11
Изобретение относится к обработке металлов давлением, а именно к штамповой оснастке.
Г1ель изобретения - повышение производительности при формовании из полого полуфабриката.
Указанная цель достигается тем, что в штампе для формования полых деталей, содержащем подвижную и неподвижную плиты, несущие соосно установленные жесткую деформирующую матрицу с рабочей полостью и деформрующий пуансон из пластичного металла, матрица выполнена с заходным ципиндриче.ским участком для фиксаци полуфабриката, а щтамп снабжен матрицей для осадки пуансона с рабочей полостью, соответствующей заходному участку деформирующей матрицы, и установленной на неподвижной плите с возможностью поворота на 180 в горизонтальной плоскости траверсой, при зтом матрицы жестко закреплены на траверсе симметрично ее оси поворота.
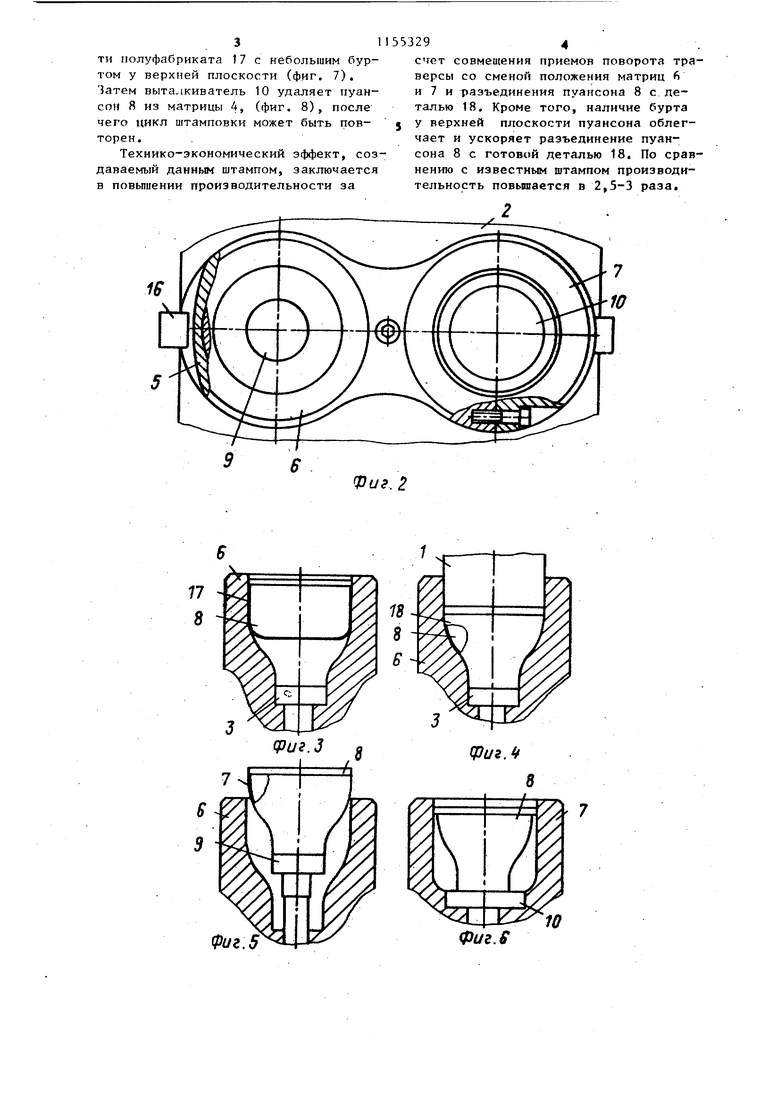
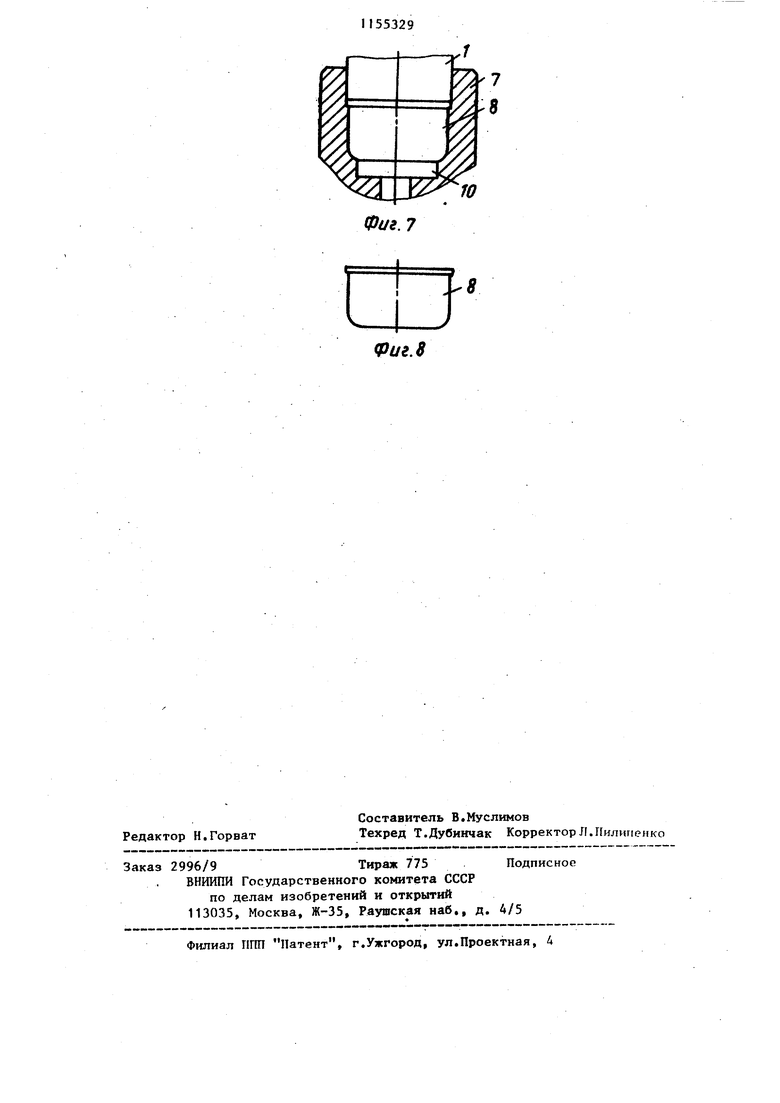
На фиг. 1 изображен штамп,, общий вид, продольный разрез; на фиг. 2 то же, вид сверхуi на фиг. 3-7 переходы при штамповке детали; на фиг. 8 - пуансон после осадки. Штамп содержит подвижную плиту (не показана), несущую плунжер 1, неподвижную плиту 2, на которой устновлена составная траверса, состоящая из прикрепленной к оси 3 ее поворота внутренней части 4 и скрепле ных с ней винтами двух полуколец 5. На траверсе жестко закреплены симметрично ее оси 3 поворота установленная соосно с плунжером 1 деформирующая матрица 6 и матрица 7 для осадки деформирующего пуансона 8, выполненного из пластичного металла например свинца.
