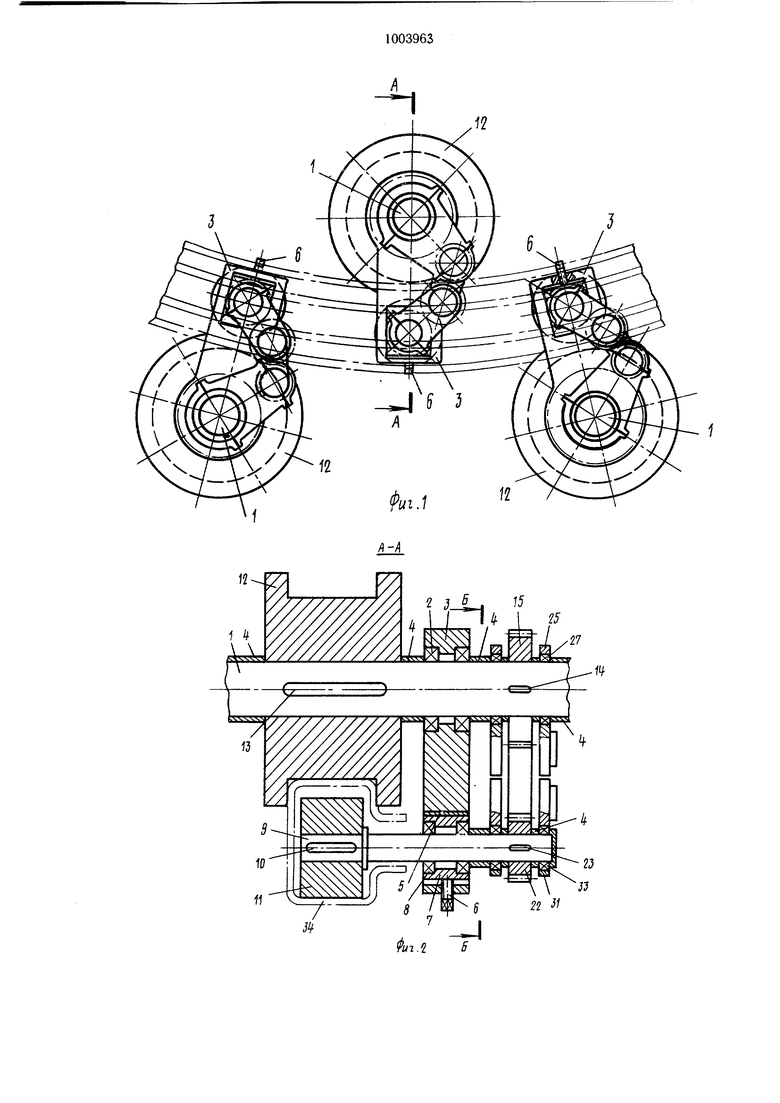
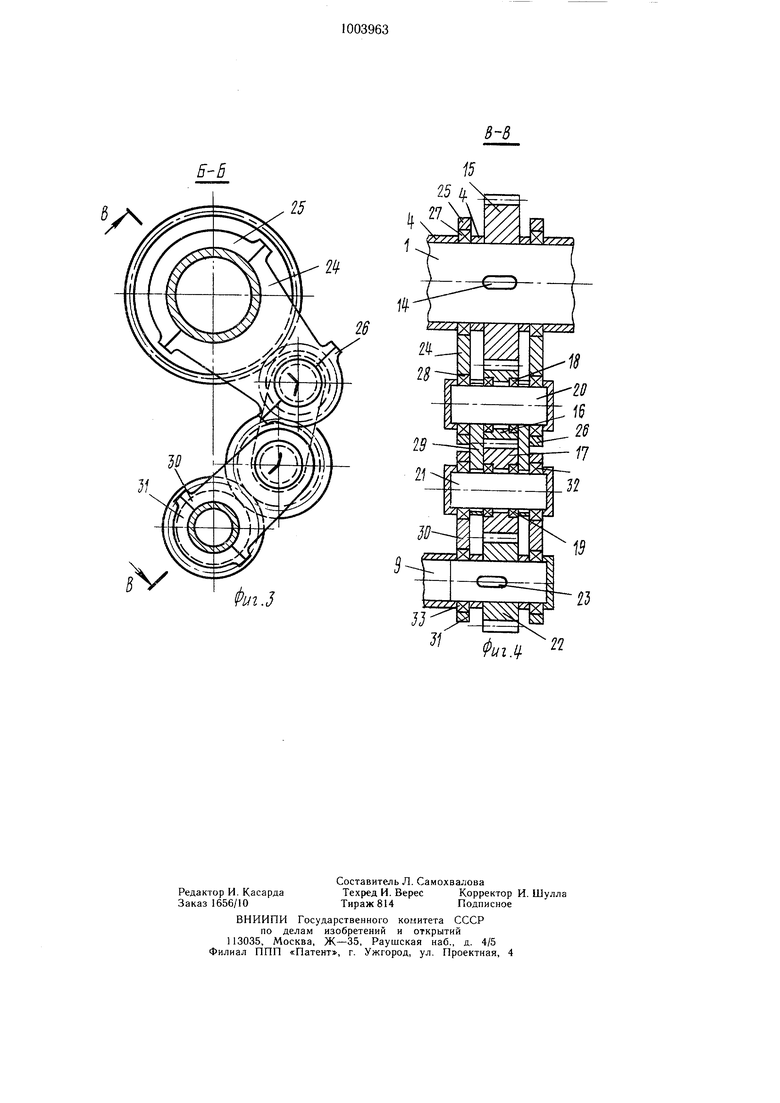
(54) ТРЕХРОЛИКОВАЯ МАШИНА ДЛЯ ГИБКИ ПРОФИЛИРОВАННЫХ ЗАГОТОВОК Изобретение относится к обработке металлов давлением, в частности, к оборудованию, применяемому при изготовлении деталей из гнутых профилей. По основному авт. св. № 940908 известна трехроликовая машина для гибки профилированных заготовок, преимущественно типа С-образных или коротких в плоскости стенки профиля, содержащая нажимной и опорный профильные ролики, установленные на рабочих валах, оправки, каждая из которых сопряжена по калибру с соответствующим профильным роликом, и рычаги по числу оправок, посредством которых оправка связана с рабочими валами 1. Однако у этой машины недостаточное тяговое усилие, прикладываемое со стороны приводных роликов. Цель изобретения - увеличение производительности машины. Эта цель достигается тем, что в трехроликовой машине для гибки профилированных заготовок оправки, установленные на рычагах, кинематически связаны с соответствующими профильными роликами. При этом оправки связаны с соответствующими профильными роликами посредством шестеренной передачи, выполненной с передаточным отношением, равным отношению диаметров профильного ролика и оправки. На фиг. 1 изображена схема расположения роликов предлагаемой машины для гибки; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 2; на фиг. 4 - разрез В-В на фиг. 3. На рабочем валу 1 установлен при помощи подшипника 2 рычаг 3, выставляемый по длине вала с помощью дисковых дистанционных элементов 4. На рычаге 3 с возможностью переустановки по его длине, например, при помощи прокладок 5 и нажимного винта 6, установлена обойма 7, в которой закреплен на подшипнике 8 дополнительный вал 9. На валу 9 с помошью шпонки 10 установлена оправка 11, которая сопряжена по калибру с профильным роликом 12. Последний закреплен на валу 1 с помошью шпонки 13. На валу 1 установлена также с помощью шпонки 14 шестерня 15,кинематически связанная через две сателлитные шестерни 16 и 17, установленные на подшипниках 18 и 19 на осях 20 и 21, с шестерней 22, установпрнной на валу 9 с помощью шпонки 23. Для изменения межосевого расстояния валов 1 и 9, при сохранении надежного зацепления шестерен, вал 1 связан с осью 20 с помош.