Изобретение относится к обработке металлов давлением и .предназначено для использования при производстве деталей из гнутых .профилей путем гибки.
Известна трехроликовая машина для 5 гибки профилей, содержащая установленные на рабочих валах гибочные профильные ролики - нижние опорные и верхний нажимной, положение которого регулируется относительно нижних роликов 1. Ю
Недостатком машины является невозможность качественного изготовления профилей типа С-образных и корытных, изогнутых в плоскости стенки профиля.
Целью изобретения является улучше- 1 ние качества профилей путем предупреждения искажения их поперечного сечения.
С этой целью трехроликовая машина для гибки профилированных заготовок, 20 преимуш,ественно типа С-образных или корытных в плоскости стенки профиля, содержашая нажимной и опорные -профильные ролики, установленные на рабочих валах, снабжена оправками, каждая из кото- 25 рых сопряжена по калибру с соответствуюш,им профильным роликом, а также рычагами -по числу оправок, .посредством которых оправки связаны с рабочими валами.30
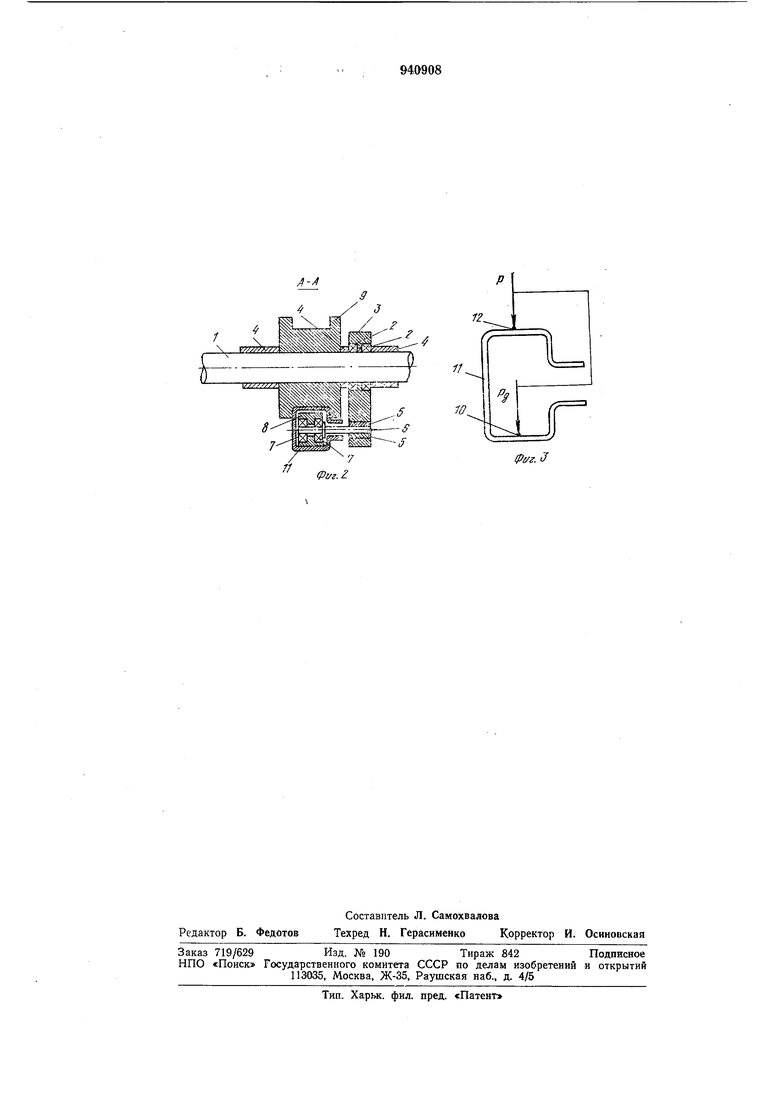
На фиг. 1 показана схема расположения роликов предлагаемой машины для гибки; на фиг. 2 - сечение А--А фиг. 1; на фиг. 3 - схема приложения изгибаюших Профиль давлений.
