Изобретение относится к термообра ботке, а именно к вертикальным конвейерным печам для обработки заготовок типа лопаток. Известно устройство для транспортировки изделий, например, через зон технологической обработки, включающее два замкнутых цепных конвейера, расположенных в вертикальной пло-toc ти, и шарнирно закрепленные на конвейере носители изделий 1. Недостатком указанного устройства является невозможность загрузки изделий типа лопаток на ребро и возмож ность их подстуживания, так как за|- рузочное окно остается открытым. Наиболее близкой к предлагаемой по технической сущности и достигаемому результату является вертикальная конвейерная печь, содержащая футерованную теплоизоляцией камеру нагрева, вертикальный конвейер с шарнирно закрепленными на цепях подвеками для заготовок, механизм загрузки и разгрузки и заслонку t. Недостатком известной вертикальной печи является то, что печь имеет ограниченные технологические возможности, так как в ней невозможно транспортировать заготовки типа лопаток на ребро и выполнять термообработку в таком положении, которое предотвращает деформацию лопаток, прошедших окончательную калибровку на прессах. Кроме того, в известной печи возможно подстуживание заготовок, так как загрузочное окно остается открытым. Цель изобретения - повышение производительности за счет обеспечения синхронной загрузки и синхронного вертикального перемещения секций. Указанная цель достигается тем, что в вертикальной конвейерной печи для термообработки заготовок, содержащей футерованную камеру нагрева, вертикальный конвейер с шарнирно
закрепленными подвесками, механизм загрузки, и разгрузки, Установленные на раме, и заслонку, механизм загрузки выполнен в виде тележки с шарнирно укрепленным на ней поддоном и с возможностью возвратно-поступательного движения по раме.
Заслонка выполнена секционной, причем торцы ее в месте стыка имеют вырез, контур которого соответствует профилю поперечного сечения разгрузочного лотка.
