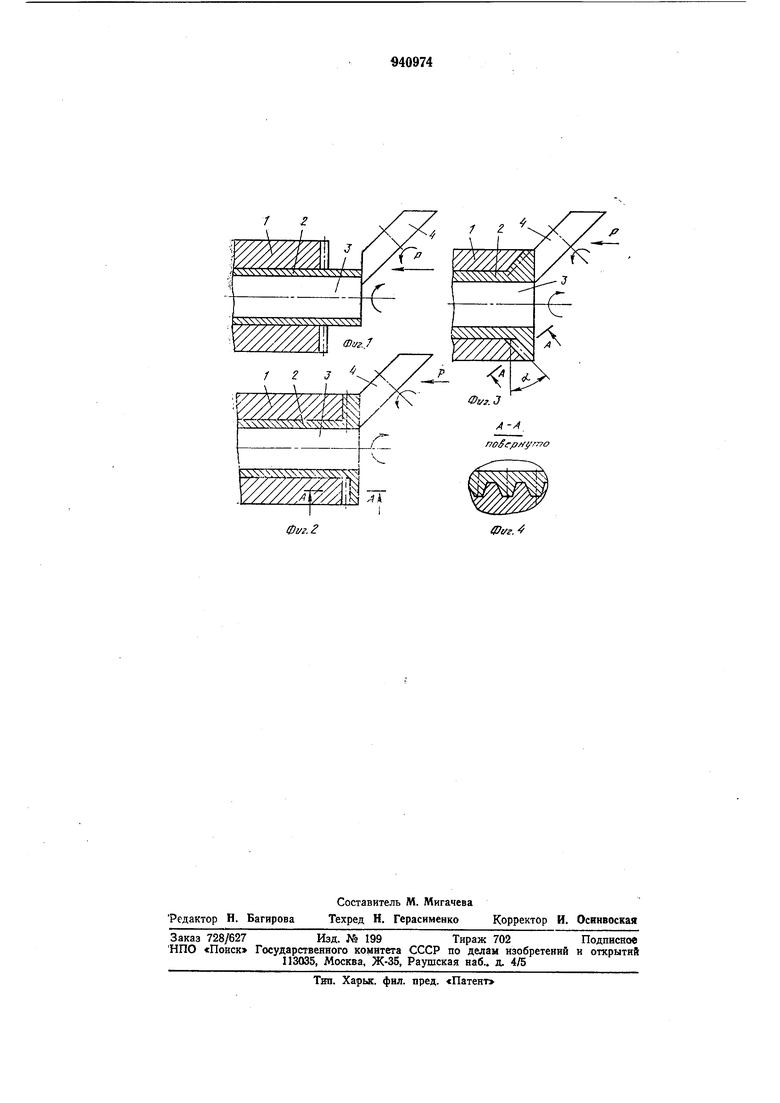
выдавливания зубьев на торцовых и конических поверхностях; на фиг. 4 - сечение по зубьям.
В матрицу 1, на торцовой поверхности которой выполнен профиль готового изделия, помещают трубную заготовку 2 с оправкой 3.
Выдавливание профиля зубьев происходит следующим образом.
Матрице 1 и заготовке 2 с оправкой 3 сообщают вращение. Роликом (раскатным валком) 4 с усилием Р воздействуют на торцовую поверхность заготовки. Получая вращение от контактирующей поверхности, ролик раскатывает с одновременной от|бортовкой торцовую поверхность заготовки, создавая перемещающийся по периметру локализованный очаг деформации. При этом Пластическая деформация охватывает все .поперечное сечение, расположенное между профилем матрицы и контактирующей поверхностью заготовки с ро ликом.
Металл заготовки дри минимальных усилиях деформирования заполняет профиль матрицы.
Пример осуществления способа.
Проводилась обработка зубьев конических щестерен и муфт сцепления с профилем «-мышиный зуб.
В качестве заготовки были использованы трубы из стали 20 и стали 12X18 HI ОТ, 0 40 мм.
Трубу устанавливали в матрицу с выходом ее конца за лределы последней на длину L, определяемую зависимостью
L,
9
Озаг
где Удет - объем металла, идущий на оформление детали IB матрице;Sjar - площадь поперечного сечения
трубы.
Для конической шестерни Кд„ 90000 5заг 2000 мм2; т 90000 , -2000- Затем производили раскату свободного конца трубы роликом, перемещающимся параллельно оси трубы. В процессе раскатки было установлено, что профиль деталей идентичен профилю инструмента, точность изделий на 1 степень грубее точности инструмента. При 0(б{)аботке соблюдались следующие режи(мы:| осевое усилие 12 тс; скорость вращения I матрицы 60 об/мин; диаметр фланцев |00 мм. Предлагаемый способ обеспечив|ает изготовление торцовых и конических колес высокой точности при мини;мальн1|1х усилиях деформирования из трубных заготовок, что особенно важно в мащиностроении, так как сокращаются наиболее трудоемкие зубоотделочные операции, экономится металл. Произведенные рас|четы и испытания подтвердили работоапосрбность
предла.паемого способа и показа; и, что ожидаемое повышение точности оЬ сравнению с накатанными шестернями
состаобретевит 1-2 степени. Использование ш
ния обеспечит существенное повЬтшение производительности труда в производстве зубчатых колес и снижение расхода металла.
Формула изобретенир
Способ выдавливания зубьев HI изделиях, 1при котором исходную полую заготовку устанавливают внутри матрицы с профилированной рабочей товерхщстью и
деформируют ее вращающимся paqKaTHbm валком, отличающийся тем,| что, с целью обеспечения возможности вьщавливания зубьев на торцовых и коничеоких 1поверхностях изделий и повышения точности обработки, для обработки используют матрицу с торцовой рабочей роверхностью, при установке заготовки ее| передний конец выводят за пределы Цатрицы на расстояние, равное отношению :объема
металла, идущего на формообразование одной детали, к площади попереч1 ого сечения заготовки, .а /в процессе дефсррмирования раскатный валок устанавливают заподлицо с торцом заготовки и перемещают параллельно оси заготовки в направлении рабочей поверхности матрицы.
Источники информации, принятые во вни1мание при экспертизе:
1.Авторское свидетельство СССР № 231515, кл. В 21 Е 5/02, 01.07.67.
2.Авторское свидетельство СССР № 508320, кл. В 21 Н 5/00, 09.04.73 (прототвп).
ф1/г.2
-,
noSe/)
фуг. 4
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения осесимметричных деталей | 1986 |
|
SU1488087A1 |
| Способ изготовления кольцевых заготовок раскаткой | 1982 |
|
SU1038033A1 |
| Способ получения колец из трубной заготовки | 1987 |
|
SU1493359A1 |
| ПОЛУКОРПУС ШАРОВОГО КРАНА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2014 |
|
RU2597852C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБОЛОЧКИ ОСКОЛОЧНОГО БОЕПРИПАСА | 2002 |
|
RU2225768C1 |
| Устройство для раскатки осесимметричных изделий | 1984 |
|
SU1222376A1 |
| Способ изготовления тонкостенных оболочек периодического профиля из алюминиевых сплавов | 2016 |
|
RU2623203C1 |
| УСТРОЙСТВО ДЛЯ РАСКАТКИ ГИБКИХ КОЛЕС ВОЛНОВОЙ ПЕРЕДАЧИ | 1993 |
|
RU2063289C1 |
| Инструмент для раскатки трубчатых заготовок | 1986 |
|
SU1346301A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЛИННООСНЫХ ИЗДЕЛИЙ | 2018 |
|
RU2686704C1 |