Изобретение относится к оборудованию для литья пластических масс под давлением в полузакрытые формы, в частности к литьевым машинам для изготовления армированных деталей из термопластов, таких как муфты кабельного ввода погружных электронасосов, используемых в нефтяной промышленности.
Цель изобретения - повышение качества изделий за счет компенсации усадки материала в процессе литья.
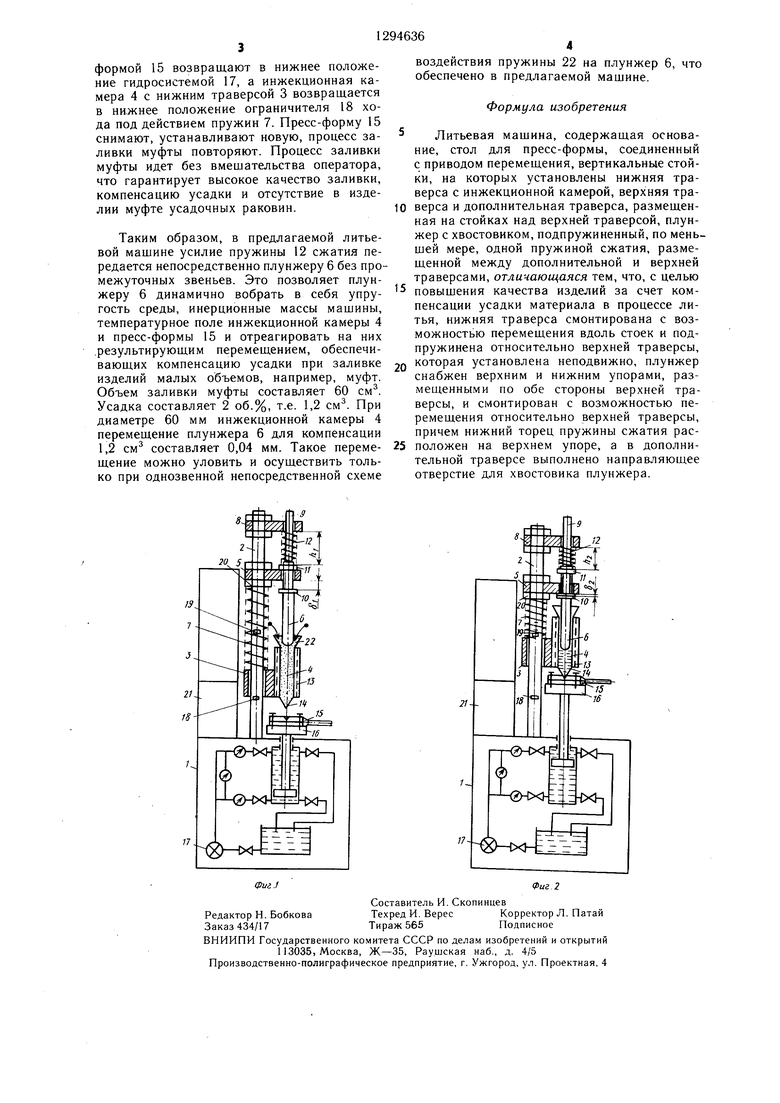
На фиг. 1 представлена литьевая машина в момент загрузки гранул полимера при разомкнутой кинематической схеме; на фиг. 2 - то же, в момент заливки формы.
Машина содержит основание 1 с вертистола 16 осуш,ествляют стыковку литникового отверстия пресс-формы 15 с соплом 14 инжекционной камеры 4. Далее происходит совместное вертикальное перемещение вверх стола 6 с пресс-формой 15 и инжекционной камерой 4. При этом инжекцион- ная камера 4 «наползает на плунжер 6. Давление в инжекционной камере 4 растет, вследствие чего начинает переме- ш.аться вверх плунжер 6, выбирая зазор и 10 сжимая пружину 12 сжатия от начального положения hi {фиг. 1) до конечного h2 (фиг. 2). Одновременно начинается процесс заливки, и расплав полимера под давлением через сопло 14 поступает в пресс- форму 15 (фиг. 2). Инжекционная камекальными стойками 2, на которых закреп- ра 4 перемещается вверх до установления лены подвижная нижняя траверса 3 с ин- динамического равновесия между усилием жекционной камерой 4 и неподвижная верхняя траверса 5 с плунжером 6. Между траверсами 3 и 5 на вертикальных стойках 2
сжатия пружины 12 сжатия и комплексом внешних факторов, связанных с давлением в гидросистеме 17, состоянием полиустановлены пружины 7. Над верхней травер- 2о мера (вязкость, температура, сжимаемость) сой 5 размешена дополнительная неподвиж- в инжекционной камере 4, сопротивлением ная траверса 8. Плунжер 6 установлен с пресс-формы 15, с величиной перемещения возможностью вертикального перемещения стола 16, инерционностью масс стола 16, относительно траверс 6 и 8 и имеет хвое- пресс-формы 15, инжекционной камеры 4 товик 9, а в дополнительной траверсе 8 нижней подвижной траверсы 3 и упругос- выполнено направляющее отверстие под хвое-25 тью пружин 7. Динамическому равновесию товик 9 плунжера 6. Последний снабжен соответствует верхнее положение плунжера 6 (фиг. 2) с некоторым зазором 62 нижнего упора 10 относительно верхней траверсы 5 и пропорциональное перемещению плунжеров 6 сжатие пружины 12 сжатия до высоты h2.
