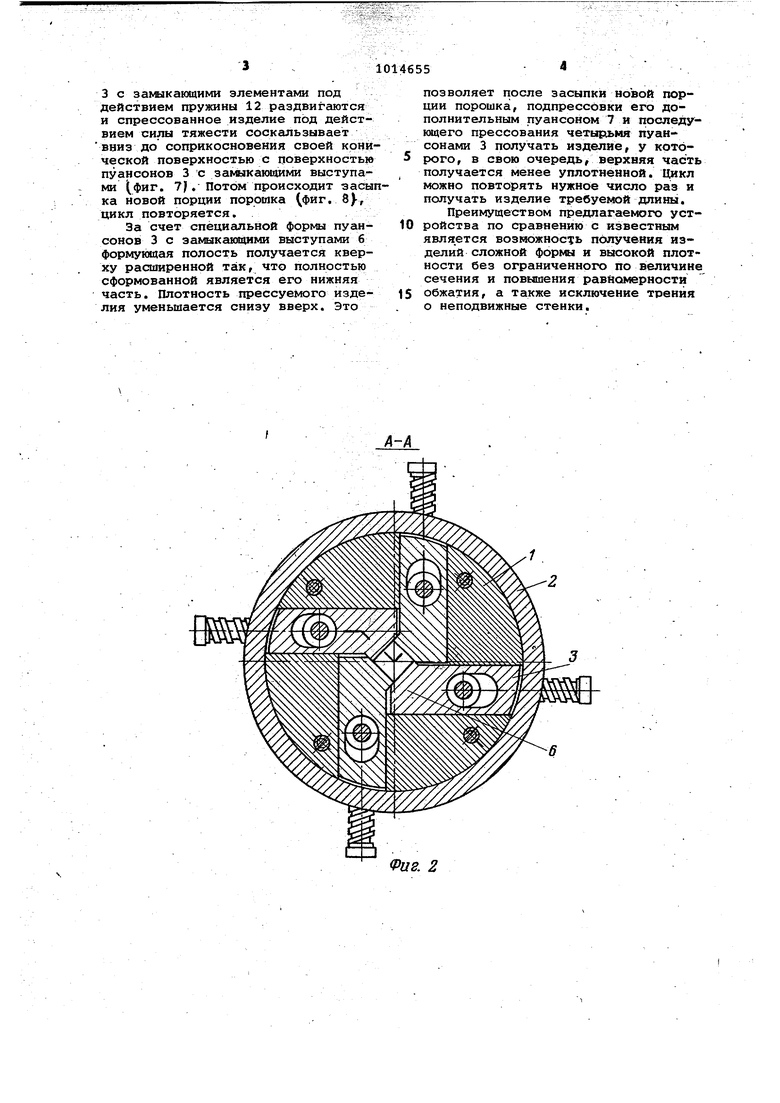
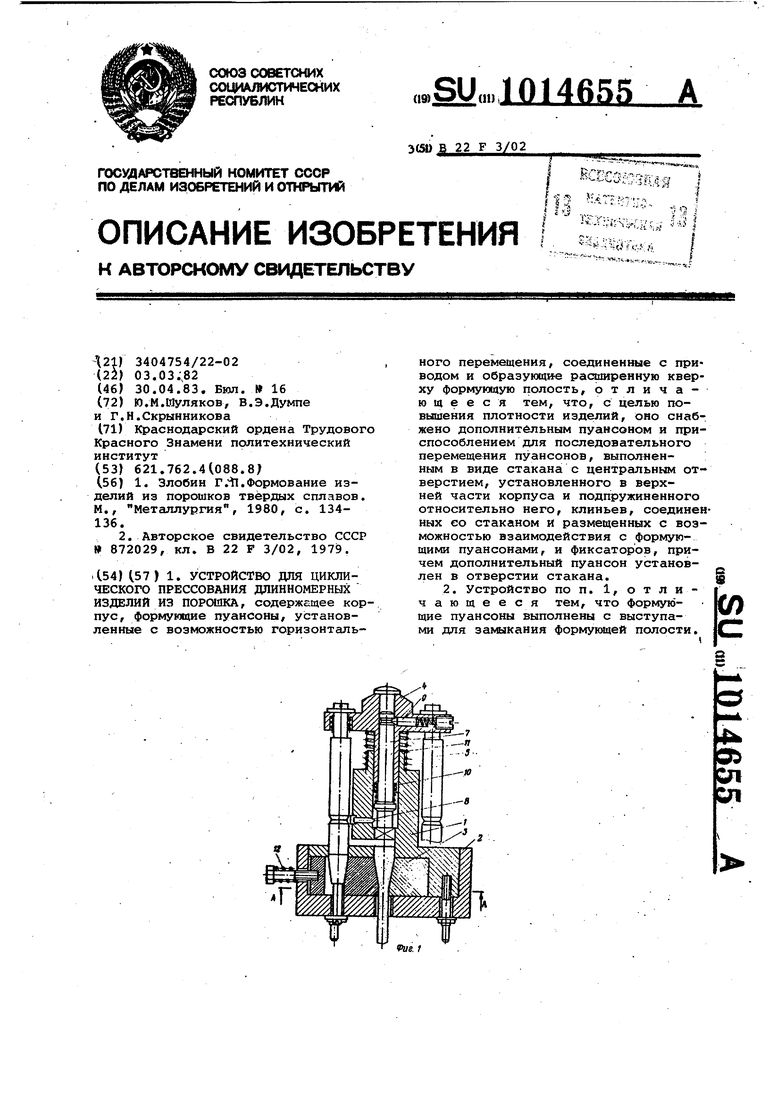
Изобретение относится к порошко вой металлургии, в частности к обо рудованию для формования изделий и порошка. Известно устройство для циклического прессования длинномерных изделий, содержащее матрицу, верхний пуансон и нижний вспомогательн пуансон . Недостатком данного устройства является низкое качество получаемых изделий из-за наличия границы раздела между частями прессовки, сформованными двумя послггдовательными циклами прессования. Кроме то го, поскольку прессовка удерживается в канале матрицы только силами трения, то давление прессования не должно превышать этой величины и прессовка получается низкой плот ности . . Наиболее близким по техническо сущности и достигаемому результату JK предлагаемому является устройство ДЛЯ циклического прессования длинно мерных изделий из порошка, содержащее корпус, формующие пуансоны, установленные с возможностью горизонтального перемещения,соединенные с приводом и образующие расвшренную кверху формующую полость. Между фор мующими пуансонами расположены элас тичные прокладки ; перемещение прессовки в-низ по каналу матрицы осуществляется при наложении ультразву ковых колебаний 2), Недостатком известного устройств является низкая плотность получаемо го изделия, что обусловливает необ.ходимость в применении специального устройства для его термообработки. Цель изобретения - повышение плотности изделий. Поставленная цель достигается тем, что устройство для циклическог прессования длинномерных изделий из порошка, содержащее корпус, формующие пуансоны, установленные с возможностью горизонтального перемещения, соединенные с приводом и образующие расишренную кверху формующую полость, снабжено дополнительным пуансоном и приспособлением для последовательного перемещения пуансонов, выполненным в виде стакана с центральным отверстием, установленного в верхней части корпуса и подпружиненного относительно него, клиньев, соединенных со стаканом и размещенных с возможностью взаимо действия с формующими пуансонами, и фиксаторов, причем дополнительный пуансон установлен в отверстии стакана. При этом формующие пуансоны выполнены, с выступами для замыкания формующей полости. На фиг. 1 -показано устройство для , циклического прессования длинномерных изделий из порошка; на фиг.2 разрез А-А на