Матрицы 6 и 7 снабжены выталкивателями 9 и 10 соответственно.
Деформирующая матрица 6 выполнена с рабочим 11 и заходным цилиндрическим 12 участками для установки и фиксации предварительно изготовленного полого полуфабриката.
Матрица 7 для осадки пуансона 8 вьшолнена с рабочей полостью, соответствукяцей заходному.участку матрицы 6.
Траверса с закрепленными на ней матрицами 6 и 7 установлена с возмоностью поворота на 180 в горизонтальной плоскости.
292
Недодвижная плита 2 выполнена со С|}5ерическими выемками, в которых размещены шарики 13 и подпружиненные пружинами 14 шариковые фиксаторы 15, служащие для фиксации матриц 6 и 7 в конечных положениях после поворота, для чего на их нижних поверхностях выполнены углубления с
К плите 2 с двух сторон прикреплены угольники 16, концы которых входят в пазы, вьшолненные в полукольцах 5.
Штамп работает следующим образом.
В предварительно изготовленный полый полуфабрикат в виде стакана вставляют деформирующий пуансон 8 и устанавливают их в заходный учас-. ток 12 матрицы 6.
При рабочем ходе плунжер 1 воздействует на пуансон 8 и вытес.няет его в рабочую часть 11 матрицы 6, придавая полуфабрикату 17 форму готовой детали 18.
Объем пуансона 8 должен быт несколько больше объема полости полуфабриката 17 и детали 18, вследствие чего после формообразования на пуансоне образуется бурт, диаметр которого равен диаметру полости матрицы 6. После окончания штамповки выталкиватель 9 удаляет готовую деталь 18 с пуансоном 8 из матрицы 6.
