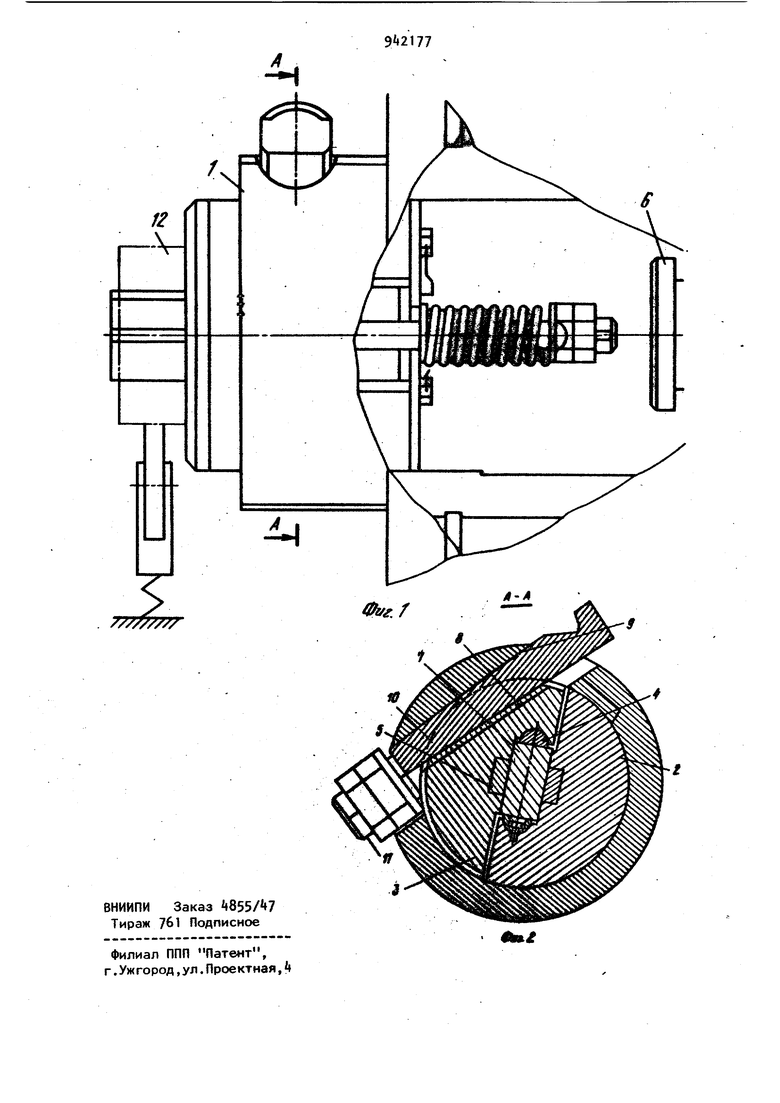
Изобретение относится к технологическому оборудованию для навивки магнитопроводов и может быть исполь зовано в электротехнической прюмЫшленности. Известно устройство для формовки магнитопроводов, содержащее механизм подачи и отрезки ленты, механизм для зажима и фиксации оправки, расположенные внутри шпинделя два фигурных вкладыша и толкатели, сварочную голо ку и привод l. Недостатком известного станка является низкая долговечность навивочных оправок и шпиндельного узла, в который устанавливают навивочные оправки. Причинами быстрого износа подвижной оправки и шпиндельного узла, в котором она установлена, являются следующие: для свободного перемещения оп.равки в процессе съема с нее навитой заготовки магнитопровода необходимо, чтобы между поверхностями оправки и гнезда, в котором она установлена существовал определенный зазор. В то же время оправка в процессе навивки на нее ленты магнитопровода представляет собой консоль,. на которого в процессе ее вращения непрерывно воздействует изгибающий момент, создаваемый как усилием натяжения навиваемой ленты, величина которого около 60 кг, так и усилием поджима навиваемой ленты к поверхности навивочной оправки, создаваемым подвижным роликом, величина которого в среднем около 200 кг. Таким образом, в процессе вращения навивочнзя оправка воздействием изгибающих усилий поочередно выбирает существующий конструктивный зазор между поверхностями оправки и гнезда, в котором она установлена, т.е. в процессе вращения оправки под воздействием изгибающих усилий производится интенсивное расшатывание оправки в гнезде, приводящее к разбиению гнезда и хвостовой части оправки, и, в конечном cMete, к значительному и быстрому увеличению задан ных конструктивных зазоров между поверхностями оправки и шпиндельного гнезда. Кроме того, по конфигурации нааивочная оправка выполнена в виде параллелепипеда, вследствие чего обкатка и поджим навиваемой ленты к навивочной оправке производится с соударением обкатывающего ролика и поверхности этой ленты (и навивочной оправки). При этом раскачивание навивочной оправки в потерявшем конструктивные размеры гнезде приводит к неправильности укладки ленты на навивочной оправке (т.е. к браку навитых заготовок магнитопроводов) и к увеличению амплитуды подскока обкатывающего поджимного ролика, т.е. к увеличению силы удара по поверхности оправки, что ведет к интенсификации потери ею заданных конструктивных размеров и соответственно размеров навиваемых на нее заготовок магнитопроводов. Цель изобретения - обеспечение долговечности оправки и шпинделя. Поставленная цель достигается тем что в шпинделе в плоскости поперечной его оси выполнено отверстие, во вкладышах выполнены пазы прямоугольной формы для размещения толкателей и цилиндрической формы, на цилиндрической поверхности одного из вкладышей выполнен прямоугольный паз а механизм зажима и фиксации оправки выполнен в виде клина, расположенного в отверстии шпинделя, рабочая по верхность которого контактирует с дном паза вкладыша,и плавающих суха рей , расположенных