65
X) ;О
О
сд
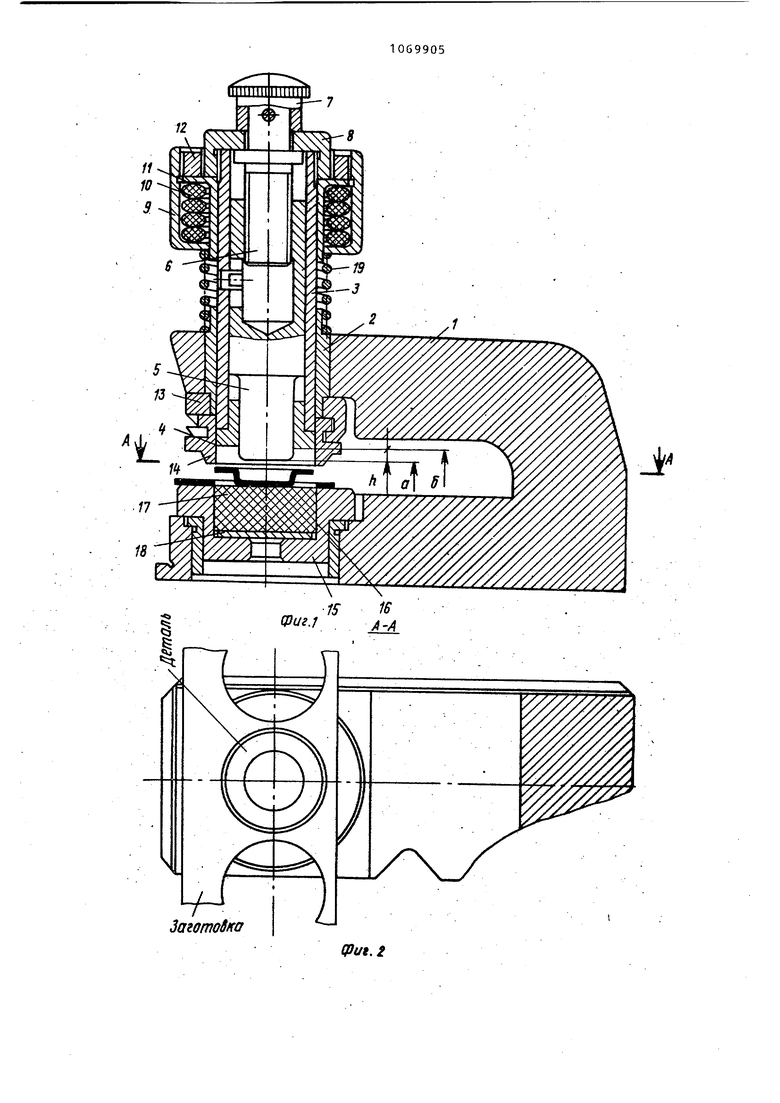
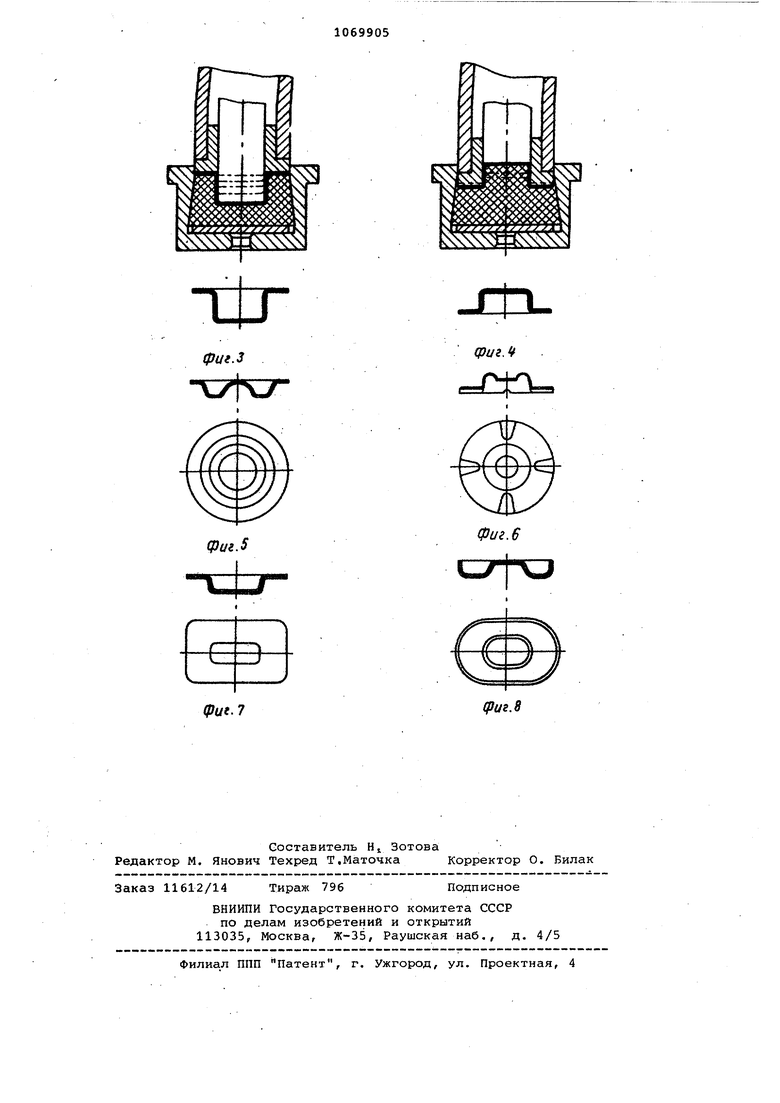
Изобретение относится к холодно штамповке листовых деталей по элементам и Может быть использовано в универсально переналаживаемых штам пах (УШИ) для вытяжки и вырубки рель ефных (объемных) деталей, изго тавливаемых из листового проката в . условиях многономенклатурного опытн го и мелкосерийного производства. Наиболее близкой по технической сущности и достигаемому результату к предлагаемой является кассета уни версального штампа, содержгицая втул ку, закрепленную-в верхней части С-образного корпуса, расположенный во втулке пуансон с режущей кромкой и размещенную в нижней части корпус жесткую вырубную матрицу с осевой полостью L11. Однако при использовании известной кассеты невозможно получить детали различной формы И размеров. Цель изобретения - расширение номенклатуры изготавливаемых деталей . Указанная цель достигается тем, что в кассете универсального штамп содержащей втулку, закрепленную в верхней части С-образного корпуса, расположенный во втулке пуансон с режущей кромкой и размещенную в ниж ней части корпуса жесткую вырубную матрицу с осевой полостью, пуансон выполнен телескопическим, с периг ферийной частью в виде цилиндра с режущей кромкой на торце и с центральной частью в виде связанного с приводом его относительного осевого перемещения стержня с рабочей формообразующей поверхностью на торце, а кассета снабжена дополнительной матрицей в виде эластичной подушки, размещенной в полости вырубной матрицы. На фиг. 1 изображена кассета универсального штампа, вид сбоку; на фиг. 2 - разрез А-А на фиг. Ijt на фиг. 3 - вариант формообразования детали, при котором вначале производится вытяжка, а затем выруб ка детали, на фиг. 4 - то же, внача ле производится вырубка, а затем вытяжка детали на фиг. 5-8 - образ цы штампуемых деталей. Кассета содержит С-образный корпу 1 f в верхней части которого запрессована втулка 2 , служащая для направления телескопического пуансона с