1
Изобретение относится к переработке эластомерных материалов в изделия литьевым прессованием.
Известно устройство для литьевого прессования эластомерных материалов, содержащее обогреваемые литьевую камеру и форму, формуюш,ая полость которой связана с литьевой камерой посредством размещенной между ними прокладки с выполненными в ней литниковыми каналами.
В известном устройстве отсутствие средств ограничения температурных зон литьевой камеры и формующей полости приводит к увеличению потерь перерабатываемого материала.
С целью уменьшения потерь материала за счет ограничения температурных зон, в предлагаемом устройстве прокладка выполнена из теплоизолирующего материала. Прокладка снабжена образующими литниковые каналы вставками, выполненными из антиадгезионного теплоизолирующего материала.
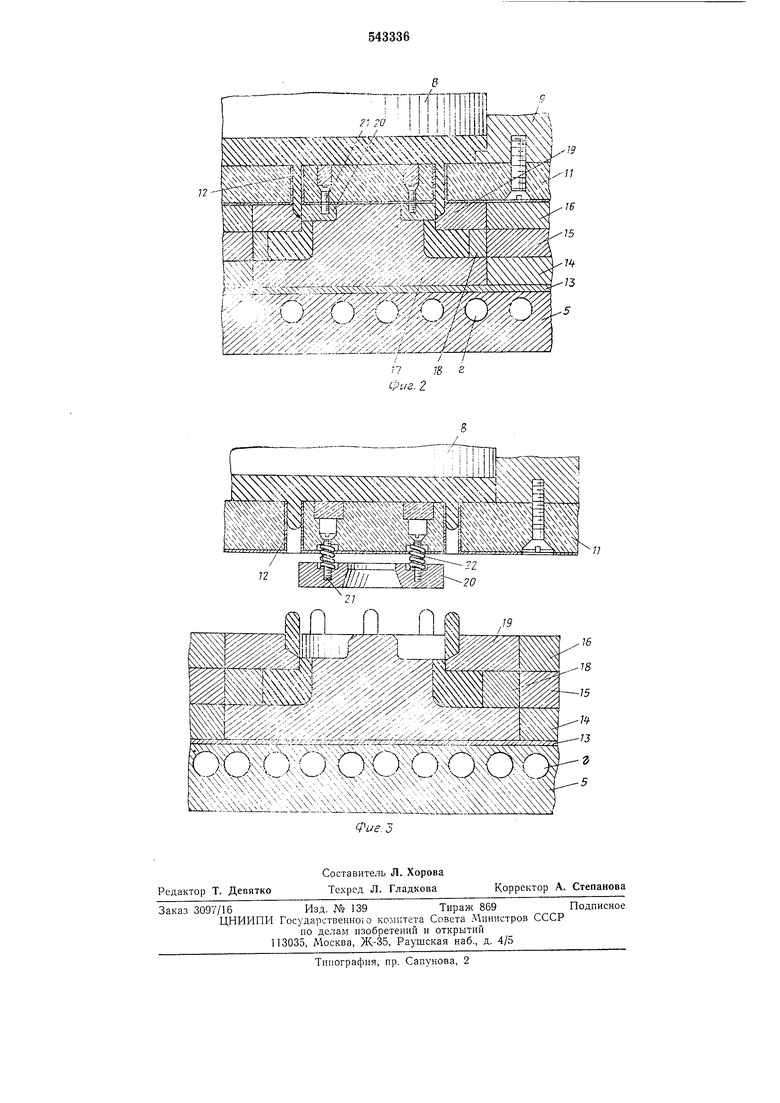
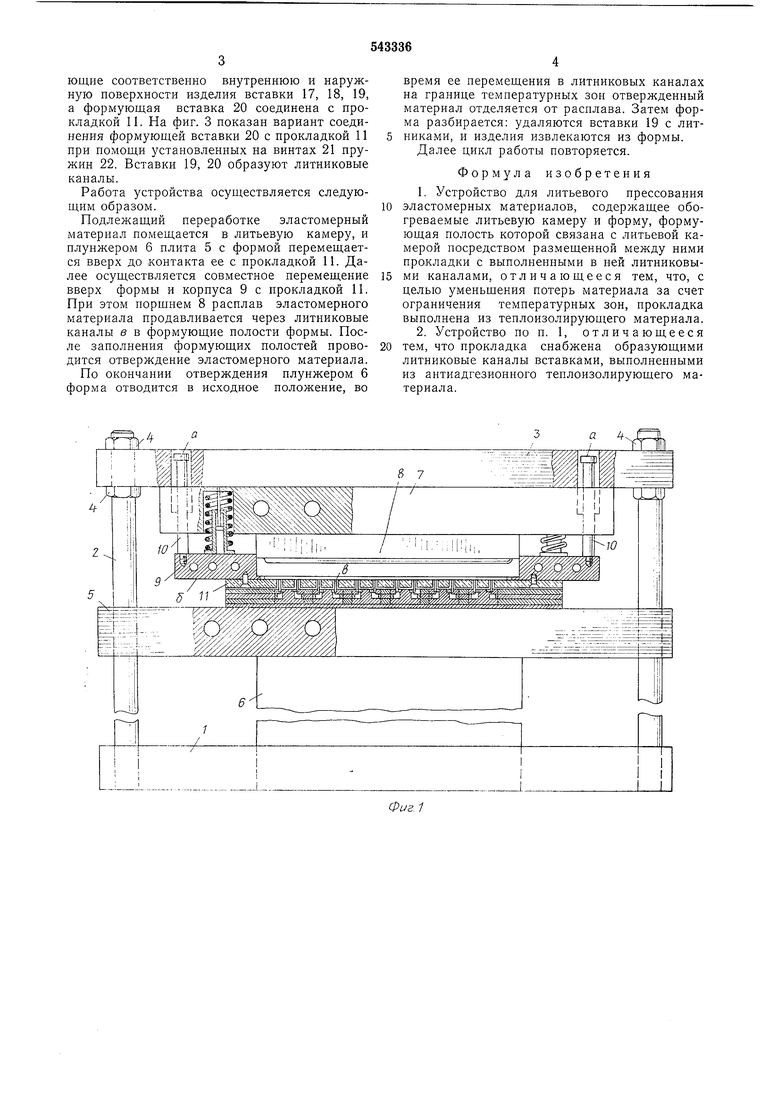
На фиг. 1 показано устройство, установленное на прессе; на фиг. 2, 3 - то же, в продольном разрезе.
