(54) СОСТАВ ПОРОШКОВОЙ ПРОВОЛОКИ
| название | год | авторы | номер документа |
|---|---|---|---|
| Состав присадочной проволоки | 1984 |
|
SU1171257A1 |
| Состав сварочной проволоки | 1981 |
|
SU941112A1 |
| Шихта порошковой проволоки | 1977 |
|
SU733931A1 |
| Состав электродного покрытия | 1980 |
|
SU912458A1 |
| Шихта порошковой проволоки | 1980 |
|
SU912455A1 |
| Состав порошковой проволоки | 1977 |
|
SU659329A1 |
| Состав порошковой проволоки | 1980 |
|
SU833412A1 |
| Состав порошковой проволоки | 1979 |
|
SU821107A1 |
| СОСТАВ ПОРОШКОВОЙ ПРОВОЛОКИ ДЛЯ СВАРКИ ТРУБ КАТЕГОРИИ ПРОЧНОСТИ Х90 | 2008 |
|
RU2387527C1 |
| Шихта порошковой проволоки | 1981 |
|
SU1009679A1 |
1
Изобретение относится к сварочному производству и предназначено для сварки меди и ее низколегированных сплавов неплавящимся электродом в защитных газах. Б отечественной и зарубежной практике для сварки меди и ее низколегированных сплавов используются в основном цельнотянутые присадочные проволоки.
Известен состав I порошковой проволоки для сварки меди и ее сплавов, содержащий следующие компоненты, вес. %: Плавиковый шпат14-19
Кремнефтористый натрий15-21
Ферромарганец2-4
Ферросилиций4-8
Цирконий.0,8-1,4
Графит13-17
Медная оболочкаОстальное
Недостатком данной проволоки является то, что при сварке меди и ее низколегированных сплавов не обеспечивается получение сварных швов с высокой электро- и теплопроводностью, что является одним из основных требований при сварке конструкций ответственного назначения из меди и хромовой бронзы.
Известна порошковая проволока 2J для сварки меди и ее сплавов, содержащая следующие компоненты, вес. %:
Порошок олова12-13
Порошок цинка5-6,5
5Медный порошок5-6,5
Медная оболочкаОстальное
Однако и эта проволока не позволяет получать щвы хорошего качества при сварке неплавящимся электродом. 10 Цель изобретения - создание присадочной проволоки для сварки неплавящимся электродо.м в защитных газах меди и ее низколегированных сплавов, которая позволила бы получить качественные сварные соединения.
15
Поставленная цель достигается тем, что состав порошковой проволоки, содержащий медную оболочку и порошкообразную шихту, включающую медный порошок, шихта дополнительно содержит полевой шпат, 20 плавиковый шпат, силикомарганец, при следующем соотношении компонентов, вес. %:
Полевой шпат0;3-0,8
Плавиковый шпат0,3-0,6
Силикомарганец0,8-1,5
Медный порошок0,8- 1,5
Медная оболочкаОстальное
Отношение шлакообразуюш,их компонентов и медного порошка 1:18-1:20.
Порошковые проволоки испытываются при ручной гелиеводуговой сварке неплавящимся электродом стыковых соединений пластин меди марки Ml (ГОСТ 1173-70, толщиной 20 мм н разделкой кромок). Размеры пластин 250x180 мм. Режим сварки I ев 600-650 А; Ug В.
Как показали исследования, высокое качество и теплофизические свойства сварных соединений обеспечиваются при содержании в шве Si 0,01-0,020/0, МпО 0,15- 0,25%, что достигается при введении в состав силикомарганца в количестве 0, и более.
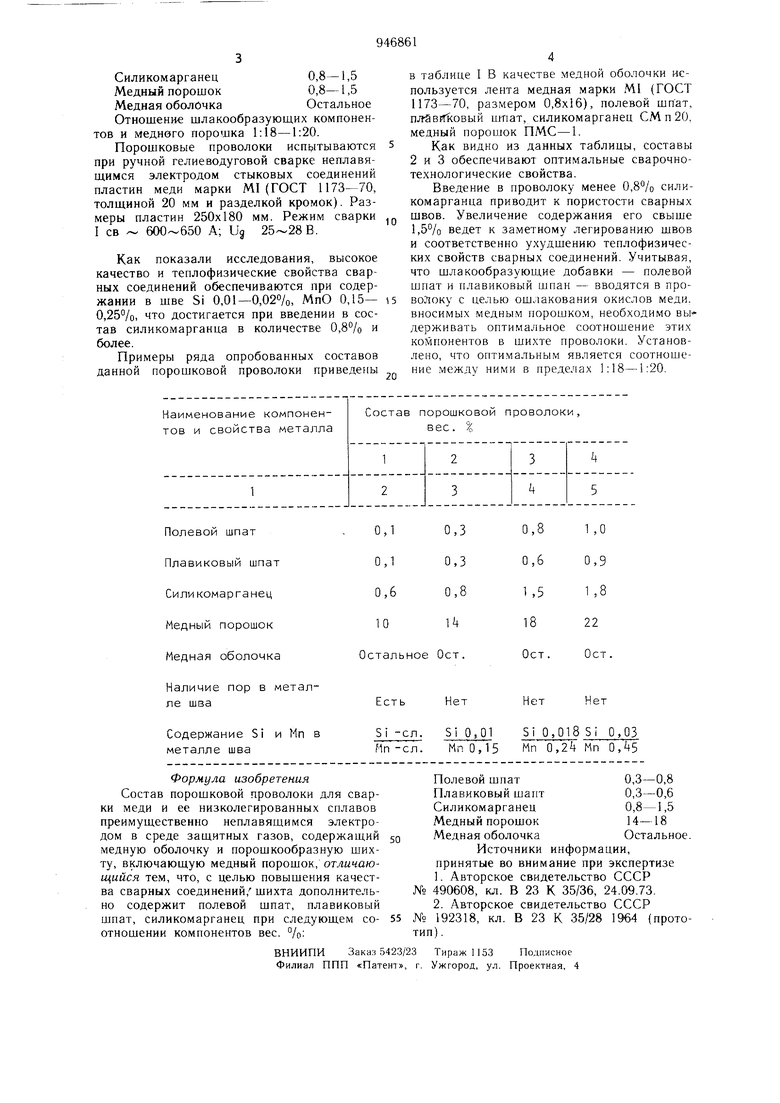
Примеры ряда опробованных составов данной порошковой проволоки приведены
в таблице I В качестве медной оболочки используется лента медная марки Ml (ГОСТ 1173-70, размером 0,8x16), полевой шпат, плавРГковый итат, Силикомарганец СМп20, медный порошок ПМС-1.
Как видно из данных таблицы, составы 2 и 3 обеспечивают оптимальные сварочнотехнологические свойства.
Введение в проволоку менее 0,8% силккомарганца приводит к пористости сварных швов. Увеличение содержания его свыше 1,5% ведет к заметному легированию швов и соответственно ухудшению теплофизических свойств сварных соединений. Учитывая, что шлакообразующие добавки - полевой шпат и плавиковый шпан - вводятся в провоЛоку с целью ошлакования окислов меди. вносимых медным порошком, необходимо выдерживать оптимальное соотношение этих компонентов в шихте проволоки. Установлено, что оптимальным является соотношение между ними в пределах 1:18-1:20.