периферийной частью в виде цилиндра 3 с режущей кромкой 4 на торце и с цент ральной частью в виде связанного с приводом его относительного перемещения стержня 5 с рабочей формообразующей поверхностью на торце. Изм нение относительного положения стер ня 5 осуществляется посредством винта 6 с головкой 7, смонтированного в резьбовом кольце 8. Для осуществления прижима заготовки в верхней части корпуса 1 расположена обойма 9, в верхней части которой смонтированы буферные кольца 10, кольцо 11 и регулирующее силу прижима кольцо 12. В нижней части обоймы 9 закреплена кольцеобразная втулка12, 6 которой размещен быстросменный прижим 14. Внизу корпуса 1 расположена быстросменная вырубная матрица 15 с осевой полостью 16, в которой размещена дополнительная матрица в виде эластичной подушки 17, опирающейся на вкладыш 18. Пружина 19 служит для возвращения телескопического пуансона в исходное положение. Перед началом работы в зависимости от глубины вытяжки вращением посредством головки 7 винтом 6 регулируется положение нижней поверхности а стержня 5 с формообразующей поверхностью относительно нижней поверхности S режущей кромки 4 периферийной части устанавливая таким образом положение рабочих поверхностей частей пуансонов на заданный размер h глубины вытяжки. Работа кассеты осуществляется следующим образом. При воздействии пресса (не показан ) на головку 7 винта 6 весь телескопический пуансон и обойма 9 опускаются. Вначале прижим 14 принимает заготовку к вырубной матрице 15, затем стержень 5 с формообразующей поверхностью впрессовывает обрабатываемый материал в эластичную мат-рицу 17, которая при этом формирует заготовку по стержню 5, и, наконец, режущая кромка 4 телескопического пуансона, достигнув вырубной матрицыу вырубивает наружный контур фланца детали. Поверхность & режущей кромки 4, прижимая фланец вырубленной детали к эластичной матрице 17,придает детали нужную форму (фиг. 3).. При изменении направления вытяжки (фиг. 4) вначале происходит вырубка заготовки, затем ее