Кроме того, секции соединены между собой гибкими связями через неподвижные блоки, причем на каждой
секции закреплена пара одноименных, концов гибких связей.
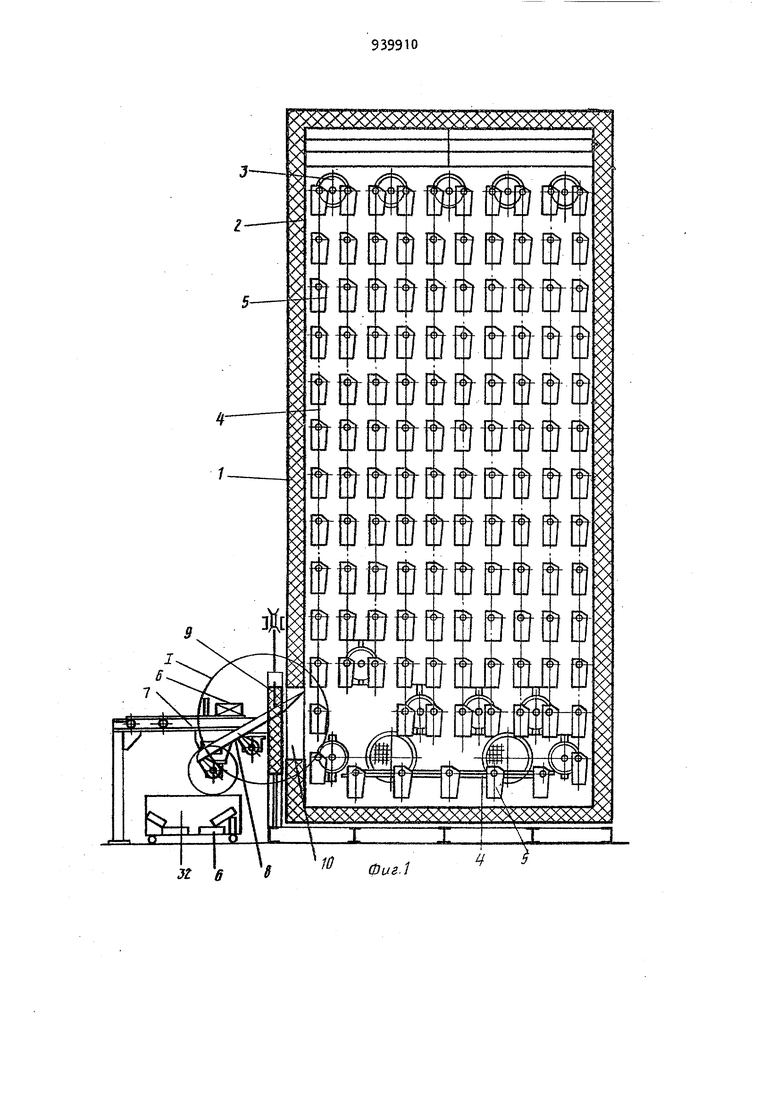
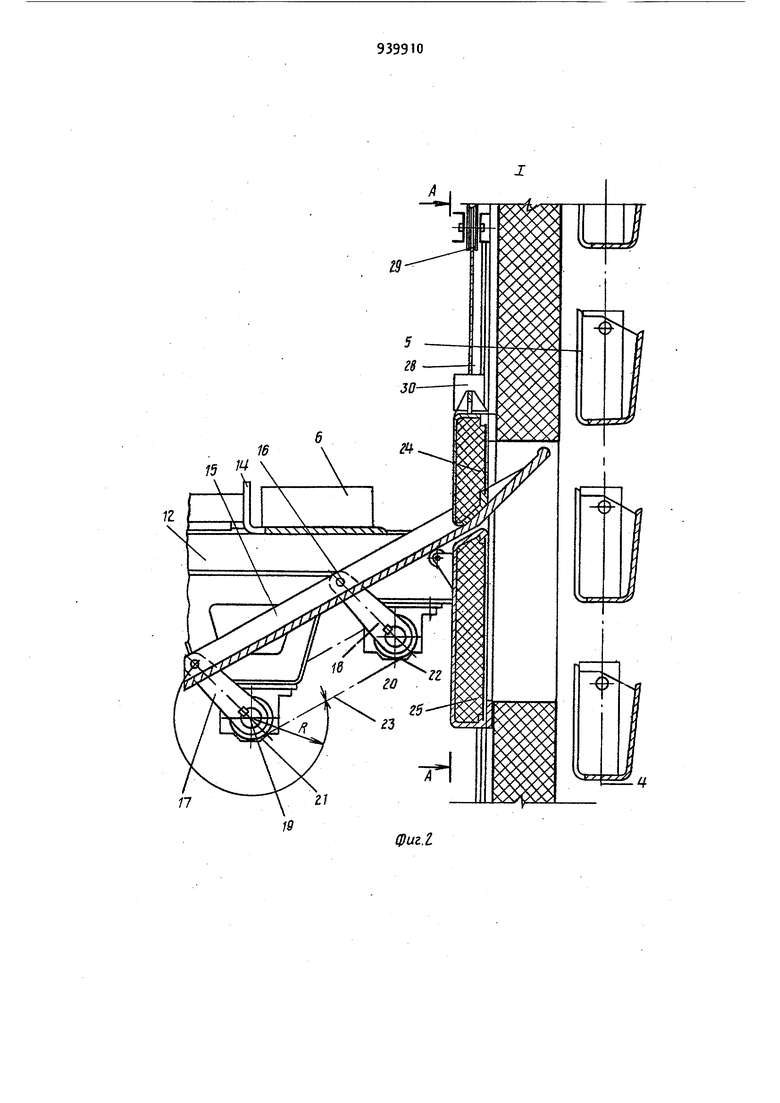
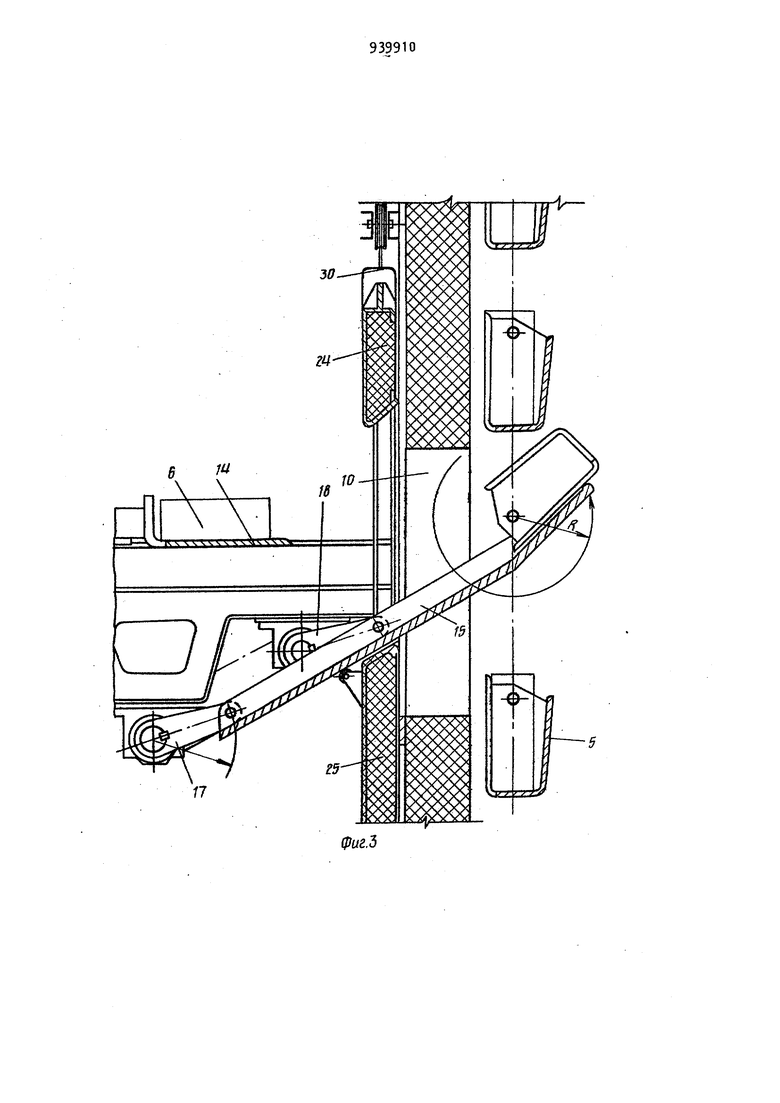
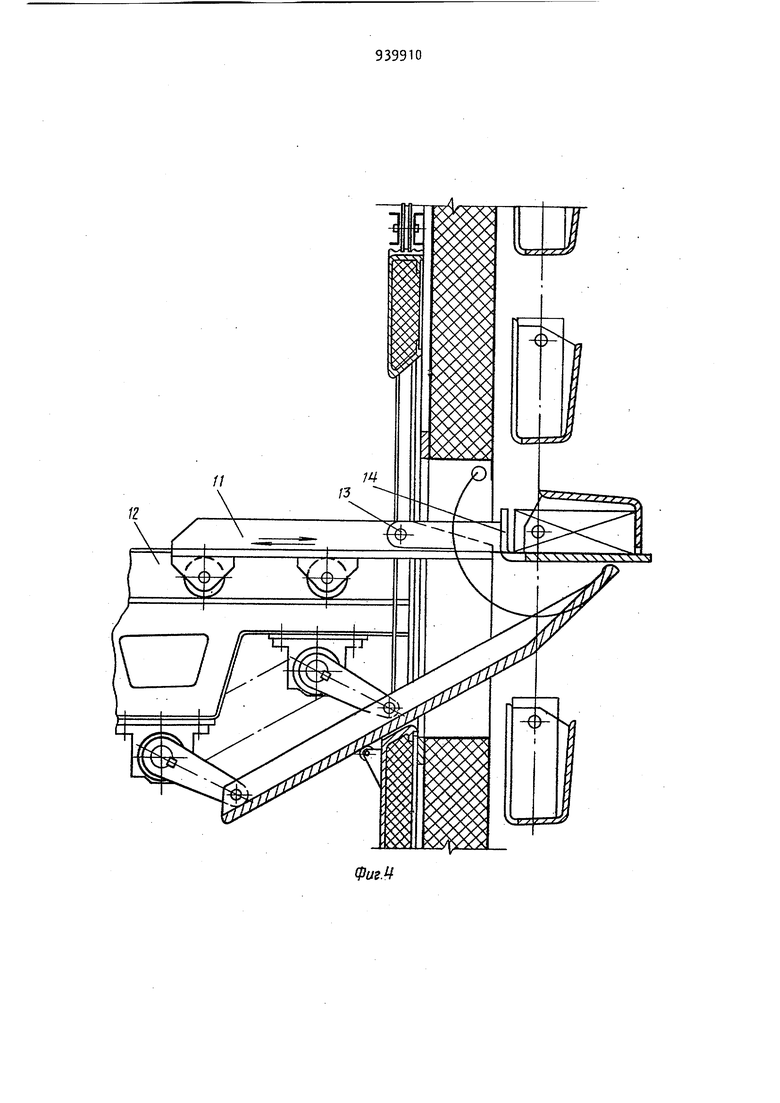
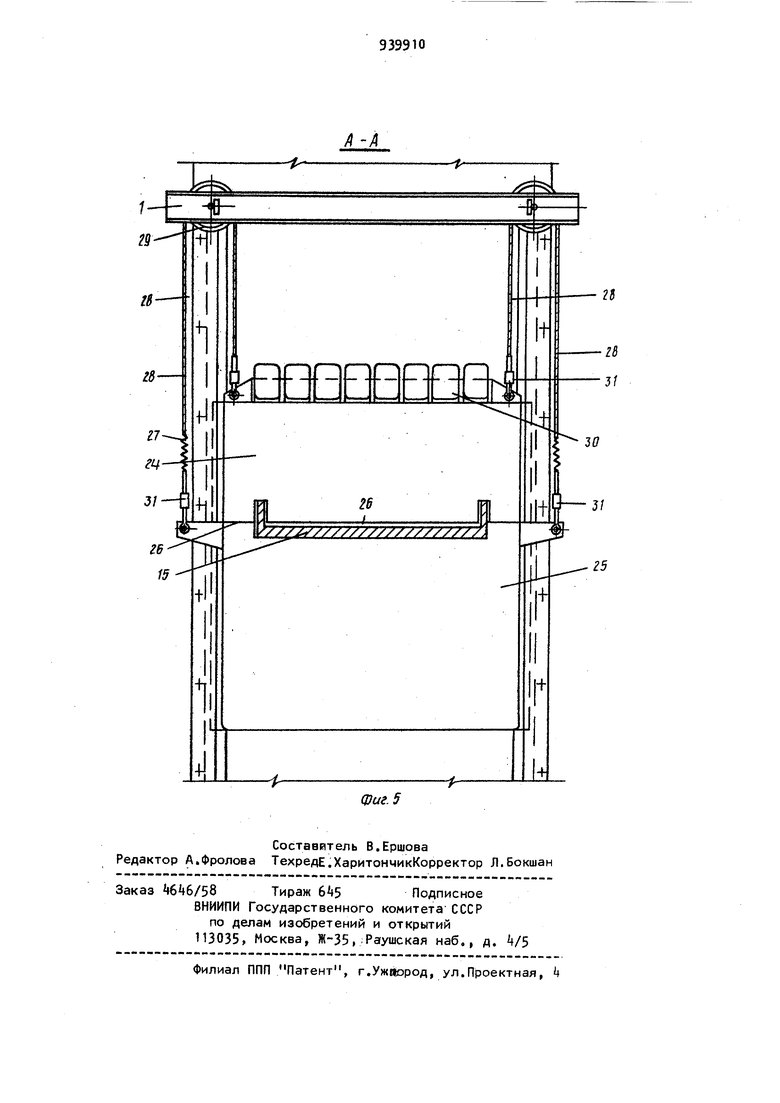
На фиг. 1 изображена печь, разрез-, на фиг. 2 - узел 1 на фиг. 1, загрузочное окно закрыто-, на фиг. 3 выгрузка заготовки; на фиг. k - загрузка заготовки; на фиг. 5 - разрез А-А на фиг. 2.