На рабочем валу 1 установлен при помош,и подшипников 2 рычаг 3, выставляемый по длине вала с помошью дисковых дистанционных элементов 4. На рычаге 3 с возможностью переустановки по его длине, например, .посредством клиновых полуколец 5, закреплена ось 6, на которой на подшипниках 7 установлена оправка 8. Последняя сопряжена по калибру с профильными роликами 9 и введена в контакт с внутренними поверхностями 10 элементов профиля 11.
В этой машине изгибали в плоскости стенки гнутый специальный лрофиль 100X100X25X1,5 мм для короба троллейного шинопровода. При этом профилированная заготовка 11 при прохождении между верхним и нижним валками, расстояние между которыми регулируется, изгибается, когда расстояние а между верхним и нижними профильными роликами 9, воздействующими на профиль по наружной поверхности 12, меньше высоты h профиля. Изгиб происходит вследствие приложения к профилю внешнего изгибающего момента, который создается за счет противоположно направленных давлений на профиль со стороны верхнего и нижних профильных роликов, появляющихся npiH условИи . При этом изгибающие давления, прикладываемые к заготовке, складываются из давлениЯ Р, прикладываемого со стороны профильных роликов к наружной, доступной для контакта с ними, .поверхности 12 профиля и давления Яд, прикладываемого со стороны оправки к внутренней, не доступной для непосредственного контакта с профильными валкам и, поверхности 10 профиля.
Вследствие того, что давления для изгиба, передаваемые роликами, прикладываются к двум элементам (а не к одному, как в известной машине), развиваемое удельное давление уменьшается вдвое и не превышает критического удельного давления, при котором происходит искажение поперечного сечения профиля.
Профили, изогнутые в плоскости их стенки в машине предлагаемой конструкции, имеют неискаженное поперечное сечение и характеризуются стабильностью геометрических размеров, не выходящих за пределы допускаемых отклонений, без волнистости вдоль кромок и стенки профиля, в то время как при изготовлении подобной детали в валках известной конструкции, принятой в -качестве прототипа, наблюдалось искажение поперечного сечения лрофиля (волнообразование вдоль кромок и Стенки профиля до 5-10 мм на 1 м длины вследствие потери устойчивости). Исключение последующей правки позволяет на 20% уменьшить трудоемкость
изготовления короба троллейного шинопровода за счет исключения процессов правки и увеличить в 2 раза производительность в СБЯЗ(И с тем, что применение
предлагаемой конструкции позволяет производить изгиб спрофилированной заготовки в потоке профилегибочного стана.
Как показали расчеты, использование предлагаемого изобретения при изготовлеНИИ коробов троллейного шинопровода из гнутых профилей позволит организовать их производство на профилегибочных станах вместо гибки штампованных половинок с (последующей пх правкой и сваркой.
Формула изобретения
Трехроликовая машина для гибки профилированных заготовок, преимущественно
тИ|Па С-образных или корытных в плоскости стенки профиля, содержащая наж.имной и опорный профильные ролики, установленные иа рабочих валах, отличающаяся тем, что, с целью улучшения качества профилей путем предупреждения искажения их поперечного сечения, она снабжена оправкам.и, каждая из которых сопряжена по калибру с соответствующим профильным роликом, а также рычагами по числу
оправок, посредством которых оправки связаны с рабочими валами.
Источник информации, принятый во внимание при экспертизе:
1. Мощнин Е. Н. Гибка и правка «а ротационных машинах, М., Машиностроение, 1967, с. 145 (прототип).
