Изобретение относится к области обработки металлов давлением в сочетании с термообработкой и может быть использовано при производстве рессорных листов.
Известно устройство для гибки и закалки длинномерных изделий, содержащее конвейерную закалочную печь, средство передачи заготовок и гибочно-закалочную машину (Рустем С.Л. Оборудование и проектирование термических цехов. М.: Машгиз, 1962, с.374, Фиг.196а). Недостатком его является ненадежная работа, т.к. съем заготовок средством передачи осуществляется непосредственно с печного конвейера, находящегося в нагревательном пространстве печи, имеющем высокую температуру, осложняющую достижение надежной работоспособности механизмов. В то же время, выдача заготовок из печи конвейером в зону действия средства передачи ведет к их подстуживанию, т.к. скорость конвейера технически ограничена. Это влечет необходимость завышенного нагрева заготовок с учетом их подстуживания на выходе из печи и, следовательно, повышенной мощности закалочной печи. Кроме того, при подаче нагретой длинномерной заготовки прямолинейной формы в штамп для закалки и гибки, имеющий изогнутую форму линии разъема, соответствующую окончательной форме изделия, требуется увеличенный ход размыкания штампа, что ограничивает возможность закалки изделий с большим изгибом.
Наиболее близким к заявленному изобретению является устройство для закалки длинномерных заготовок, содержащее последовательно расположенные закалочную печь с окнами загрузки и выгрузки, средство передачи, содержащее механизм гиба и закалочную машину (SU 651038 А, С 21 D 1/673, 07.03.1979). В указанном устройстве предусмотрена предварительная гибка заготовки при передаче из печи в закалочную машину, однако применение вместо конвейера шагающих балок для транспортировки заготовок внутри печи не устраняет все остальные выше перечисленные недостатки.