Вертикальная конвейерная печь для термообработки лопаток после их окончательной калибровки на прессах содержит каркас 1, футерованный теплоизоляцией 2 из каолиновых и минераповатных матов, вертикальный цепной конвейер 3 с шарнирно закрепленными на цепях k подвесками 5 дпя заготовок 6, механизм 7 загрузки заготовок в печь,-механизм 8 разгрузки из печи заготовок и заслонку 9 загрузочного окна 10.
Механизм 7 загрузки заготовок в свою очередь включает каретку 11, установленную на направляющих 12, и закрепленный на каретке 11 шарнирами 1 3 поддон 1. ,
Механизм 8 разгрузки из печи заготовок включает наклонный лоток 15 закрепленный в осях 16 на приводных рычагах 17 и 18, Рычаги 17 и 18 жестко посажены на валах 19 и 20 соответственно, а валы 19 и 20 соединены между собой посредством звездочек 21и 22, огибаемых бесконечной цепью 23. Наклонный лоток 15 имеет возможность воздействовать на подвеску 5 и заслонку 9 загрузочного окна 10.
Заслонка загрузочного окна содержит верхнюю 2k и нижнюю 25 секции, перемещающиеся в вертикальной плоскости. На торцах секций 2 и 25 в месте их стыковки предусмотрены фигурный вырез 26 для обеспечения возможности резмещения между ними конца лотка 15 при закрытом положении окна 10,
Секции 2k и 25 соединены между собой снабженными пружинами 27 гибки.ми связями 28, перекинутыми через блоки 29s установленные на каркасе 1 печи.
Одни одноименные концы связей 28 закреплены на верхней секции 2k, а
другие концы на нижней секции 25о На верхней секции размещены грузы 30 противовеса, суммарная масса которых вместе с массой верхней секции должна быть больше массы нижней, секции,
Дпя регулирования силы растяжения пружин 27 на гибких связях 28 предусмотрены стяжные муфты 31i с помощью которых концы связей присоединены к секциям заслонки 2А и 25. У загрузочного окна 10 под механизмами загрузки и разгрузки установлен приемный бункер 32 для готовых заготовок. Дно поддона 14 и одна из боковых стенок подвески 5 выполнены вилообразной
формы и таким образом, что вилы поддона k свободно входят в промежутки между вилами подвески 5.
Работа печи осуществляется следующим образом.
Заготовку типа лопатки поштучно кладут на поддон Ik механизма загрузки (фиг. 2). По команде системы автомати.ческого управления включается привод механизма разгрузки (не показан) . Валы 19 и 20 синхронно вращаются против хода часовой стрелки. Рычаги 17 и 18, несущие лоток 15, поворачиваются в ту же сторону, и лоток, совершая плоскопараллельное движение, воздействует днищем на нижнюю секцию 25 заслонки загрузочного окнй 10. От этого воздействия секция 25 опускается вниз. Верхняя секция 2k, связанная с нижней 25 гибкими связями 28, одновременно поднимается. Загрузочное окно таким образом открывается. При дальнейшем повороте рычагов 17 и 18 против хода часовой стрелки конец лотка 15 начинает воздействовать на подвеску 5 конвейера. Подвеска 5 поворачивается Против хода часовой стрелки (конец этого поворота показан на фиг. 3). Заготовка из подвески 5 скатывается по лотку 15 в приемный бункер 32 для готовых лопаток. По команде системы автоматического управления валы 19-и 20 поворачиваются в обратную сторону, по ходу часовой стрелки. Они останавливаются.