12
/
/ W
-.f
Ipt/z.iJ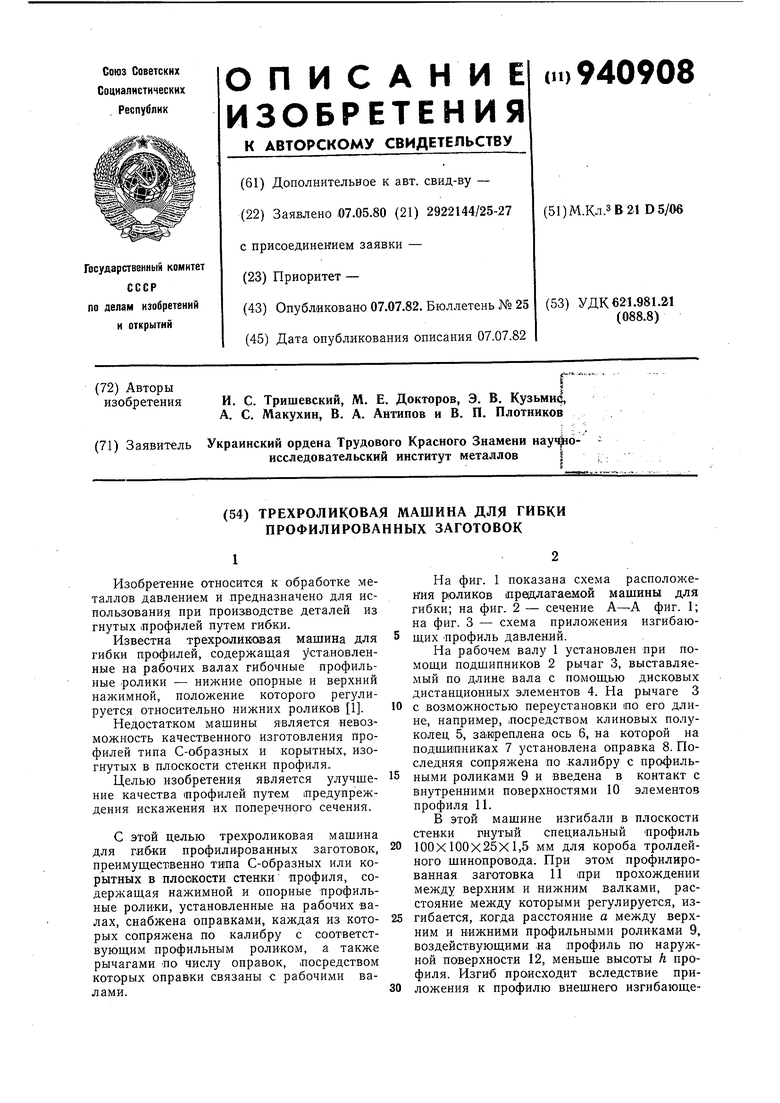

| название | год | авторы | номер документа |
|---|---|---|---|
| Трехроликовая машина для гибки профилированных заготовок | 1981 |
|
SU1003963A2 |
| ТРЕХРОЛИКОВАЯ МАШИНА ДЛЯ ГИБКИ ПРОФИЛЕЙ | 2003 |
|
RU2238163C1 |
| Способ изготовления гнутых профилей | 1980 |
|
SU841162A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГНУТОГО КОРЫТНОГО ПРОФИЛЯ | 1993 |
|
RU2037352C1 |
| Рабочая клеть профилегибочного стана | 1979 |
|
SU893307A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОТКРЫТОГО ТОНКОСТЕННОГО ПРОФИЛЯ ГИБКОЙ | 2006 |
|
RU2351424C2 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ПРОФИЛЯ | 2015 |
|
RU2586367C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ФОРМООБРАЗОВАНИЯ ДЕТАЛЕЙ ИЗ ПРОФИЛЕЙ И ПОЛОС | 2004 |
|
RU2288801C2 |
| Инструмент профилегибочного стана | 1987 |
|
SU1480921A2 |
| Валки рабочей клети многоклетьего профилегибочного стана | 1980 |
|
SU869909A1 |