формообразование . По сравнению с известными предлагаемая кассета универсального штампа расширяет технологические возможности для формообразования рельефных деталей, имеющих разную глубину выТяжки. При этом затрачиваемое время на переналадку для регулирования глубины вытяжки различнЕлх деталей значительно сокращается.
Ч
3azomo8ifo
cput.i
фиг.З
(pui.S
(puz.t
.6
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп совмещенного действия | 1989 |
|
SU1768344A1 |
| Штамп совмещенного действия | 1987 |
|
SU1488071A1 |
| Штамп для вырубки, вытяжки и обрезки | 1977 |
|
SU624687A1 |
| Штамп для вырубки и многопереходной вытяжки за один ход ползуна пресса | 1980 |
|
SU940929A1 |
| Штамп для изготовления конических деталей с отогнутым фланцем | 1980 |
|
SU958013A1 |
| Комбинированный штамп для вырубкиКОНТуРА ВыТяжКи и гибКи бОРТОВ | 1978 |
|
SU799869A1 |
| УНИВЕРСАЛЬНЫЙ КОМБИНИРОВАННЫЙ ШТАМП ДЛЯ ВЫРУБКИ ЗАГОТОВКИ И ВЫТЯЖКИ ИЗДЕЛИЙ | 2009 |
|
RU2436648C2 |
| Штамп для вырубки, вытяжки, пробивкии ОТбОРТОВКи | 1979 |
|
SU841727A1 |
| УСТРОЙСТВО ДЛЯ ВЫРУБКИ, ВЫТЯЖКИ И ОБРЕЗКИ ДЕТАЛЕЙ | 2003 |
|
RU2240887C1 |
| ШТАМП ДЛЯ ВЫРУБКИ И МНОГОПЕРЕХОДНОЙ ВЫТЯЖКИ | 2006 |
|
RU2322321C2 |
КАССЕТА УНИВЕРСАЛЬНОГО ШТАМПА, содержащая втулку, закрепленную в верхней части С-образного корпуса, расположенный во втулке пуансон с режущей кромкой и размещенную в нижней части корпуса жесткую вырубную матрицу с осевой полостью, о т личающаяся тем, что, с целью . расширения номенклатуры изготавливаемых деталей, пуансон вьтолнен телескопическим, с периферийной частью в виде цилиндра с режущей кромкой на торце и с центральной частью в виде связанного с приводом его относительного осевого перемещения стержня с рабочей формообразующей поверхностью на торце, а кассета снабжена дополнительной матрицей в виде эластичной подушки, размещенной в плоскости выруб.ной матрицы.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ИЗ ПРОВОЛОКИ | 0 |
|
SU366909A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