Устройство для литьевого прессования эластомерных материалов установлено на прессе.
Пресс содержит основание 1. смонтированные на нем вертикальные направляюпгие 2, на которых закреплена неподвижная верхняя траверса 3 гайками 4 и установлена нижняя
плита 5, подвижпая от расположенного па основании плунжера 6.
На верхней траверсе 3 смонтирована обогреваемая литьевая камера, выполпеппая в виде нагревательной плиты 7, па которой закреплены поршень 8 и нодпружиненный относительно нагревательной плиты 7 корпус 9. взаимодействующий с 8 и связанный с верхней траверсой 3 с помощью направляющих 10 с ограппчителямп а.
К нижнему торцу б корпуса 9 прикреплена прокладка II пз теплонзоляционного матернала с образующимп литппковые каналы в вставками 12, выполненными из антиадгезиоппого теплоизолирующего материала.
Литьевая камера через литниковые каналы в сообщается с формующими по.1остями многоместной формы, установленной на теплопзоляционной прокладке 13 нижней плиты 5 п обогреваемой теплоносптелем, подаваемым в
выполненные в плнте 5 каналы г.
Многоместная форма выполнена в виде установленных одна пад другой плпт 14, 15, 16 с отверстиями, в которых размещены формующие соответственно внутреннюю и наружную поверхности изделия вставки 17, 18, 19, а формующая вставка 20 соединена с прокладкой 11. На фиг. 3 показан вариант соединения формующей вставки 20 с прокладкой 11 при номощи установленных на винтах 21 пружин 22. Вставки 19, 20 образуют литниковые каналы.
Работа устройства осуществляется следующим образом.
Подлежащий переработке эластомерный материал помещается в литьевую камеру, и плунжером 6 плита 5 с формой перемещается вверх до контакта ее с прокладкой 11. Далее осуществляется совместное перемещение вверх формы и корпуса 9 с прокладкой И. При этом порщнем 8 расплав эластомерного материала продавливается через литниковые каналы в в формующие полости формы. После заполнения формующих полостей проводится отверждение эластомериого материала.
По окончании отверждения плунжером 6 форма отводится в исходное положение, во
время ее перемещения в литниковых каналах на границе температурных зон отвержденный материал отделяется от расплава. Затем форма разбирается: удаляются вставки 19 с литниками, и изделия извлекаются из формы. Далее цикл работы повторяется.
Формула изобретения
1.Устройство для литьевого прессования эластомерных материалов, содержащее обогреваемые литьевую камеру и форму, формующая полость которой связана с литьевой камерой посредством размещенной между ними прокладки с выполненными в ней литниковыми каналами, отличающееся тем, что, с целью уменьщения потерь материала за счет ограничения температурных зон, прокладка выполнена из теплоизолирующего материала.
2.Устройство по и. 1, отличающееся тем, что прокладка снабжена образующими
литниковые каналы вставками, выполненными из антиадгезионного тенлоизолирующего материала.
| название | год | авторы | номер документа |
|---|---|---|---|
| Литьевая пресс-форма для изготовления изделий из эластомерного материала | 1980 |
|
SU937211A1 |
| Устройство для литьевого прессования резиновых изделий | 1981 |
|
SU1004144A1 |
| Устройство для литьевого прессования резиновых изделий | 1983 |
|
SU1077814A2 |
| Пресс для литьевого прессования термопластов | 1980 |
|
SU889443A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ ПОЛИМЕРНЫХ ТЕРМОРЕАКТИВНЫХ МАТЕРИАЛОВ | 1992 |
|
RU2037419C1 |
| Литьевая пресс-форма для покрышек пневматических шин | 1982 |
|
SU1052411A1 |
| Литьевая пресс-форма для изготовления изделий из резины | 1979 |
|
SU939284A1 |
| СПОСОБ ЛИТЬЯ ПОД ДАВЛЕНИЕМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2008222C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ РЕАКТОПЛАСТОВ И ЛИТЬЕВАЯ ФОРМА | 1994 |
|
RU2037418C1 |
| Блок литьевого прессования | 1988 |
|
SU1652085A1 |