(54) СОСТАВ СВАРОЧНОЙ ПРОВОЛОКИ
1
Изобретение относится к области сварочного производства и может быть использовано в качестве присадочного материала при сварке меди преимущественно в среде инертных защитных газов.
Известен состав сварочной проволоки, содержащий, вес. %:
Литий0,05-0,5
МедьОстальное 1
Проволока известного состава в основном применяется в качестве присадочного,, материала при сварке неплавящимся электродом. При сварке же плавящимся электродом, особенно при выполнении многослойных швов на меди большой толщины, проволока не обеспечивает получения требуемого качества соединений.
Целью изобретения является разработка сварочной проволоки для сварки меди различной толщины преимущественно плаЁящимся электродом в среде инертных защитных газов, которая обеспечивала бы получение качественных сварных щвов с высокой их электропроводностью.
Для достижения указанной цели в состав электродной проволоки, содержащей литий и медь, в качестве основы дополнительно вводят хром и магний при следующем соотношении ингредиентов, вес. %: Литий0,10-0,25%Хром0,15-0,40%
5Магний0,10-0,40%
МедьОстальное
Ограничение содержания литпя в пределах от 0,1 до 0,25% связано с тем, что
10 при меньших его концентрациях в сварных швах появляются поры, а при больших - трещины. Введение хрома в состав проволоки способствует уменьшению пористости швов, yвeли feнию технологической прочности, а также повышению механических свойств сварных соединений. Магний, являясь эффективным раскислителем, также способствует повышению стойкости швов против образования пор. Кроме того, эти
20 добавки незначительно влияют на изменение теплофизических свойств меди, обуславливая высокую. электропроводность сварных швов.
25 Как показали исследования, при содержании в сварочной проволоке менее 0,15 вес. % хрома и 0,10 вес. % магния в швах появляются поры. Содержание в проволоке более 0,40% каждого из этих эле30 ментов приводит к образованию трещин в
швах - особенно при многослойной сварке, при этом также ухудшаются и тенлофизические свойства наплавленного металла.
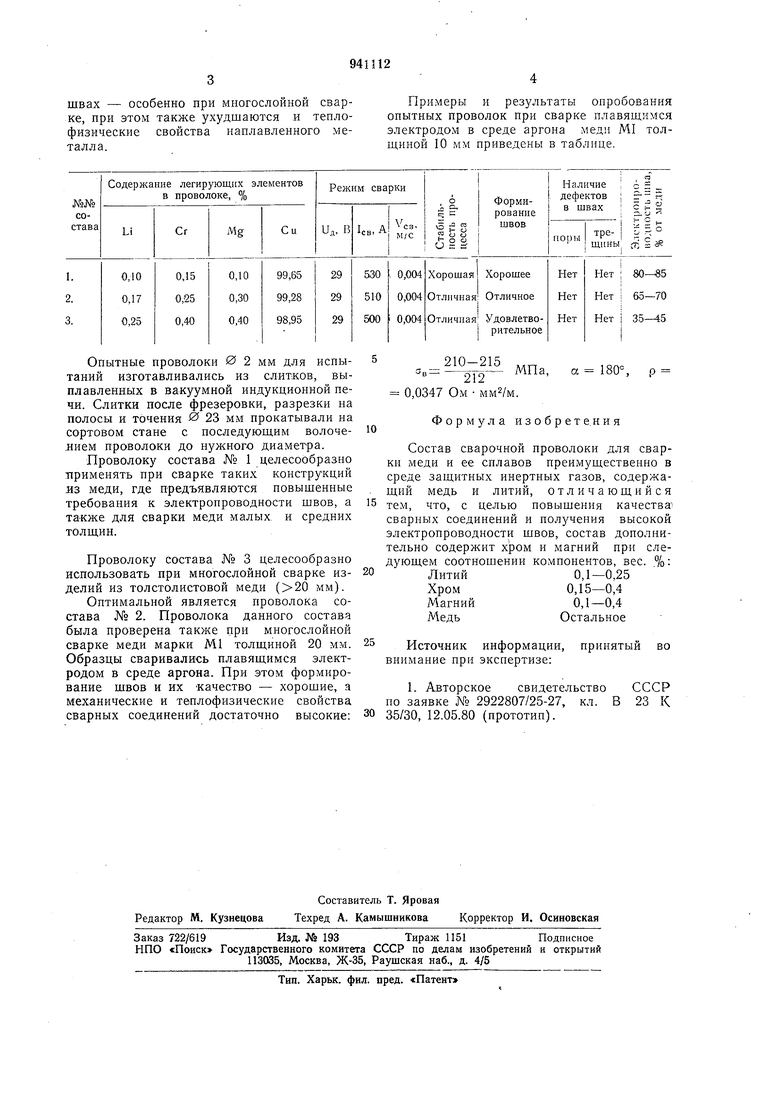
Примеры и результаты опробования опытных проволок при сварке плавящимся электродом в среде аргона меди Ml толш,иной 10 мм приведены в таблице.
