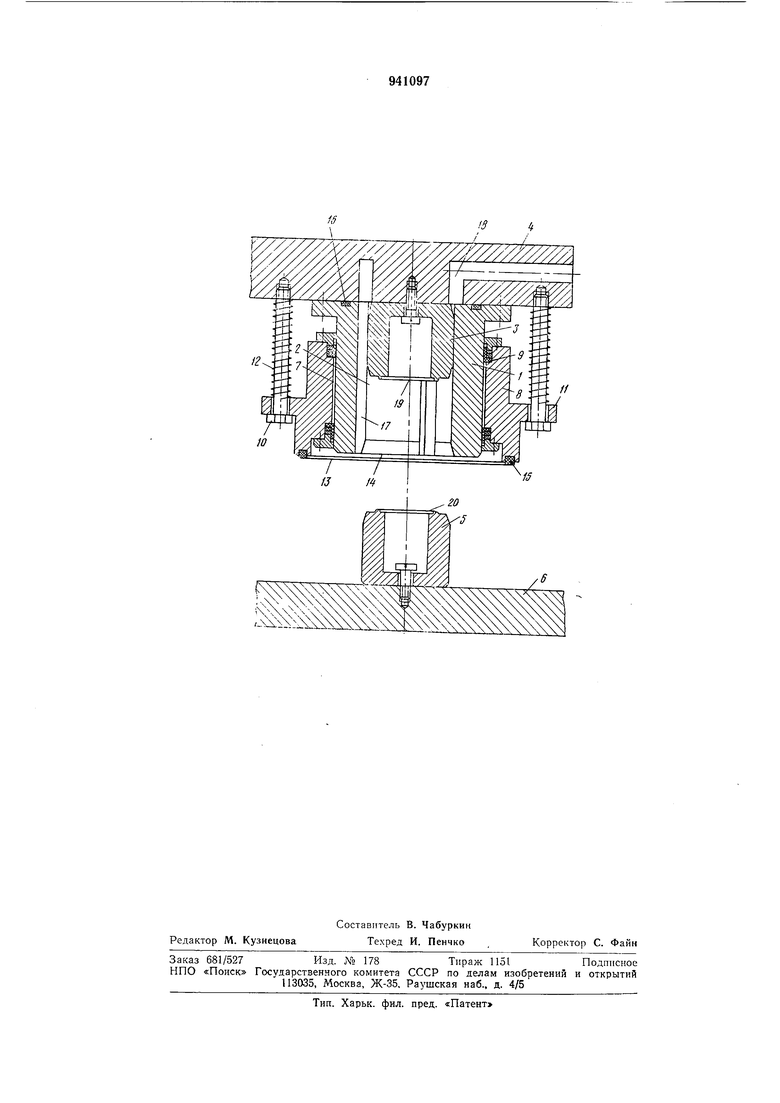
Штамп содержит центрирующий стакан 1, в полости 2 которого размещен пуансон 3. Стакан и пуансон укреплены на верхней плите 4 штампа. Матрица 5 установлена на нижней плите 6. На наружной поверхности 7 стакана 1 размещена муфта 8 с уплотнениями 9, герметизирующими зазор между муфтой 8 и наружной поверхностью 7 стакана 1. Высота муфты 8 не больще высоты стакана 1. Муфта 8 может перемещаться вдоль оси стакана. Положение муфты 8 относительно стакана 1 в раскрытом штампе определяется винтами 10, ввинченными сквозь фланец 11 муфты 8 в верхнюю плиту 4 штампа, ,и надетыми на винты 10 пружинами 12, которыми муфта 8 прижимается к головкам винтов 10. В этом положении нижний торец 13 муфты выходит за нижний торец 14 стакана 1. На нижнем торце 13 муфты закреплено кольцевое уплотнение 15. В соединении стакана 1 с верхней плитой 4 размешено уплотнение 16. В стакане имеются каналы 17, выполненные, например, в виде пазов, а в плите 4 - каналы 18. Каналы 17 и 18 сообщаются. Кан-алы 18 плиты 4 соединены с клапанами газовой и вакуумной системами (на чертеже не показаны) . Пуансон 3 и матрица 5 имеют кольцевые выступы 19 и 20, которыми свариваются фланцы корпуса и крышки герметизируемого нрибора (на чертеже не показан).