Затем траверса поворачивается на 180° с помощью одного из известных механизмов ( не показан), воздействующего на ось 3 траверсы. Таким механизмом может быть, например, превмоцилиндр со штоком поршня, снабженным зубчатой рейкой, сцепленной с шестерней, сидящей на нижней части оси 3.
Во время поворота траверсы пуансон 8 извлекают из детали 18. Это может быть выполнено, например, с помощью ручного инструмента (показан), который заводят между краем борта детали 18 и буртом пуансона 8, либо с помощью разъемного приспособления (не показано).
После поворота траверсы матрица 7 находится под плунжером 1. В нее укладывают пуансон 8 (фиг. 6), имеющий форму полости детали 18 с буртом у верхней части, и плунжер 1 осаживает его, придавая пуансону 8 исходную форму и размеры внутренней поло311
ти полуфабриката 17 с небольшим буртом у верхней плоскости (фиг. 7), Чатем выталкиватель 10 удаляет пуансон 8 из матрицы 4, (фиг. 8), после чего цикл штамповки может быть повторен.
Технико-экономический эффект, создаваемый данным штампом, заключается в повьпиении производительности за
553294
сто т совмещения приемов поворота траверсы со сменой положения матриц 6 и 7 и разъединения пуансона 8 с деталью 18. Кроме того, наличие бурта
J у верхней плоскости пуансона облегчает и ускоряет разъединение пуансона 8 с готовой деталью 18. По сравнению с известным штампом производительность повьппается в 2,5-3 раза.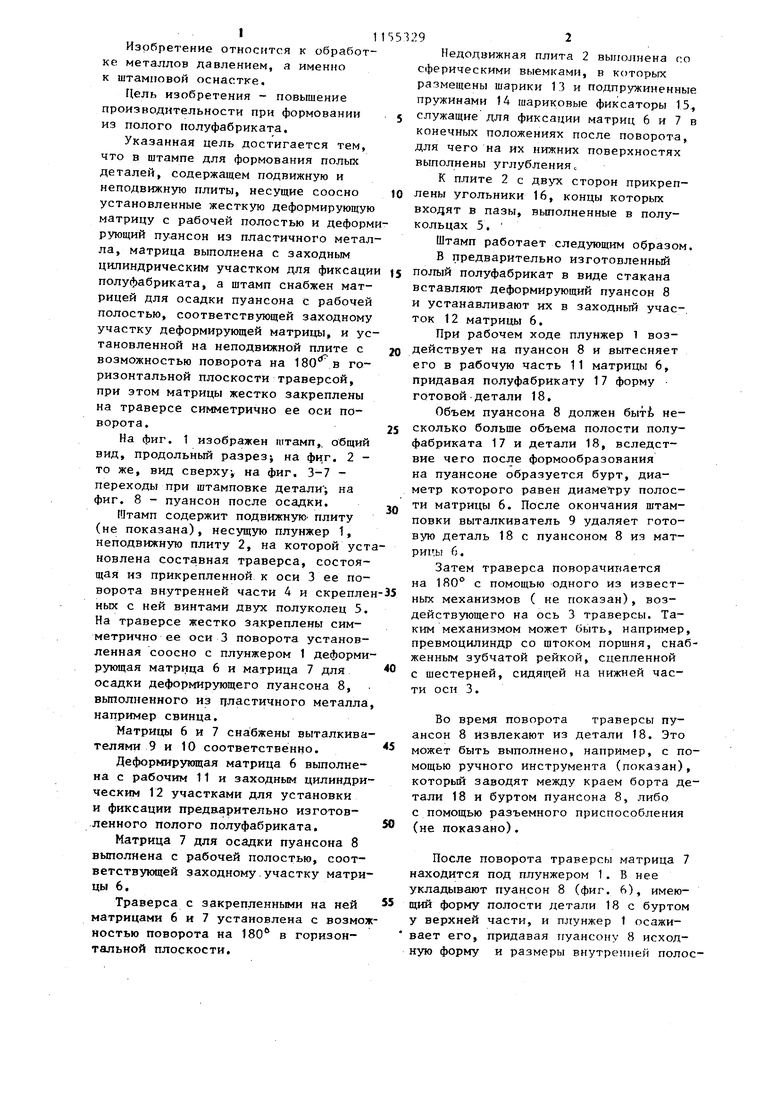
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОСАДКИ ОСЕСИММЕТРИЧНЫХ ЗАГОТОВОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2006333C1 |