Технической задачей, на решение которой направлено изобретение, является повышение надежности, упрощение конструкции, снижение энергозатрат за счет исключения размещения механических устройств в нагревательном пространстве закалочной печи, предназначенных для перемещения заготовок, которые располагаются вплотную друг к другу, максимально заполняя нагревательное пространство.
Указанная задача достигается тем, что в устройстве для закалки длинномерных заготовок, содержащем последовательно расположенные закалочную печь с окнами загрузки и выгрузки, средство передачи и закалочную машину, в закалочной печи размещены стационарные направляющие, снабженные со стороны окна выгрузки наклонными участками и углублениями, и прижимы, шарнирно закрепленные со стороны окна загрузки.
Указанная задача достигается также тем, что средство передачи содержит механизм гиба, выполненный в виде гибочных рычагов с роликами и связанных с ними синхронизирующими тягами промежуточных рычагов, а ролики выполнены с охлаждающими кольцевыми канавками.
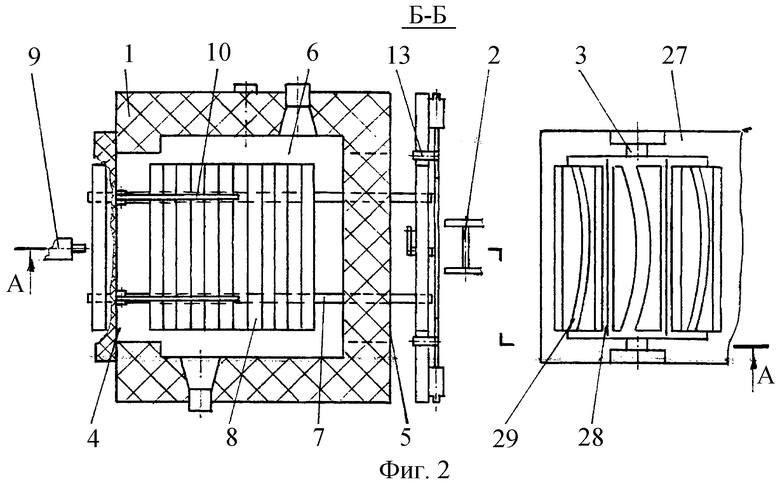
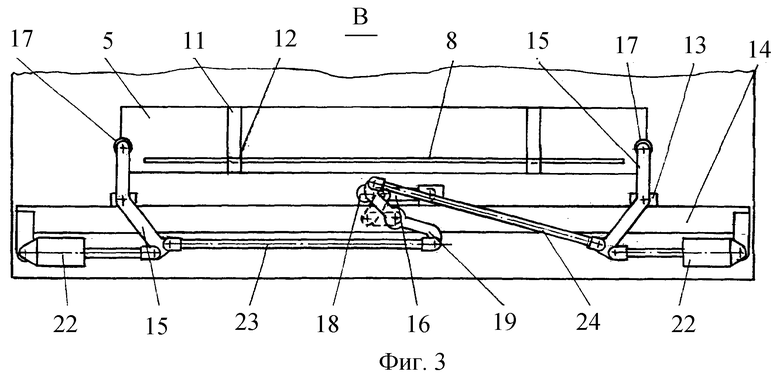
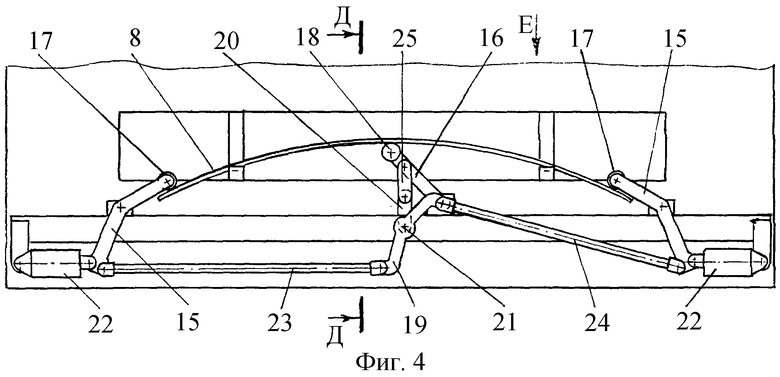
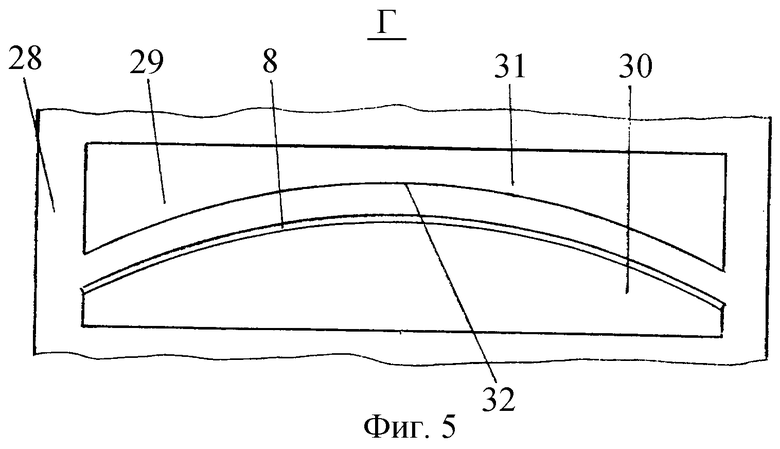
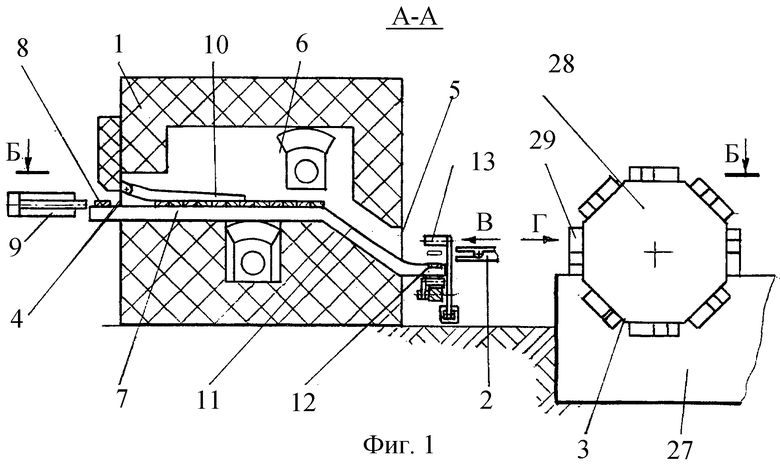
На фиг.1 показан продольный разрез устройства А-А; на фиг.2 - разрез Б-Б; на фиг.3 - вид В; на фиг.4 - то же в момент гиба заготовки; на фиг.5 - вид Г; на фиг.6 - разрез Д-Д; на фиг.7 - вид Е.