фиг. 1; на фиг. 3 8 - схема работы устройства при прессовании изделий. Устройство для циклического прессования длинномерных изделий из порошка состоит из корпуса 1 и плиты 2, соединенных болтами. Четыре формующие пунсона 3 находятся в пазах корпуса 1. В стакане 4, расположенном в верхней части корпуса 1, имеются четыре отверстия, в которых закреплены стержни 5, конструкция которых определяет ход пуансонов 3, выполненных с замыкающими выступами б. Стакан 4 выполнен с центральным отверстием, в котором находится дополнительный пуансон 7,удерживаемый в нужном положении четырьмя нижними и четырьмя верхними фиксаторами 8 и 9 соответственно. На пуансоне 7 надета возвратная пружина 10, а на верхней части корпуса 1 - возвратная пружина 11. Четыре возвратных пружины 12 находятся на винтах,зак|репленных в пуансонах 3. Устройство работает следующим образом. В отверстие плиты 2, через которое проходит спрессованный профиль, снизу вкручивается пробка (фиг. 3J. Затем засыпается порция порошка (фиг. 4) и включается пресс. Давление от штока процесса передается стакану 4, который перемещается относительно корпуса 1 вниз, сжимая пружину 11. При этом дополнительный пуансон подпрессовывает порошок и запирает формующую поло.сть сверху (фиг. 5). К этому времени буртик на пуансоне 7 оказывается ниже фиксаторов 8, а стакан 4 начинает давить на буртик стержней 5 и перемещать их вниз. . При этом нижние фиксаторы 8 перемещаются к центру и замыкают пуанс н 1 в нижнем положении, взаимодействуя с верхней стороной буртика пуансона 7, так как при прессовании возникает усилие, направленное вверх на торец пуансона 7. Затем четыре фиксатора 9 выводятся из канавки на пуансоне 7, стакан 4 перемещается относительно неподвижного пуансона 7 вниз, сжимая пружину 10. Четыре пуансона 3.9 замыкающими выступами 6 под действием конусов на стержнях 5 сдвигаются к центру .на нужную величину и обжимают порцию порошка (фиг. 6). Затем выворачивается пробка из плиты 2 и шток пресса отводится вверх. Возврат в исходное положение стакана 4 осуществляется пружиной 10, а пуансона 7 - пружиной 11. При этом стержни 5 вместе со стаканом 4 отводятся вверх, четыре пуансона
3 с заьвлкаиядими элементами под действием пружины 12 раздвигаются и спрессованное изделие под действием силы тяжести соскальзывает вниз до соприкосновения своей конической поверхностью с поверхностью пуансонов 3 с загвлкающими выступами (фиг. 7J. Потом происходит засыка новой порции порошка фиг. 8)-, цикл повторяется.
