1
Изобретение относится к переработке полимерных материалов, в частности резиновых, и предназначено для литья изделий из резины, в том числе из полиуретанового каучука.
Наиболее близкой к предлагаемой по технической сущности и достигаемому эффекту является известная напорная камера к литьевому прессу для переработки полимерных материалов, содержащая закрепленный на траверсе пресса цилиндрический корпус, концентрично установленную в нем гильзу, съемный литник с центральным литниковым отверстием и средство для крепления литника l.
В известной напорной камере гильза жестко связана с корпусом. В силу такого конструктивного выполнения она не может быть испозована для переработки литьевого полиуретанового каучука, так как в стационарно установленной на прессе гильзе приготовленная к литью масса полиуретанового
каучука быстро отверждается, а значительное охлаждение этой массы до заполнения напорной камеры приводит к снижению качества изделий из-за наличия воздушных включений. Указанный недостаток известной напорной камеры ограничивает эксплуатационные возможности литьевого пресса.
Цель изобретения - расширение
Q эксплуатационных возможностей литьевого пресса.
Дли достижения поставленной цели в напорной камере в литьевому прессу для переработки полимерных материалов, содержащей закрепленный на траверсе пресса цилиндрический корпус, концентрично установленную в нем гильзу и съемный литник с центральным литниковым отверстием,
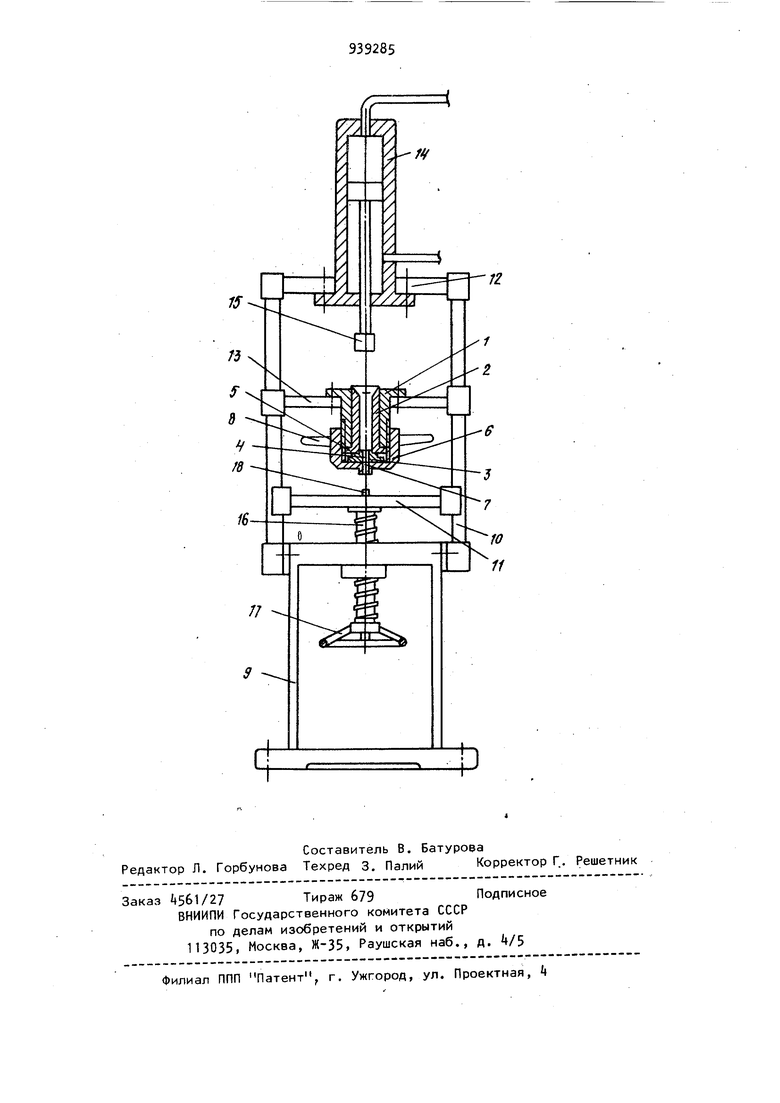
20 гильза установлена с возможностью аксиального перемещения относительно корпуса и выполнена с фланцем, взаимодействующим с нижним торцом корпуса, причём гильза выполнена из материала с высокой теплопроводностью а литник - из теплоизоляционного оматериала, Для обеспечения фиксации гч1льзы в корпусе камера снабжена взаимодействующей с корпусом накидной гайкой с центральным отверстием и рукоятками на наружной поверхности для облегчения ее навинчивания. На чертеже изображена предлагаемая напорная камера, смонтированна на траверсе литьевого пресса. Напорная камера к литьевому прес су для переработки полимерных материалов содержит цилиндрический корпус 1, концентрично установленную в нем гильзу 2 и съемный литник 3 с центральным литниковым отверстием Гильза 2 установлена в корпусе 1 с возможностью аксиального перемеще ния относительно него и выполнена с фланцем 5 взаимодействующим с нижн торцом корпуса, В силу такого конструктивного выполнения гильза 2 может быть легко извлечена из корпуса и использована для непосредств но приготовления в ней массы полиуретанового каучука, предназначенного для переработки на литьевом пресса. Для предотвращения отверждения каучука в напорной камере и охлаждения его гильза 2 выполнена и материала с-высокой теплопроводностью, например бронзы, а литник 3 из теплоизоляционного материала, на пример капролона. Для фиксации гильзы 2 в корпусе 1 камера снабжена взаимодействующей с корпусом 1 накидной гайкой 6 с центральным отверстием 7 и рукоятками 8 на наружной поверхности для облегчения ее навинчивания. Напорная камера может быть использована в литьевом прессе, содер жащем станину 9 с направляющими колоннами 1 О , подвижный стол 11, неподвижные .траверсы 12 и 13, цилиндр 14, плунжер 15 винт 16 с маховиком 17 и фиксатор 18 для центрирова ния литьевых форм. Корпус 1 напорной камеры жестко закрепляется на траверсе 13. Работа описывается на примере литья полиуретанового каучука, поскольку при литье обычных резиновых смесей напорная камера работает известным образом. Заполненная охлажденной массой полиуретанового каучука гильза 2 с литником 3 вставляется снизу в корпус 1 до упора фланца 5 в его нижний торец и фиксируется относительно корпуса с помощью накидной гайки 6, На подвижный стол 11 устанавливается нагретая до литьевая форма (не показана) и центрируется на нем с помощью фиксатора 18. Затем посредством винта 1б и маховика 17 поднимается опорный стол до соприкосновения литника формы с центральным отверстием 7 накидной гайки 6, После этого пропускается плунжер 15, который входит в гильзу 2 напорной камеры. Под действием-плунжера каучук продавливается