| Штамп для двухпереходной вытяжки | 1982 |
|
SU1053929A1 |
| Штамп для закрытой объемной штамповки | 1988 |
|
SU1555038A1 |
| ПОЛУКОРПУС ШАРОВОГО КРАНА С ФЛАНЦЕМ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2013 |
|
RU2527518C1 |
| СПОСОБ ВЫДАВЛИВАНИЯ ДЕТАЛЕЙ ТИПА СТАКАН И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2017 |
|
RU2660472C1 |
| Устройство для штамповки полых изделий с наружным фланцем | 2019 |
|
RU2721340C1 |
| Многопереходный штамп | 1974 |
|
SU582875A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ИЗДЕЛИЙ | 1988 |
|
SU1561331A1 |
| Способ изготовления штампованных изделий | 1986 |
|
SU1412867A1 |
| Способ изготовления полых изделий | 1983 |
|
SU1148672A1 |
ШТАМП ДЛЯ ФОРМОВАНИЯ ПОЛЫХ ДЕТАЛЕЙ, содержащий подвижную и неподвижную плиты, несущие соосно установленные жесткую деформирующую матрицу с рабочей полостью и деформирующий пуансон из пластичного металла, о т л и ча ющи и с я тем, , с целью повышения производительности при формовании из полого полуфабриката, матрица выполнена с заходным цилиндрическим участком для фиксации полуфабриката, а штамп снабжен матрицей для осадки пуансона с рабочей полостью, соответствующей заходному участку деформирующей матрицы, и установленной на неподвижной плите с возможностью поворота на 180 в горизонтальной плоскости траверсой, при этом матрицы жестко закреплены на траверсе симметрично ее оси поворота.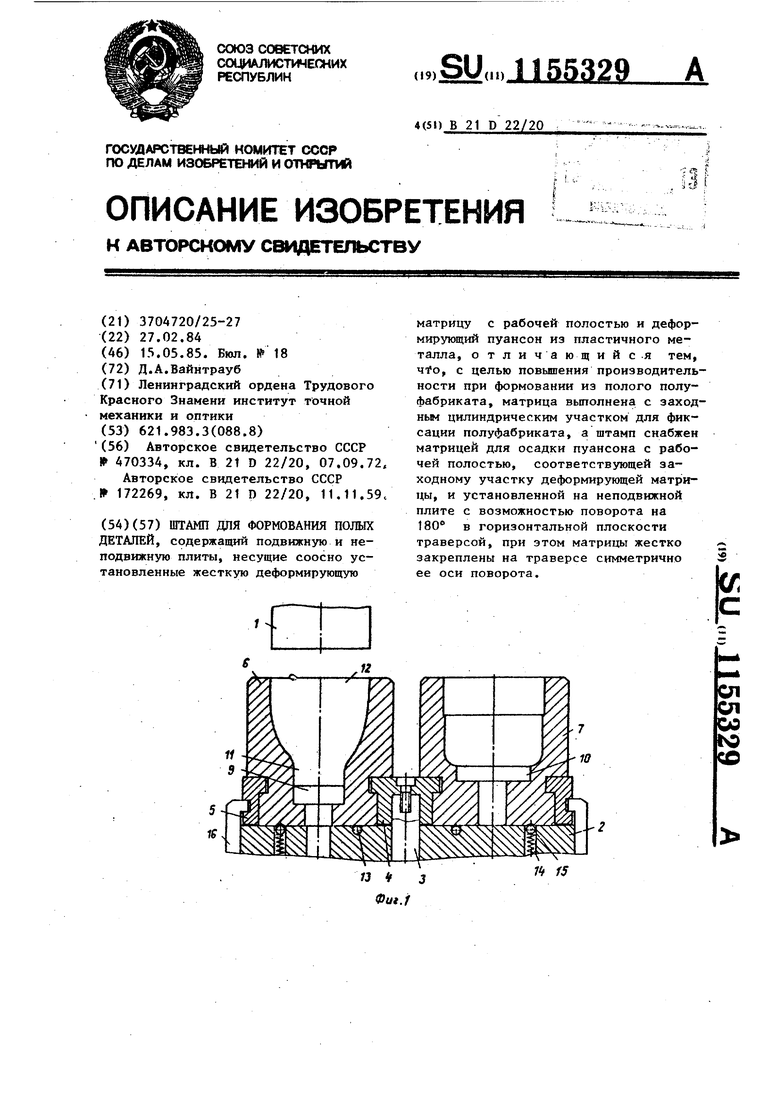
Фиг.З а
I
Vui.ff
Фиг.б
Фиг. 7
| Штамп для вытяжки | 1972 |
|
SU470334A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
