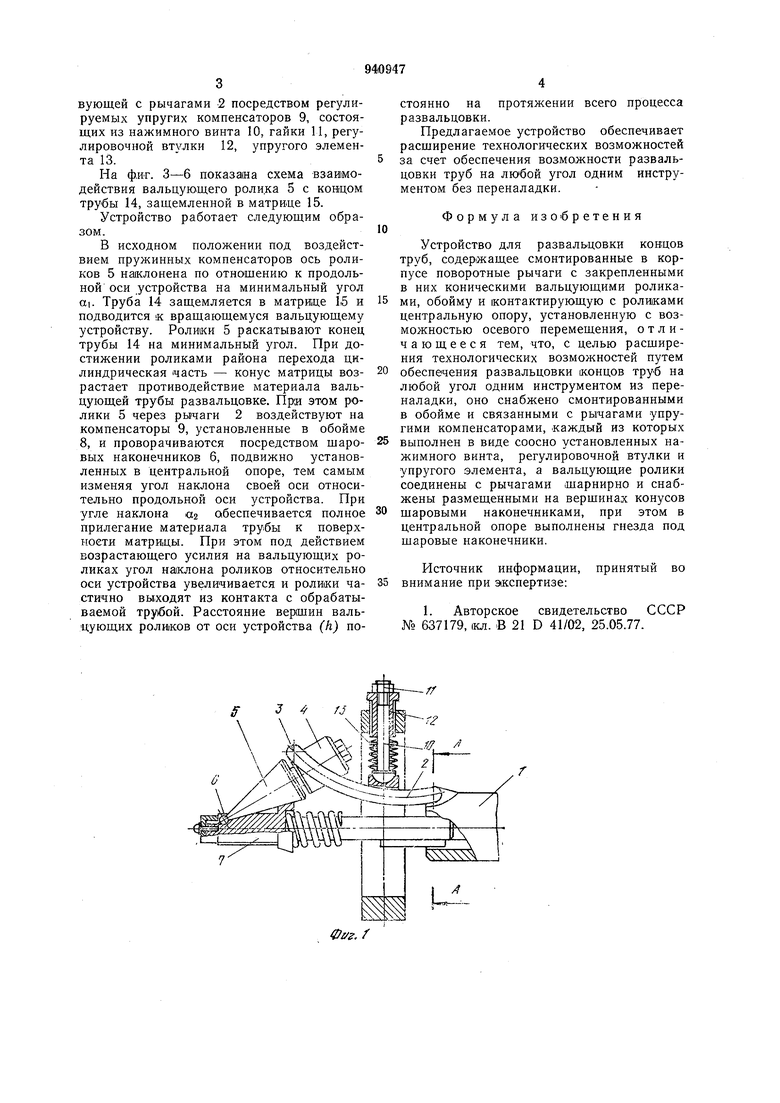
вующей с рычагами 2 посредством регулируемых упругих компенсаторов 9, состоящих из нажимного винта 10, гайки 11, регулировочной втулки 12, упругого элемента 13. На ф.иг. 3-6 показана схема взаимодействия вальцующего ролика 5 с концом трубы 14, защемленной в матрице 15. Устройство работает следующим образом. В исходном положении под воздействием пружинных компенсаторов ось роликов 5 наклонена по отнощению к продольной оси устройства на минимальный угол аь Труба 14 защемляется в матрице 15 и подводится к вращающемуся вальцующему устройству. Ролики 5 раскатывают конец трубы 14 на минимальный угол. При достижении роликами района перехода цилиндрическая часть - конус матрицы возрастает противодействие материала вальцующей трубы развальцовке. При этом ролики 5 через рычаги 2 воздействуют на компенсаторы 9, установленные в обойме 8, и проворачиваются посредством щаровых наконечников 6, подвижно установленных в центральной опоре, тем самым изменяя угол наклона своей оси относительно продольной оси устройства. При угле наклона «2 обеспечивается полное прилегание материала трубы к поверхности матриды. При этом под действием возрастающего усилия на вальцующих роликах угол наклона роликов относительно оси устройства увеличивается и роли1ки частично выходят из контакта с обрабатываемой труйой. Расстояние вершин вальцующих роли1ков от оси устройства (h) постоянно на протяжении всего процесса развальцовки. Предлагаемое устройство обеспечивает расщирение технологических возможностей за счет обеспечения возможности развальцовки труб на лкубой угол одним инструментом без переналадки. Формула изобретения Устройство для развальцовки концов труб, содержащее смонтированные