в цилиндрических пазах вкладышей. На фиг. 1 показано устройство, общий вид; на фиг. 2 - разрез А-А на фи г. 1. Устройство состоит из шпинделя 1 в полости которого установлены фигу ный вкладыш 2 и вкладыш 3 Во вклад шах 2 и 3 выполнены цилиндрические пазы, в которых размещаются сухари а также прямоугольные пазы, в которых установлены толкатели 5, связан 9 4 ные с приводом 6. Между вкладышами 2, 3 и сухарями i размещена навивочная оправка 7. Фигурный вкладыш 2 имеет паз 8, а шпиндель - отверстие 9, в котором установлен клин 10 с резьбовой оконечностью 11. Две стороны оправки опираются на цилиндрические сухари k, позволяющие ей самоустанавливаться без зазора во вкладышах 2 и 3При наворачивайИИ на резобовую оконечность клина 10 гайки, упирающейся при этом в наружную поверхность шпинделя 1, клин 10 цилиндрической поверхностью упирается в стенку шпинделя, а другой заклинивает вкладыш 2, усилие зажима которого передается на оправку 8, беззазорно закрепляя ее в шпиндельном узле. По окончании навивки заготовки магнитопровода 12 на навивочной оправке 7 приводом 6 воздействуют на толкатели, которые сталкивают навитую заготовку 12 с оправки 7. Изобр &тение позволяет повысить долговечность навивочной оправки и шпиндельного узла станка. Формула изобретения Устройство для навивки магнитопроводов, содержащее механизм подачи и отрезки ленты, механизм для зажима и фиксации оправки, расположенные внутри шпинделя два фигурных вкладыша и толкатели, сварочную головку и привод, отличающееся тем, что, с целью обеспечения долговечности оправки и шпинделя, в шпинделе в плоскости поперечной его оси выполнено отверстие, во вкладышах выполнены пазы прямоугольной формы для размещения толкателей и цилиндрической формы, на цилиндрической поверхности одного из вкладышей выполнен прямоугольный паз, а механизм зажима и фиксации оправки выполнен в виде клина, расположенного в отверстии шпинделя, рабочая поверхность которого контактирует с дном паза вкладыша, и плавающих сухарей, расположенных в цилиндрических пазах вкладышей. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР ц 270058, кл. Н 01 F 1/02, 1967
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления витых ленточных магнитопроводов | 1978 |
|
SU942178A1 |
| Устройство для навивки магнитопроводов | 1988 |
|
SU1539851A1 |
| Устройство для изготовления витых ленточных магнитопроводов | 1979 |
|
SU978210A1 |
| Устройство для изготовления ленточных магнитопроводов | 1980 |
|
SU955236A1 |
| Устройство для закрепления оправки в шпинделе к станку для навивки ленточных магнитопроводов | 1983 |
|
SU1089641A1 |
| Устройство для изготовления витыхлЕНТОчНыХ МАгНиТОпРОВОдОВ | 1979 |
|
SU847383A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ВИТЫХ ЛЕНТОЧНЫХ МАГНИТОПРОВОДОВ | 1999 |
|
RU2152659C1 |
| Устройство для изготовления витых ленточных магнитопроводов | 1981 |
|
SU983770A1 |
| Устройство для навивки ленточных магнитопроводов | 1981 |
|
SU987696A1 |
| Механизм зажима ленты к устройству для изготовления витых ленточных магнитопроводов | 1983 |
|
SU1163370A1 |