Пружина 12 сжатия рассчитывается, выбирается и регулируется верхним упором 1
нижним упором 10, размещенным под верхней траверсой 5, и верхним упором 11, на который опирается пружина 12 сжатия, установленная между дополнительной 8 и верхней 5 траверсами.
Хвостовик 9 плунжера 6 выполнен резьбовым, а верхний упор 11 представляет собой стопорную гайку, благодаря чему сила сжатия пружины 12 и длина хода плунжера 6 могут регулироваться. Инжекционная
30
таким образом,.что динамическое равновесие наступает после заполнения пресс-фор . ..-.-. .,... --. мы 15 и сжатия полимера. При отливке
камера 4 снабжена электронагревателем 13. муфт кабельного ввода динамическое равно- Нижний торец инжекционной камеры 4 че- весив наступает перед началом отрыва ка- рез сопло 14 состыкован с литниковым узлом пресс-формы 15, размещаемой на столе 16, вертикально перемещаемом при побеля из пресс-формы 15.
Соответствующее состоянию равновесия экспериментально отработанное верхнее помощи привода гидросистемы 17. На допол- 40 ложение инжекционной камеры 4 фикси- нительных стойках 2 установлены ограничи- руют регулируемым по высоте верхним ог- тели 18 и 19 хода. Пружины 7 служат для раничителем 19 хода (фиг. 2). Давление эжекционной камерой 4 в нижнее положе- в инжекционной камере 4 при этом мак- ние. Траверсы 6 и 8 крепятся на верти- симальное, так как хотя насос гидросисте- кальных стойках 2с помощью гаек 20. В шка- мы 17 продолжает работать, сжатие поли- фу 21 размещена электрическая часть ли- 45 мера в инжекционной камере 4 установ- тьевой машины. Для загрузки гранул поли- лено. При достижении равновесия отключают электронагреватель 13 и начинают охлаждение пресс-формы 15.
При этом происходит усадка полимера и
мера предназначена воронка 22. Плунжер 6 смонтирован с возможностью перемещения относительно верхней траверсы 5.
Литьевая машина работает следующим образом.
При разомкнутой кинематической схеме (фиг. 1) плунжер 6 установлен с зазором относительно инжекционной камеры 4. В этот зазор через воронку 22 осуществляют за50
уменьшение давления в инжекционной камере 4. Динамическое равновесие восстанавливается за счет перемещения плунжера 6 вниз пружиной 12 на некоторую величину ДН, соответствующую уменьщению давления. При этом в пресс-форму 15 посту- сыпку гранул полимера. Включают электро- 55 пает дополнительная порция материала, ком- нагреватель 13 и доводят полимер до рас- пенсирующая усадку. Процесс компенсации плавления, после чего включают насос гид- усадки ведут до полного охлаждения пресс- росистемы 17 и вертикальным перемещением формы 15, после чего стол 16 с пресс
стола 16 осуш,ествляют стыковку литникового отверстия пресс-формы 15 с соплом 14 инжекционной камеры 4. Далее происходит совместное вертикальное перемещение вверх стола 6 с пресс-формой 15 и инжекционной камерой 4. При этом инжекцион- ная камера 4 «наползает на плунжер 6. Давление в инжекционной камере 4 растет, вследствие чего начинает переме- ш.аться вверх плунжер 6, выбирая зазор и сжимая пружину 12 сжатия от начального положения hi {фиг. 1) до конечного h2 (фиг. 2). Одновременно начинается процесс заливки, и расплав полимера под давлением через сопло 14 поступает в пресс- форму 15 (фиг. 2). Инжекционная камера 4 перемещается вверх до установления динамического равновесия между усилием
уменьшение давления в инжекционной камере 4. Динамическое равновесие восстанавливается за счет перемещения плунжера 6 вниз пружиной 12 на некоторую величину ДН, соответствующую уменьщению давления. При этом в пресс-форму 15 посту- пает дополнительная порция материала, ком- пенсирующая усадку. Процесс компенсации усадки ведут до полного охлаждения пресс- формы 15, после чего стол 16 с прессформой 15 возвращают в нижнее положение гидросистемой 17, а инжекционная камера 4 с нижним траверсой 3 возвращается в нижнее положение ограничителя 18 хода под действием пружин 7. Пресс-форму 15 снимают, устанавливают новую, процесс заливки муфты повторяют. Процесс заливки муфты идет без вмешательства оператора, что гарантирует высокое качество заливки, компенсацию усадки и отсутствие в изделии муфте усадочных раковин.
Таким образом, в предлагаемой литьевой мащине усилие пружины 12 сжатия передается непосредственно плунжеру 6 без промежуточных звеньев. Это позволяет плунжеру 6 динамично вобрать в себя упругость среды, инерционные массы машины, температурное поле инжекционной камеры 4 и пресс-формы 15 и отреагировать на них .результирующим перемещением, обеспечивоздействия пружины 22 на плунжер 6, что обеспечено в предлагаемой машине.
Формула изобретения
Литьевая машина, содержащая основание, стол для пресс-формы, соединенный с приводом перемещения, вертикальные стойки, на которых установлены нижняя траверса с инжекционной камерой, верхняя тра10 верса и дополнительная траверса, размещенная на стойках над верхней траверсой, плунжер с хвостовиком, подпружиненный, по мень щей мере, одной пружиной сжатия, размещенной между дополнительной и верхней траверсами, отличающаяся тем, что, с целью
5 повыщения качества изделий за счет компенсации усадки материала в процессе литья, нижняя траверса смонтирована с возможностью перемещения вдоль стоек и подпружинена относительно верхней траверсы.
вающих компенсацию усадки при заливке 20 оторая установлена неподвижно, плунжер изделий малых объемов, например, муфт. Объем заливки муфты составляет 60 см. Усадка составляет 2 об.%, т.е. 1,2 см. При диаметре 60 мм инжекционной камеры 4 перемещение плунжера 6 для компенсации 1,2 см составляет 0,04 мм. Такое перемещение можно уловить и осуществить только при однозвенной непосредственной схеме
25
снабжен верхним и нижним упорами, размещенными по обе стороны верхней траверсы, и смонтирован с возможностью перемещения относительно верхней траверсы, причем нижний торец пружины сжатия расположен на верхнем упоре, а в дополнительной траверсе выполнено направляющее отверстие для хвостовика плунжера.
воздействия пружины 22 на плунжер 6, что обеспечено в предлагаемой машине.
Формула изобретения
Литьевая машина, содержащая основание, стол для пресс-формы, соединенный с приводом перемещения, вертикальные стойки, на которых установлены нижняя траверса с инжекционной камерой, верхняя траверса и дополнительная траверса, размещенная на стойках над верхней траверсой, плунжер с хвостовиком, подпружиненный, по мень.- щей мере, одной пружиной сжатия, размещенной между дополнительной и верхней раверсами, отличающаяся тем, что, с целью
повыщения качества изделий за счет компенсации усадки материала в процессе лиья, нижняя траверса смонтирована с возможностью перемещения вдоль стоек и подпружинена относительно верхней траверсы.
20 оторая установлена неподвижно, плунжер
25
снабжен верхним и нижним упорами, размещенными по обе стороны верхней траверсы, и смонтирован с возможностью перемещения относительно верхней траверсы, причем нижний торец пружины сжатия расположен на верхнем упоре, а в дополнительной траверсе выполнено направляющее отверстие для хвостовика плунжера.
17.
21- .