ью ш,еки 24, стяжных полуколец 25 и 26 и подшипников 27 и 28. Оси 20 и 21 соединены ш,еками 29, а ось 21 с валом 9 с помощью щеки 30, полукольца 31 и подшипников 32 и 33. Пример. Гнутый специальный профиль 100x100x25x1,5 мм для короба троллейного шинопровода изгибают в плоскости стенки профиля в машине предлагаемой конструкции. При этом профилированная заготовка 34 при прохождении между верхним (нажимным) и нижними (опорными) профильными роликами 12, изгибается при условии, когда расстояние между верхним и нижним роликами меньше высоты профиля. При этом, изгибающие профиль давления, прикладываемые к заготовке, складываются из давления, прикладываемого со стороны профильных роликов к наружному доступному для контакта с ними элементу профиля и давления, прикладываемого со стороны дополнительного ролика к внутреннему, недоступному для непосредственного контакта с профильными роликами, элементу профиля. Тяговое усилие, в связи с тем, что оправка 11 является приводной, складывается из тягового усилия, прикладываемого со стороны профильного ролика и со стороны дополнительного ролика, а соответственно, увеличивается производительность машины за счет уменьшения количества проходов, так как увеличивается надежность сцепления заготовки с валками. При этом для улучщения качества профилей, путем исключения проскальзывания заготовки, скорости в месте контакта ее с дополнительным роликом и профильным должны быть пропорциональны отношению - радиус кривизны изгибаемого профиля, h - высота профиля в плоскости изгиба (в данном случае ширина стенки профиля). Это достигается за счет соответствующего выбора передаточного отношения шестеренной передачи. Для R/h5:20 отношение - V можно принять приблизительно равным единице и тогда передаточное отношение шестеренной передачи