через литьевые отверстия t и 7 в литьевую форму. После заполнения -формы подвижный стол 11 опускается в исходное поло,жение, форма снимается с него и устанавливается на нагервательную плиту {не показана) на 1,5-2,0 ч для отверждения литьевого полиуретанового каучука. После отверждения каучука форма разбирается, извлекается изделие и помещается в термостат для окончательной термообработки. Вследствие того, что масса полиуретанового каучука обладает большой адгезией к металлам и, следовательно, к стенкам гильзы 2 и к плунжеру 15, то последний Мосле заливки формы не выводят из гильзы для предотвращения разрежения массы. При этом литьевой полиуретановый каучук, обладая вязко-текучими свойствами, вытекает из отверстия 7, Для предотвращения этого отверстие 7 накидной гайки 6 закрывается упором (не показан), После заполнения одной формы на подвижный стол 11 пресса устанавливается следующая форма и процесс повторяется. Заливка форм производится до полного использования находящейся в гильзе 2 охлажденной массы каучука. Затем отвинчивается накидная гайка 6, и гильза 2 с литником 3 извлекается из корпуса 1, а на ее место устанавливается аналогичная гильза с охлажденной массой полиуретанового каучука, фиксируется накидной гайкой, и заливка форм продолжается. Количество гильз выбирается в соответствии с габаритами отливаемых изделий. При изготовлении крупногабаритных изделий весом 250 г могут быть использованы две гильзы для формования одного изделия. Охлажденная масса каучука в горячей форме переходит в жидкотекучее состояние, вследствие этого при заливке форм поочередно из двух гильз изделия не имеют линии раздела массы и расслоение отсутствует. ,
Использование предлагаемой напорной камеры позволяет обеспечить возможность переработки на Ттитьевом прессе поли у ре та но во го каучукаЛИТьем под давлением и наладить промышленное производство деталей конструкционного назначения преимущественно уплотнительных изделий, массой от 20 до 600 г.
Использование съемных гильз позволяет также повысить производителность литьевого пресса и сделать процесс переработки практически непрерывным.
Формула изобретения
1. Напорная камера к литьевому прессу для переработки полимерных материалов, содержащая закрепленный на траверсе пресса цилиндрический
корпус, концентрично установленную в нем гильзу и съемный литник с цент ральным литниковым отверстием, отличающаяся тем, что, с
целью расширения эксплуатационных возможностей литьевого пресса, гильза установлена с возможностью аксиального перемещения относительно корпуса и выполнена с фланцем, взаимодействующим с нижним торцом корпуса, причем гильза выполнена из материала с высокой теплопроводностью, а лит ник - из теплоизоляционного материала.
2. Камера по п. 1, отличающаяся тем, что, с целью обеспечения фиксации гильзы в корпусе, она снабжена взаимодействующей с корпусом накидной гайкой с центральным отверстием и рукоятками на наружной поверхности для облегчения ее навинчивания.
Источники информации, принятые во внимание при экспертизе
1. Коропальцев-Н.В., Карпович Ю.В. Производство резиновых изделий методом литья под давлением. Л., Госхимиздат, 1956 с. 51 (прототип).

| название | год | авторы | номер документа |
|---|---|---|---|
| Литьевая машина | 1985 |
|
SU1294636A1 |
| Способ переработки литьевого полиуретанового каучука в изделия | 1980 |
|
SU939254A1 |
| ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ЭЛАСТОМЕРНОЙ ОБКЛАДКИ СТАТОРА ВИНТОВОЙ ГЕРОТОРНОЙ ГИДРОМАШИНЫ | 2018 |
|
RU2685652C1 |
| Устройство для литьевого прессования резиновых изделий | 1981 |
|
SU1004144A1 |
| Форма для изготовления шаровых полимерных изделий с арматурой | 1989 |
|
SU1703486A1 |
| Устройство для литьевого прессования эластомерных материалов | 1973 |
|
SU543336A3 |
| Устройство для изготовления полимерных изделий | 1982 |
|
SU1063619A1 |
| ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ЛИТЬЕМ ПОД ДАВЛЕНИЕМ ПЛАСТМАССОВЫХ ИЗДЕЛИЙ ДИСКОВОЙ ФОРМЫ С ЦЕНТРАЛЬНЫМ ОТВЕРСТИЕМ | 1991 |
|
RU2072918C1 |
| Литьевая прессформа | 1973 |
|
SU685506A1 |
| Литьевая пресс-форма для покрышек пневматических шин | 1982 |
|
SU1052411A1 |