Фиг..Фиг 2
Составитель И. Скопинцев
Редактор Н. БобковаТехред И. ВересКорректор Л. Патай
Заказ 434/17Тираж 565Подписное
ВНИИПИ Государственного комитета СССР по делам изобретений и открытий
113035, Москва, Ж-35, Раушская наб., д. 4/5 Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4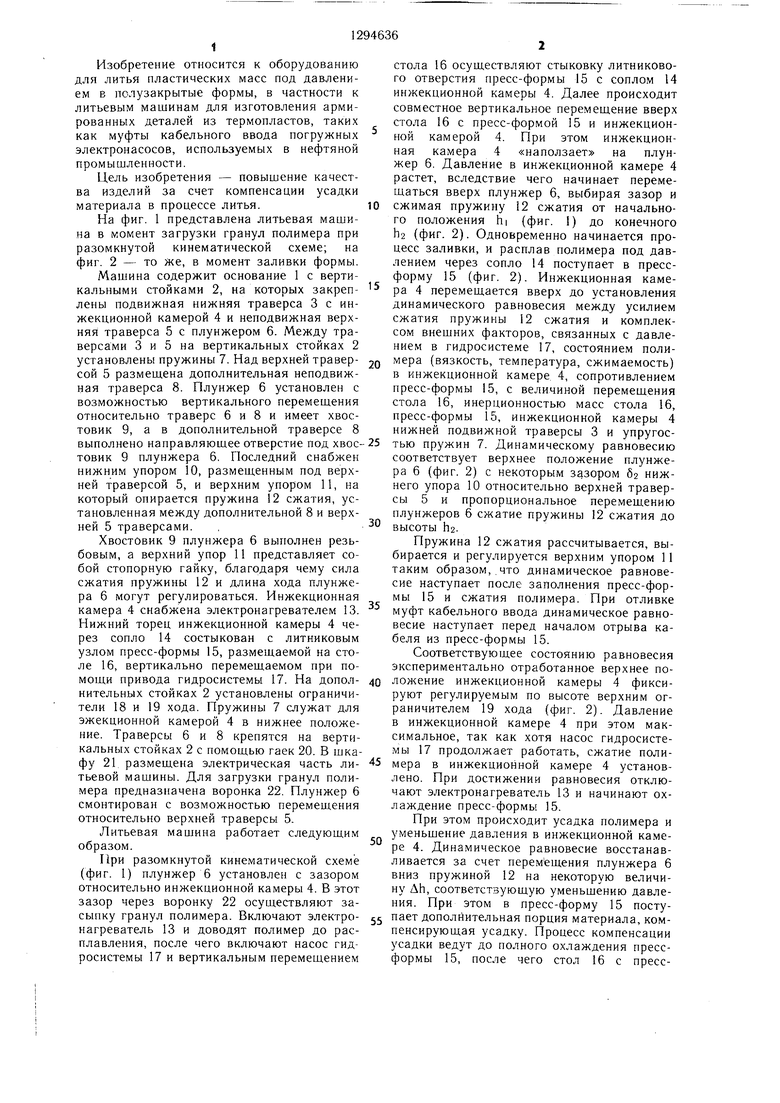
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗУБНЫХ ПРОТЕЗОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2233140C1 |
| Устройство для опломбирования мешков | 1973 |
|
SU546518A1 |
| Напорная камера к литьевому прессу для переработки полимерных материалов | 1980 |
|
SU939285A1 |
| Литьевой пресс | 1988 |
|
SU1812118A1 |
| Установка для производства камнелитных изделий | 1982 |
|
SU1079444A1 |
| УСТАНОВКА ДЛЯ ЛИТЬЯ С КРИСТАЛЛИЗАЦИЕЙ ПОД ДАВЛЕНИЕМ | 1998 |
|
RU2173233C2 |
| Роторная литьевая установка для переработки полимеров | 1980 |
|
SU1168427A1 |
| ВАКУУМНАЯ УСТАНОВКА ДЛЯ ЛИТЬЯ С КРИСТАЛЛИЗАЦИЕЙ ПОД ДАВЛЕНИЕМ | 1998 |
|
RU2151666C1 |
| Роторная литьевая машина для изготовления изделий из полимерных материалов | 1990 |
|
SU1771980A1 |
| Литьевая пресс-форма для покрышек пневматических шин | 1982 |
|
SU1052411A1 |
Изобретение относится к литьевым М2- шинам для изготовления деталей из термопластов и м.б. использовано для изготовления муфт электронасосов. Целью изобретения является повышение качества изделий за счет компенсации усадки материала в процессе литья. Для этого литьевая машина содержит нижнюю подвижную траверсу с инжекционной камерой. На вертикальных стойках также смонтированы верхняя неподвижная траверса и дополнительная траверса. В инжекционной камере размещен плунжер. имеющий верхний и нижний упоры. Плунжер подпружинен пружиной сжатия, которая расположена между дополнительной траверсой и верхним упором. Упоры плунжера установлены по обе стороны верхней траверсы. При работе стол с пресс-формой с помощью привода поднимается и поджимается к инжекционной камере. Последняя «наползает на плунжер. При росте давления начинает перемещаться и плунжер, сжимая пружину сжатия. Начинается процесс заливки материала в пресс-форму. При охлаждении материала в пресс-форме происходят усадка полимера и уменьшение давления в инжекционной камере. Динамическое равновесие восстанавливается за счет перемещения плунжера вниз на некоторую величину, соответствующую уменьшению давления. В пресс-форму поступает порция материала, компенсирующая усадку. Пружина сжатия, непосредственно связанная с плунжером, обеспечивает эффективную обратную связь между комплексом внешних факторов и усилием ее сжатия. Благодаря этому подача материала для компенсации усадки происходит без запаздываний, задержек и ошибок. Это позволяет отливать качественные изделия без раковин и пустот малого объема. 2 ил. (Л с ьо со О5 00 О5
| Устройство для литья под давлением фенольных и термопластических масс | 1935 |
|
SU47073A1 |
| Солесос | 1922 |
|
SU29A1 |
| 0 |
|
SU403569A1 | |
| Солесос | 1922 |
|
SU29A1 |