в корпусе поворотные рычаги с закрепленными в них коническими вальцующими роликами, обойму и контактирующую с роли1ками центральную опору, установленную с возможностью осевого перемещения, отличающееся тем, что, с целью расщирения технологических возможностей путем обеспечения развальцовки концов труб на любой угол одним инструментом из переналадки, оно снабжено смонтированными в обойме и связанными с рычагами упругими компенсаторами, -каждый из которых выполнен в виде соосно установленных нажимного винта, регулировочной втулки и упругого элемента, а вальцующие ролики соединены с рычагами шарнирно и снабжены размещенными на верщинах конусов щаровыми наконечниками, при этом в центральной опоре выполнены гнезда под щаровые наконечники. Источник информации, принятый во внимание при экспертизе: 1. Авторское свидетельство СССР № 637179, 1КЛ. В 21 D 41/02, 25.05.77.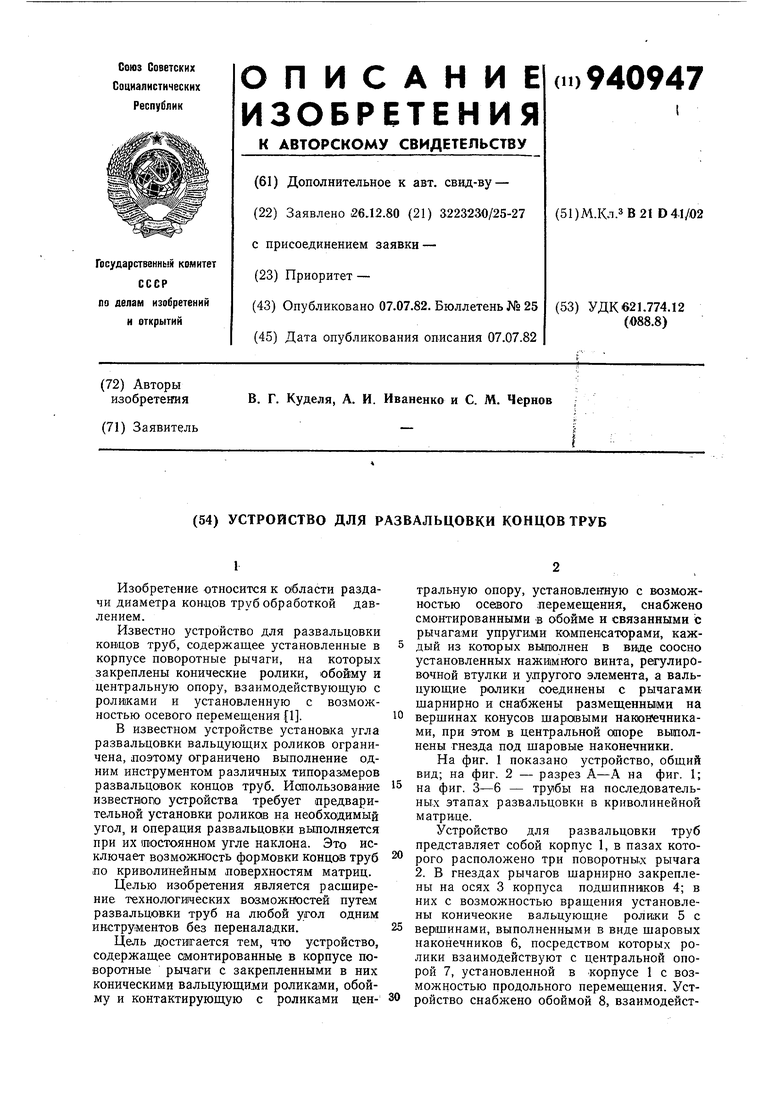
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для развальцовки концов труб на конус | 1990 |
|
SU1784367A1 |
| Вальцовка для труб | 1984 |
|
SU1191147A1 |
| Устройство для деформирования трубчатых заготовок | 1980 |
|
SU944715A1 |
| Устройство для развальцовки концов труб | 1977 |
|
SU637179A1 |
| Устройство для вальцевания концов труб на конус | 1978 |
|
SU749507A1 |
| Устройство для развальцовки труб в трубных решетках | 1983 |
|
SU1110517A1 |
| Задняя бабка металлорежущего станка | 1983 |
|
SU1114490A1 |
| Установка для получения трубчатых заготовок | 1976 |
|
SU608591A1 |
| СПОСОБ ОБРАБОТКИ КОНЦОВ ТРУБ ДЛЯ СОЕДИНЕНИЙ ТРУБОПРОВОДОВ И ШТАМП, ИСПОЛЬЗУЕМЫЙ В ЭТОМ СПОСОБЕ | 2002 |
|
RU2222404C2 |
| Устройство для развальцовки концовТРуб HA КОНуС | 1979 |
|
SU814520A1 |
//
Кчя,-
-/ if
фуг.