За счет специальной формы пуансонов 3 с замыкающими выступами 6 формующая полость получается кверху расширенной так, что полностью сформованной является его нижняя часть. Плотность прессуемого изделия уменьшается снизу вверх. Это
позволяет после засыпки новой порции порошка, подпрессовки его дополнительным пуансоном 7 и последуннцего прессования четырььмя пуансонами 3 получать изделие, у которого, в свою очередь, верхняя часть получается менее уплотненной. Щ1кл можно повторять нужное число раз и получать изделие требуемой длины.
Преимуществом предлагаемого уст0ройства по сравнению с известным является возможность получения изделий сложной формы и высокой плотности без ограниченного по величине сечения и повышения равномерности
5 обжатия, а также исключение трения о неподвижные стенки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ формования длинномерных изделий и устройство для его осуществления | 1987 |
|
SU1452664A1 |
| Устройство для формования длинномерных прутков из порошка | 1990 |
|
SU1704923A1 |
| Устройство для прессования металлических порошков | 1981 |
|
SU1006059A2 |
| Пресс-форма для прессования изделий из порошков с профильными углублениями на наружной поверхности | 1988 |
|
SU1523253A1 |
| Устройство для прессования изделий из порошка | 1986 |
|
SU1496921A1 |
| Пресс-форма для прессования изделий из порошка | 1988 |
|
SU1556815A1 |
| Устройство для прессования изделий из порошка | 1987 |
|
SU1444078A1 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ ИЗ МЕТАЛЛИЧЕСКОГО ПОРОШКА | 1991 |
|
RU2022709C1 |
| Способ прессования трубчатых заготовок из порошка и устройство для его осуществления | 1982 |
|
SU1016071A1 |
| СПОСОБ ПРЕССОВАНИЯ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ ИЗ ПОРОШКА И ПРЕСС-ФОРМА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2264277C1 |

д-д
Фиг. 2
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| М., Металлургия, 1980, с | |||
| Автоматический сдвоенный монжус | 1960 |
|
SU134136A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Устройство для формования длинномерных полых изделий из металлических порошков | 1979 |
|
SU872029A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