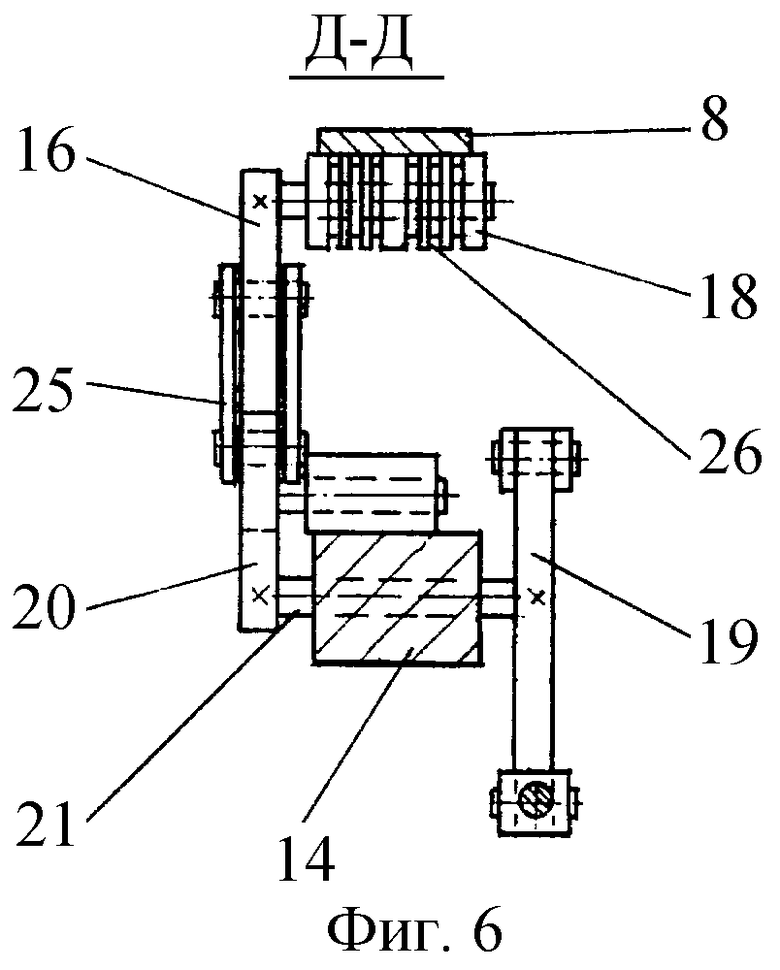
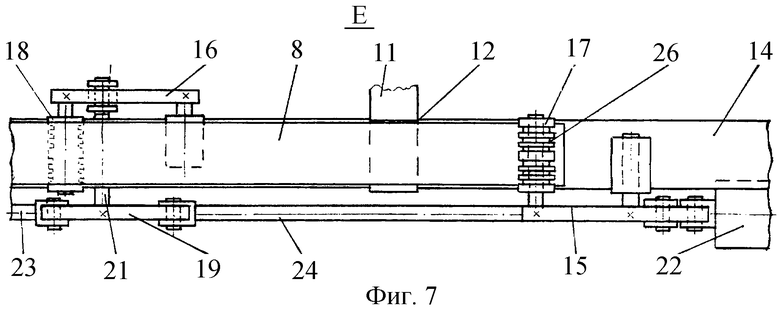
Устройство состоит из закалочной печи 1, средства передачи 2 и закалочной машины 3. Закалочная печь 1 имеет окно загрузки 4, окно выгрузки 5, нагревательное пространство 6, в котором расположены стационарные направляющие 7 с заготовками 8, перемещаемыми толкателем 9 и удерживаемыми прижимами 10. Направляющие 7 имеют наклонный участок 11 и углубление 12. Средство передачи 2 снабжено механизмом гиба 13, расположенным у окна выгрузки 5, содержащим шарнирно закрепленные на основании 14 гибочные рычаги 15 и 16 с роликами 17 и 18, а также промежуточные рычаги 19 и 20, закрепленные на оси 21, исполнительные цилиндры 22 и тяги 23, 24 и 25. Ролики 17 и 18 выполнены с кольцевыми канавками 26.
Закалочная машина 3 представляет собой закалочную ванну 27 с поворотным многогранным барабаном 28, на котором размещены закалочные штампы 29, имеющие неподвижную 30 и подвижную 31 части, смыкающиеся по линии разъема 32, соответствующей окончательной форме изделия.
Устройство работает следующим образом: заготовки 8 укладываются на направляющие 7 и толкателем 9 (например, пневматическим) перемещаются через загрузочное окно 4 и заполняют нагревательное пространство 6 печи 1, при этом прижимы 10, один конец которых закреплен аарнирно в загрузочном окне 4, а другой опирается на находящиеся на направляющих 7 заготовки 8, своим весом удерживая их, предотвращая возможность вздыбливания при проталкивании толкателем 9, обеспечивая надежность перемещения ряда заготовок 8 по направляющим 7 через нагревательное пространство 6. Далее нагретая до закалочной температуры заготовка 8 соскальзывает по наклонному участку 11 и через окно выгрузки 5 попадает в углубление 12, надежно фиксирующее ее положение перед средством передачи 2. Затем исполнительные (например, пневматические) цилиндры 22 поворачивают рычаги 15 с роликами 17 и связанный с ними тягами 23 и 24 рычаг 19 с укрепленным на одной с ними оси 21 рычагом 20 и, посредством тяг 25, рычаг 16 с роликом 18. При этом заготовка 8, находящаяся в углублениях 12 под действием роликов 17 и 18, приобретает дугообразную форму, при этом теплопередача от нагретой заготовки 8 к ним сведена к минимуму, благодаря кольцевым канавкам 26, сокращающим поверхность контакта роликов 17 и 18 с заготовкой 8. Далее исполнительные цилиндры 22 возвращают все рычаги в исходное положение, и средство передачи 2 (автоматическое, механизированное или др.) выполняет перенос заготовки 8 в закалочный штамп 29 и укладывает ее на неподвижную часть 30. Подвижная часть 31 штампа 29 смыкается с неподвижной 30, барабан 28 поворачивается на определенный угол (привод поворота и смыкания штампа не показан), заготовка 8, зажатая в штампе 29 и имеющая форму линии разъема 32, погружается в закалочную ванну 27 и закаливается.