выбирается равным отношению профильного и дополнительного роликов. Профили, изогнутые в плоскости их стенки, в машине предлагаемой конструкции имеют требуемое качество. Количестве технологических переходов при их изготовлении по сравнению с известными уменьшилось на 30-40%, производительность машины при этом увеличилась на 20-30%, а энергопотери на трение уменьшились-на 10-15%, Как показывают расчеты, использование предлагаемой машины при изготовлении коробов троллейного шинопровода из гнутых профилей позволяет увеличить ее производительность и уменьщить энергопотери на трение, Формула изобретения 1. Трехроликовая машина для гибки профилированных заготовок по авт. св. № 940908, отличающаяся тем, что, с целью увеличения производительности машины, оправки, установленные на рычагах, кинематически связаны с соответствующими профильными роликами, 2. Машина по п. 1, отличающаяся тем, что оправки связаны с соответствующими профильными роликами посредством шестеренной передачи, выполненной с передаточным отношением, равным отношению диаметров профильного ролика и оправки. Источники информации, принятые во внимание при экспертизе 1. Заявка № 2922144/25-27, кл. В 21 D 5/06, 07.05.81 (прототип).
25
г
fez.J
| название | год | авторы | номер документа |
|---|---|---|---|
| Трехроликовая машина для гибки профилированных заготовок | 1980 |
|
SU940908A1 |
| Трехроликовая машина для гибки профильных заготовок | 1991 |
|
SU1796312A1 |
| ТРЕХРОЛИКОВАЯ МАШИНА ДЛЯ ГИБКИ ПРОФИЛЕЙ | 2003 |
|
RU2238163C1 |
| УСТРОЙСТВО ДЛЯ ПРОФИЛИРОВАНИЯ МНОГОЗАХОДНЫХ ВИНТОВЫХ ТРУБ | 2007 |
|
RU2339478C1 |
| Трехроликовая машина | 1989 |
|
SU1780898A1 |
| Валок рабочей клети профилегибочного стана | 1982 |
|
SU1139535A1 |
| Ротационная сортогибочная машина | 1980 |
|
SU940914A1 |
| СПОСОБ И УСТРОЙСТВО ГИБКИ ДЛИННЫХ ПРОФИЛИРОВАННЫХ ЗАГОТОВОК | 2004 |
|
RU2259250C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ФОРМООБРАЗОВАНИЯ ДЕТАЛЕЙ ИЗ ПРОФИЛЕЙ И ПОЛОС | 2004 |
|
RU2288801C2 |
| Профилегибочный стан | 1982 |
|
SU1123761A1 |