Штамп работает следующим образом.
В м.атрицу вставляется герметизируем.ый прибор, прикрытый крышкой. Фланец корцуса прибора располагается на рабочем выступе 20 М1атрицы 5.
При опускании верхней плиты 4 штамда под действием усилия пресса кольцевое уплотнение 15 муфты 8 входит в контакт о нижней плитой 6 штампа. Между фланцем 11 муфты 8 и головками винтов 10 образуется зазор. Уплотнение 15 прижим1ается к нижней плите 6 усилием пружин .12. Между нижним торцом 14 стакан.а 1 и нижней плитой б штампа остается зазор. В этом положении верхняя плита 4 останавливается.
Открывается вакуумный клапан, и через каналы 18 верхней плиты 4 штампа и каналы 17 стакана 1 его полость 2 соединяется с вакуумным насосом. Происходит откачка полостей шт1ампа (стакана и внутреннего объема герметизируемого прибора). При этом воздух откачивается практически из всех щелей и капилляторов между деталями герметизируемого прибора. Затем вакуумный клапан закрывается.
Открывается газовый кл1апан и соединяет через те же каналы полости штампа и внутреннего объема с системой напуска защитного газа. После этого верхняя плина 4 перемещается вниз до упора нижнего торца 14 центрирующего стакана 1 в нижнюю плиту 6.
Рабочие выступы 19 и 20 деформируют фланцы корпуса и крышки прибора на заданную высотой стакана величину, сваривая их и герметизируя прибор. При этом расстояние между рабочими выступами становится равным остаточной толщине металла в сварном шве. Затем штамп раскрывается и герметизированный прибор вынимается из м.атрицы.
Использование для сварки предлагаемого штампа позволит повысить стабильность электрических характеристик герметизируемого полупроводникового прибора.
Формула изобретения
Штамп для герметизации холодной сваркой корпусов преимущественно силовых полупроводниковых приборов, содержащий верхнюю плиту, на которой укреплены цeнJrpиpyющий стак1ан и размещенный в его полости пуансон, и нижнюю плиту, на которой размещена матрица, при этом высота стакана превышает суммарную высоту пуансона и матрицы на величину, равную остаточной толщине металла в зоне сварного соединения, отличающийся тем, что, с целью стабилизации электрических характеристик герметизируемого силового полупроводникового нрнбора путем З1ап)олнения его внутреннего объема защитным газом заданного состава, щтамп снабжен вакуумной и газовой системами и установленной с возможностью перемещения вдоль оси стакана охватыв ающей его муфтой, подпружиненной относительно верхней плиты щт1ампа и выступающей за нижний торец стакана раскрытого щтампа, причем высота муфты не превыщает высоты стакана, торец и внутренняя поверхность муфты снабжены уплотнениями, а выполнен с каналами, связ анными с каналами, выполненными в одной из плит щтампа и соединенными с вакуумным и газовым клапанами.
Источник информации, принятый во при экспертизе:
1. Техническое описание полуавтом-ата холодной сварки полупроводниковых приборов. И.020,0007/ТТО, 1967 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для пробивки и зачистки отверстий | 1982 |
|
SU1144747A1 |
| Штамп для раздачи полых деталей | 1985 |
|
SU1269885A2 |
| Штамп для выдавливания деталей типа ролика | 1985 |
|
SU1276415A2 |
| Штамп для обработки листового материала | 1978 |
|
SU727275A1 |
| Штамп для обработки листового материала | 1977 |
|
SU626860A1 |
| Штамп для формования полых деталей | 1984 |
|
SU1155329A1 |
| Штамп для выдавливания изделий типа тонкостенных стаканов | 1981 |
|
SU1007815A1 |
| Устройство для циклического прессования длинномерных изделий из порошка | 1982 |
|
SU1014655A1 |
| Способ изготовления полых изделий с фланцем | 1982 |
|
SU1142196A1 |
| Комбинированный штамп | 1979 |
|
SU963620A1 |