До последнего времени польстерные подушки для смазки шеек осей железнодорожных вагонов изготовляли либо путем ручной вязки, либо из ткани, выработанной на обычных широких ткацких станках. Такой способ изготовления не обеспечивает надлежаш,его качества польстерных подушек вследствие их низкой капиллярности.
Предлагаемый ленточный ткацкий станок для выработки лент, отрезки определенной длины которых представляют собой тюльстерные подушки не имеют этих недостатков и обеспечивают изготовление высококапиллярных и прочных подушек с кромками и петлями по обеим сторонам грунта ленты, образуемыми за счет дополнительных нитей основы.
Станок имеет ту особенность, что, с целью образования длинных петель на всех одновременно вырабатываемых лентах, в нем применены рапиры, укрепленные на перемещаюп;емся валике и вводимые в зев для захвата нитей дополнительной основы.
Для образования коротких петель применены плоские металлические пластины-ланцеты, один конец каждой из которых укреплен в галеве дополнительной ремизки, а другой конец пропущен между зубьями берда. Ширина ланцетов определяет длину коротких петель, образуемых за счет оттягиваемых вниз дополнительных нитей основы при помош.и уточных нитей, прокладываемых под ланцетами в момент подъема их концов ремизками.
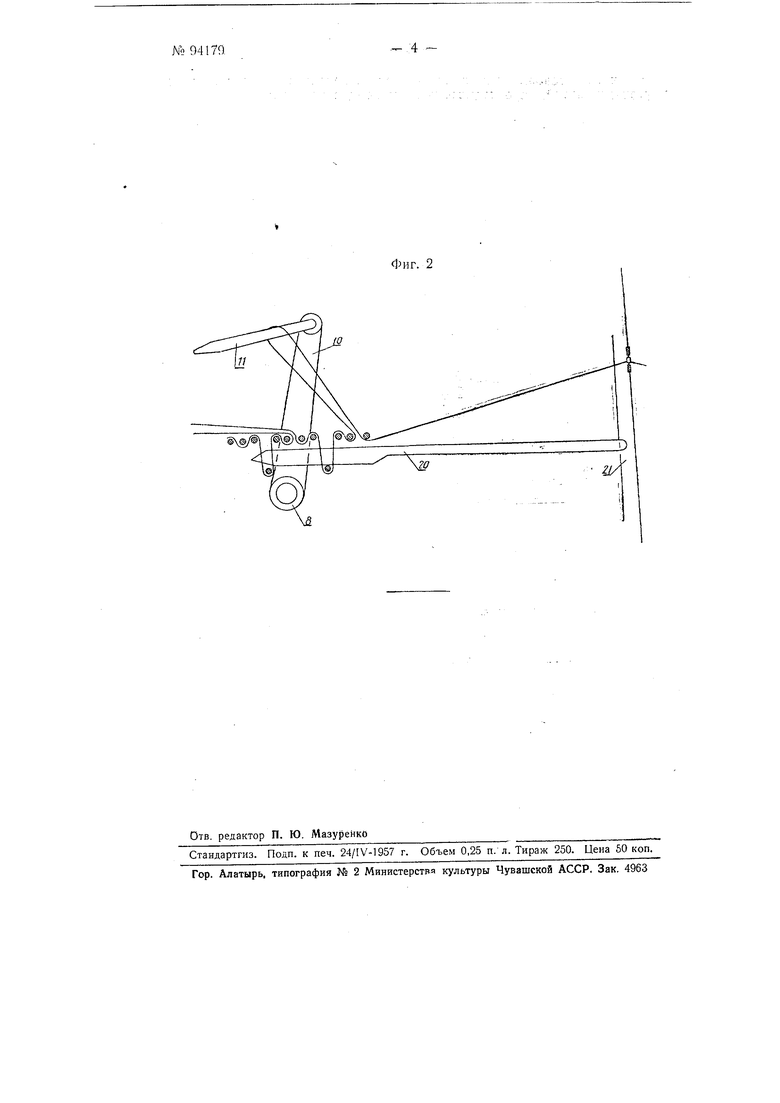
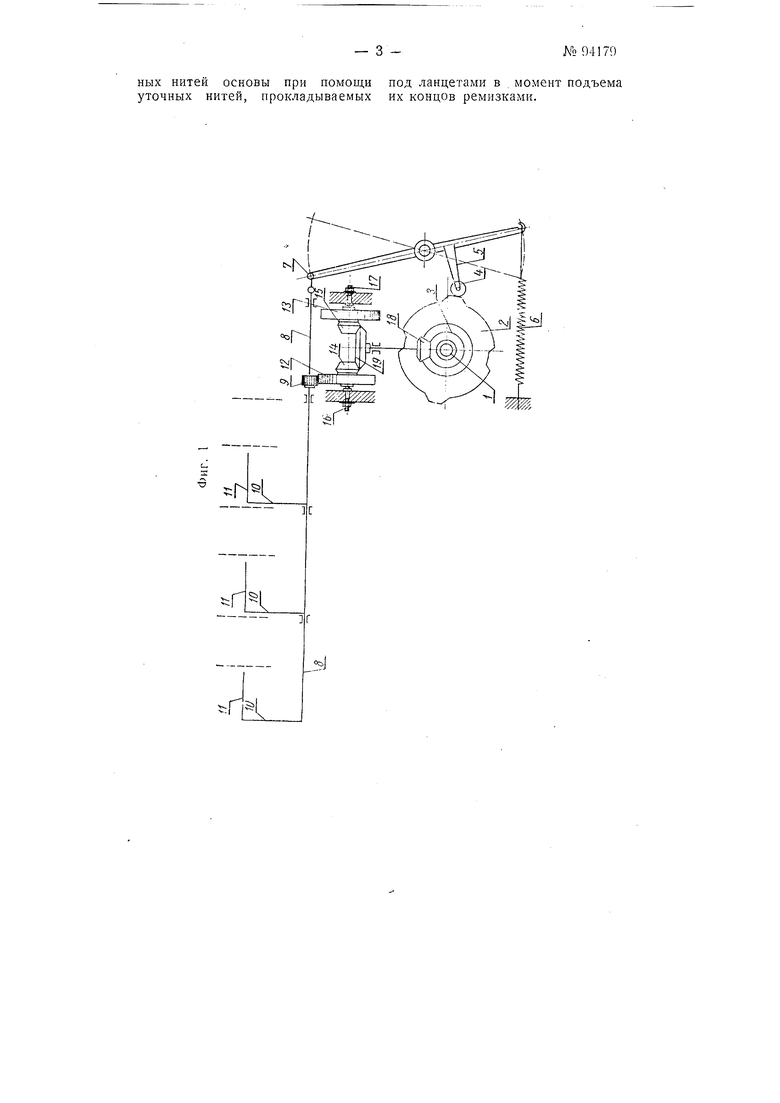
На фиг. 1 изображен механизм станка; на фиг. 2-схема выработки ленты на станке.
Описываемый ткацкий станок приспособлен для изготовления одновременно нескольких (от четырех и более) лент польстерных подушек. Он снабжен общеизвестными для ленточных станков механизмами зевообразования, боя, прибоя, регулятором натяжения основы и товарным регулятором.
Отв. редактор П. Ю. Мазуренко
Стандартгиз. Подп. к печ. 24/IV-1957 г. Объем 0,25 п. л. Тираж 250. Цена 50 коп. Гор. Алатырь, типография № 2 Министерствя культуры Чувашской АССР. Зак. 4963 ных нитей основы при помощи уточных нитей, прокладываемых под ланцетами в . момент подъема их концов ремизками.