Преимуществом устройства является повышение надежности и долговечности, упрощение конструкции и снижение энергозатрат за счет применения при транспортировке заготовок в нагревательном пространстве закалочной печи стационарных жароупорных направляющих специальной формы и прижимов, позволяющих избежать применения механизмов, работающих в экстремальных условиях высокой температуры, дающих возможность более рационально использовать объем нагревательного пространства и сделать устройство более компактным.
Указанные преимущества обеспечиваются также за счет применения механизма гиба заготовок, позволяющего получить дугообразные изделия с величиной изгиба больше, чем ход раскрытия закалочного штампа, причем механизм гиба снабжен двумя исполнительными цилиндрами, расположенными на его противоположных сторонах, благодаря чему усилия, возникающие при его срабатывании распределяются между шарнирами сравнительно равномерно, а ролики снабжены кольцевыми канавками способствующими их охлаждению, что также повышает надежность устройства, предохраняя его от местных перегрузок и перегрева.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ПРОСТРАНСТВЕННОЙ ГИБКИ СТЕРЖНЕВЫХ ЗАГОТОВОК | 2009 |
|
RU2447961C2 |
| Автоматическое устройство для передачи нагретых рессорных листов и других аналогичных деталей из методической печи к гибочно-закалочному барабану | 1950 |
|
SU91431A1 |
| Автоматическая линия изготовления прутковых длинномерных изделий | 1980 |
|
SU920343A1 |
| Поточная линия для изготовления деталей типа тел вращения | 1980 |
|
SU1016210A1 |
| АВТОМАТИЗИРОВАННАЯ ПОТОЧНАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ КОЛЕС | 1992 |
|
RU2043817C1 |
| Автоматическая линия для термообработки деталей и устройство для закалки деталей | 1981 |
|
SU1016380A1 |
| КАМЕРНАЯ ТРАНСФОРМИРУЕМАЯ ЭЛЕКТРОПЕЧЬ "ПРЭТТИ" | 1996 |
|
RU2143091C1 |
| Автоматическая линия для изготовления изделий типа опорных роликов тракторов | 1980 |
|
SU929400A1 |
| ГИБОЧНО-ЗАКАЛОЧНЫЙ АГРЕГАТ ДЛЯ ИЗГОТОВЛЕНИЯ ЛИСТОВЫХ РЕССОР | 1973 |
|
SU376461A1 |
| АГРЕГАТ ДЛЯ ФОРМОВКИ И ЗАКАЛКИ РЕССОРНЫХ ЛИСТОВ | 1968 |
|
SU209515A1 |
Изобретение относится к области обработки металлов давлением в сочетании с термообработкой. Устройство содержит последовательно расположенные закалочную печь с окнами загрузки и выгрузки, средство передачи и закалочную машину. Средство передачи содержит механизм гиба. Устройство снабжено размещенными в закалочной печи стационарными направляющими и прижимами заготовок. Прижимы шарнирно закреплены со стороны окна загрузки. Направляющие имеют со стороны окна выгрузки наклонные участки и углубления для фиксации заготовки при гибе. Изобретение позволяет повысить надежность, упростить конструкцию, снизить энергозатраты. 2 з.п.ф-лы, 7 ил.
| Гибочно-закалочный агрегат для изготовления рессорных листов | 1977 |
|
SU651038A1 |
| РУСТЕМ С.П | |||
| Оборудование и проектирование термических цехов | |||
| - М.: Машгиз, 1962, с.373-374, фиг.196а | |||
| Пресс для загиба рессорных листов перед закалкой | 1925 |
|
SU6665A1 |
| Печь для нагрева цилиндрических деталей | 1976 |
|
SU591521A1 |
| DE 19815001 A1, 07.10.1999. | |||