| название | год | авторы | номер документа |
|---|---|---|---|
| Состав сварочной проволоки | 1980 |
|
SU893478A1 |
| ПРИСАДОЧНАЯ ПРОВОЛОКА ДЛЯ СВАРКИ АЛЮМИНИЕВЫХ СПЛАВОВ | 2005 |
|
RU2378095C2 |
| Проволока для автоматической сварки меди под флюсом | 1985 |
|
SU1269954A1 |
| Способ многодуговой сварки | 1976 |
|
SU689800A1 |
| Состав порошковой проволоки | 1981 |
|
SU946861A1 |
| Состав стали сварочной проволоки для сварки жаропрочных и жаростойких сталей и сплавов | 1982 |
|
SU1168372A1 |
| МЕТАЛЛЫ СВАРНОГО ШВА С ВЫСОКОЙ ВЯЗКОСТЬЮ И ПРЕВОСХОДНЫМ СОПРОТИВЛЕНИЕМ ПЛАСТИЧЕСКОМУ РАЗРЫВУ | 2011 |
|
RU2584621C2 |
| СПОСОБ ДУГОВОЙ СВАРКИ И НАПЛАВКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 2021 |
|
RU2772563C1 |
| Состав стали | 1980 |
|
SU958061A1 |
| Способ сварки плавлением хромомарганцевых аустенитных сталей | 1978 |
|
SU697273A1 |
Опытные проволоки 0 2 мм для испытаний изготавливались из слитков, выплавленных в вакуумной индукционной печи. Слитки после фрезеровки, разрезки на полосы и точения 0 23 мм прокатывали на сортовом стане с последуюшим волочедием проволоки до нужного диаметра.
Проволоку состава № 1 целесообразно применять при сварке таких конструкций из меди, где предъявляются повышенные требования к электропроводности швов, а также для сварки меди малых, и средних толщин.
Проволоку состава № 3 целесообразно использовать при многослойной сварке изделий из толстолистовой меди (20 мм).
Оптимальной является проволока состава № 2. Проволока данного состава была проверена также при многослойной сварке меди марки Ml толщиной 20 мм. Образцы сваривались плавяшимся электродом в среде аргона. При этом формирование швов и их качество - хорошие, а механические и теплофнзические свойства сварных соединений достаточно высокие:
210-215
МПа, а 180°, .о
212 0,0347 Ом мм2/м.
Формула изобрете.ния
Состав сварочной проволоки для сварки меди и ее сплавов преимушественно в среде защитных инертных газов, содержащий медь и литий, отличающийся тем, что, с целью повышения качества сварных соединений и получения высокой электропроводности швов, состав дополнительно содержит xjpOM и магний при следуюшем соотношении компонентов, вес. %: Литий0,1-0,25
Хром0,15-0,4
Магний0,1-0,4
МедьОстальное
Источник инфорхмации, принятый во внимание при экспертизе:
