта 2, например, гидроприводом (условно не показан). Очищают и смазывают наружные борта 2, щиты 7 внутренней опалубки, потолочный щит 8 и эксцентриковые валы 9. Эксцентриковые валы 9 находятся в кочтс.;чге с торцовыми гранями щитов 7, а связи 14 и 15 - в натянутом состоянии. Далее включают приводы 11 эксцентриковых валов 9 (включение может осуществляться в любой последовательности). При повороте эксцентриковых валов 9 по часовой стрелке линия касания их с торцовыми гранями щитов 7 перемещается по боковой поверхности эксцентриковых валов 9, радиус кривизны которой к тесте касания возрастает по мере поворота, так как очертания боковой поверхности каждого вала 9 выполнены в виде спирали Архимеда. При этом происходит перемещение щитов 7 от сердечника 3. При перемещении щитов 7 штыри 17 потолочного щита 8 и основания 5
сердечника 3 перемещаются до упора в прорезях 18 горизонтальных граней щитов 7, а связи 14 и 15 и приходят в свободное ненатянутое положение. После этого выключают приводы 11, при этом эксцентриковые валы 9 и щиты 7 в положении а (фиг. 3).
На внутреннюю опалубку устанавливают, например, краном сердечник 3 и приводят наружные борта 2 в вертикальное положение, например, гидроприводом (условно не показан). Далее бетоноукладчиком (не показан), расположенным над установкой, подают бетонную смесь в формовочную полость, образованную наружными бортами 2 и щитами 7. Одновременно включают виброплощадку 4. Происходит уплотнение бетонной смеси.
После бетонирования в полости щитов 7 и потолочного щита 8 подают теплоноситель и осуществляют тепловую обработку изделия. По окончании тепловой обработки производят распалубку изделия. Для этого раскрывают наружные борта 2 и отводят их от изделия. Включают приводы 11, эксцентриковые валы 9 поворачиваются против часовой стрелки, отделяясь при этом от бетона в углах изделия и щитов 7. При дальнейщем повороте валов 9 зазор между ними и щитами 7 увеличивается, а гибкие связи 14 и 15 натягиваются и перемещают щиты 7 к сердечнику 3, отделяяя их от изделия (фиг. 36). Штыри 17 перемещаются в прорезях 18 до упора, а щиты 7 входят в контакт с валами 9. Приводы 11 выключают. Далее изделие снимают краном и процесс повторяется.
Предлагаемая установка по сравнению с известной обладает большей надежностью при распалубке и обеспечивает получение изделий лучщего качества, уменьщение трудозатрат на обслуживание и снижение себестоимости продукции на 0,4-0,5руб/м.
Формула изобретения
Установка для формования объемных блоков, содержащая раму с наружными бортами и сердечник с потолочным щитом, щитами ььутренней опалубки и угловыми элем(-чтам1, связанными с последними, отличающаяся те-Л, что, с целью упрощения распалубкц и повышения качества изделия, кажаь й yrjioii H элемент выполнен в виде эксцеи рлкового вала, установленного на основании сердечника, а связь его со щитами внутренней опалубки - в виде гибких связей, прикрепленных одними концами к верхней и нижней частям эксцентрикового вала в местах большего и меньшего радиусов кривизнм боковой поверхности, а другими концами ч ц-и:-ам внутренней опалубки, причем рнутр (.срдечника на его стойках смонтированы блокг;, которые пропущены гибкие , ссгдиненные с эксцентриковым
валом в местах меньшего радиуса кривизны его боковой поверхности.
Источники информации, принятые во внимание при экспертизе
z
1.Авторское CBHAeTc/ibc- H. -ССР № 177316, кл. В 28 В 722, .
2.Авторское свилстс.чьстни Ч .СР
№ 185251, кл. В 28 В 7/22, Им;:, (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для формования монолитных объемных железобетонных элементов типа "колпак" | 2023 |
|
RU2805026C1 |
| "Установка для формования объемных блоков типа "колпак" | 1989 |
|
SU1717365A1 |
| Установка для изготовления объемных элементов из бетонных смесей | 1977 |
|
SU743876A1 |
| Установка для изготовления объемных элементов | 1979 |
|
SU850393A1 |
| Установка для извлечения внутреннего потолочного щита опалубки объемного элемента | 1978 |
|
SU734368A1 |
| Способ производства объемного модуля | 2019 |
|
RU2715781C1 |
| Форма минцковского для изготосления объемных блок-комнат | 1970 |
|
SU670442A1 |
| Установка для изготовления объемных элементов | 1979 |
|
SU905097A1 |
| Способ изготовления объемного модуля корпуса для трансформаторных распределительных подстанций | 2019 |
|
RU2691232C1 |
| ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ОБЪЕМНЫХ БЛОКОВ | 1991 |
|
RU2015011C1 |
fO
Н
iL
Г
10
Фиг.1
Л
1
,- ю
иг.2
А-А
V
Фиг.Ъ
9- 373 6 S
1lt
//
фиг. 7