когда подвеска 5 занимает горизонталное положение,.после чего включается привод (не показан) механизма загрузки, каретка 11 перемещается влево, неся на поддоне И заготовку 6, подлежащую термообработке. Вилы поддона 14 входят в промежутки между вилами подвески 5, проталкивая заготовку в подвеску (фиг. 4). При обратном ходе поддона k заготовка из-за того, что уровень подвески оказывается выше уровня днища поддона И, остается на подвеске. v
/Включается привод механизма разгрузки, валы 19 и 20 поворачиваются по ходу часовой стрелки, секции 2А и 25 сближаются и останавливаются, когда верхняя секция соприкасается с лотком 15. Загрузочное окно автоматически закрывается (фиг. 2).
Изобретение позволяет расширить технологические возможности вертикальной конвейерной печи путем обеспечения загрузки лопаток на ребро, предотвращения деформации их при
термообработке, исключения подстуживания их, увеличить единовременную массу заготовок в печи за счет уменьшения шага между подвесками, а также поворачивая подвеску на определенный угол, автоматизировать простейшим способом процесс открывания затвора загрузочного окна.
Формула изобретения
1„ Вертикальная конвейерная печь для термообработки заготовок, содержащая футерованную камеру нагрева, вертикальный конвейер с шарнирно закрепленными подвесками, механизмы загрузки и разгрузки, установленные на раме, и заслонкуj отличающаяся тем, что, с целью повышения производительности за счет обеспечения синхронной загрузки, механизм загрузки выполнен в виде тележки с шарнирно укрепленным на ней поддоном и с возможностью возвратнопоступательного движения по раме,
2.Вертикальная конвейерная печь по п. 1,отличающаяся тбм, что заслонка выполнена секционной, причем торцы ее в месте стыка имеют вырез, контур которого соответствует профилю поперечного сечения разгрузочного лотка.
3.Вертикальная конвейерная печь по п. 1и2,отличающаяся тем, что, с целью синхронного вертикального перемещения секций, они соединены между собой гибкими связями через неподвижные блоки, причем на каждой секции закреплена пара одноименных концов гибких связей.
Источники информации, принятые во внимание при экспертизе
1.Авторское свидетельство СССР № 591517, кл. С 21 D 1/00, 197бо
2.Соколов К.Н. Оборудование термических цехов. М., Машгиз, 1957, с. 15, Ф. 87.

| название | год | авторы | номер документа |
|---|---|---|---|
| КОЛЬЦЕВАЯ КОНВЕЙЕРНАЯ ЭЛЕКТРОПЕЧЬ "ПРЭТТИ" | 1996 |
|
RU2131569C1 |
| Поточная линия для изготовления деталей типа тел вращения | 1980 |
|
SU1016210A1 |
| Установка для термообработки длинномерных изделий | 1980 |
|
SU939572A2 |
| Туннельная конвейерная печь | 1989 |
|
SU1709164A1 |
| Карусельная электропечь для термообработки мелких деталей | 1979 |
|
SU857683A1 |
| Многомуфельная печь | 1982 |
|
SU1081398A1 |
| УСТРОЙСТВО ДЛЯ ЗАКАЛКИ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ ДУГООБРАЗНОЙ ФОРМЫ | 2003 |
|
RU2240357C1 |
| КАМЕРНАЯ ТРАНСФОРМИРУЕМАЯ ЭЛЕКТРОПЕЧЬ "ПРЭТТИ" | 1996 |
|
RU2143091C1 |
| ВЫРАБОТКИ МЕЛКОШТУЧНЫХ БУЛОЧНЫХ И СДОБНЫХ ИЗДЕЛИЙ | 1972 |
|
SU343677A1 |
| Линия горячей штамповки | 1989 |
|
SU1707466A1 |