Изобретение относится к технологическому оборудованию для изготовления малогабаритных трансформаторов и может быть использовано в радиоэлектронной и электротехнической промышленности.
Известно устройство для изготовления витых ленточных магнитопроводов, содержащее оправку с участком навивки и фигурным пазом для заправки и фиксации ленты, расположенным на участке навивки, механизм отрезки ленты и заправки ее в оправку, механизм прижима ленты, механизм закрепления наружного витка на навитом магнитопроводе и сталкиватель (1).
Недостаток устройства заключается в том, что внутренний виток магнитопроводов, изготовленных на этом устройстве, остается незакрепленным, вследствие чего требуется дополнительная операция по приварке внутреннего витка, что значительно увеличивает общую трудоемкость изготовления магнитопроводов. Плотность навивки магнитопровода с незакрепленным внутренним витком ослабляется в процессе эксплуатации, ухудшая магнитные характеристики трансформаторов. Кроме того, для изготовления магнитопроводов на этом устройстве требуется повышенный расход ленты, так как после навивки магнитопровода заправочный конец ленты отрезается и выбрасывается. Зачастую, при малых размерах магнитопроводов, вместе с заправочным концом отрезается еще несколько внутренних витков, так как отрегулировать нож на резку только заправочного конца сложно.
Наиболее близким по технической сущности к изобретению является принятое за прототип устройство для навивки ленточных магнитопроводов, содержащее навивочную оправку, установленную в шпинделе, механизм заправки ленты, механизм сварки наружного витка магнитопровода, державку, выполненную в виде иглы и имеющую электроды для сварки внутреннего витка магнитопровода, расположенные на цилиндрической части державки, механизм возвратно-поступательного перемещения державки, выполненный в виде электромагнита, и выталкиватель, установленный на оправке с возможностью возвратно-поступательного перемещения вдоль оси оправки. Оправка имеет участок навивки и прорезь для запирания ленты. В полости оправки установлен зажим для фиксации заправочного конца ленты (2).
В процессе работы устройства механизм заправки подает заправочный конец ленты в прорезь оправки. Зажим поворачивается вокруг своей оси и фиксирует ленту. Навивают ленту на вращающейся оправке. При достижении заданного размера магнитопровода механизм сварки наружного витка приваривает последний виток. Механизм отрезки отрезает ленту, а механизм отрыва удаляет лишний конец ленты. Поворотом зажима в обратную сторону освобождают заправочный конец ленты. Выталкиватель, перемещаясь вдоль оправки, сталкивает навитый магнитопровод с оправки и напрессовывает его на державку, прижимая деформированный заправочный конец ленты к магнитопроводу. Электродами, расположенными на державке, приваривают внутренний виток магнитопровода, после чего готовый магнитопровод сталкивают в приемный лоток.
Данное устройство в сравнении с вышеописанным имеет более широкие технологические возможности, обеспечивает повышенное качество и снижение общей трудоемкости изготовления магнитопроводов.
Недостаток устройства состоит в том, что в процессе перемещения магнитопровода с оправки на державку для сварки внутреннего витка происходит нарушение плотности навивки, что снижает качество изделий. Вследствие длинной контактной поверхности электродов внутренний виток приваривается не только к наложенному на него смежному витку, но и к электродам. В результате затрудняется съем сваренного магнитопровода с держателем, а в процессе съема происходит деформирование магнитопровода. При многократно повторяющейся сварке на электродах образуются наплывы и наросты, препятствующие плотной напрессовке магнитопровода на державку и ухудшающие контакт внутреннего витка с электродами. При работе в автоматическом режиме возникают непровары и местные пережоги ленты.
Задача изобретения состоит в том, чтобы создать устройство для изготовления витых ленточных магнитопроводов, обеспечивающее высокое качество сварки внутреннего витка без снижения плотности навивки, а также обладающее повышенной надежностью работы в автоматическом режиме.
Поставленная задача решается тем, что в устройстве для изготовления витых ленточных магнитопроводов, содержащем навивочную оправку, установленную в шпинделе, с размещенным на ней участком навивки ленты, механизм заправки ленты, механизм сварки наружного витка магнитопровода, державку с закрепленными на ней электродами для сварки внутреннего витка, механизм перемещения державки и выталкиватель, согласно изобретению на оправке размещен участок сварки внутреннего витка, распложенный относительно участка навивки со стороны, противоположной выталкивателю, в оправке на участке сварки внутреннего витка выполнен вырез, а державка установлена под углом к оси вращения оправки с возможностью перемещения своей рабочей части в вырезе оправки, при этом электроды выведены на торцовую поверхность рабочей части державки.
Благодаря тому, что на оправке размещен участок сварки внутреннего витка, обеспечена возможность приваривания внутреннего витка без съема магнитопровода с оправки, т.е. без ослабления плотности навитых витков.
Расположением участка сварки внутреннего витка относительно участка навивки со стороны, противоположной выталкивателю, обеспечена возможность не только для съема магнитопровода с оправки, но и для перемещения магнитопровода с участка навивки на участок сварки внутреннего витка.
Вырез в оправке, выполненный на участке сварки внутреннего витка, и размещение державки под углом к оси вращения оправки с возможностью перемещения рабочей части державки в этом вырезе обеспечивает возможность приварки внутреннего витка конструктивно простыми средствами.
Расположением электродов на торцовой поверхности рабочей части державки снижена вероятность приваривания электродов к внутреннему витку магнитопроводов и повышена стабильность процесса сварки.
Другие технические решения, содержащие признаки, изложенные в формуле изобретения в качестве отличительных, не известны.
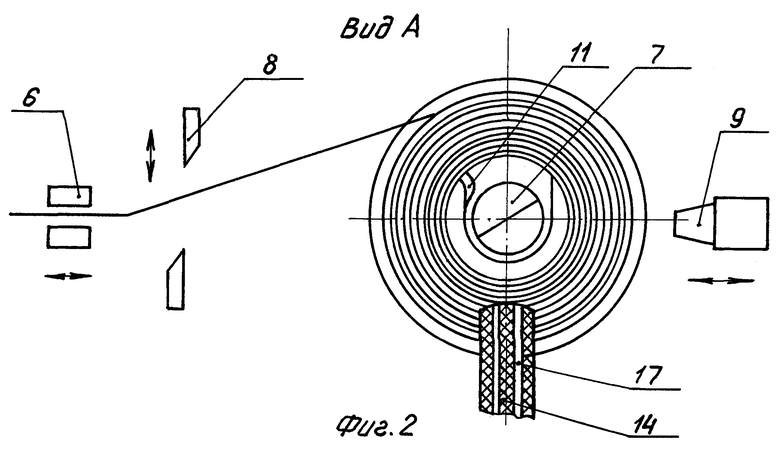
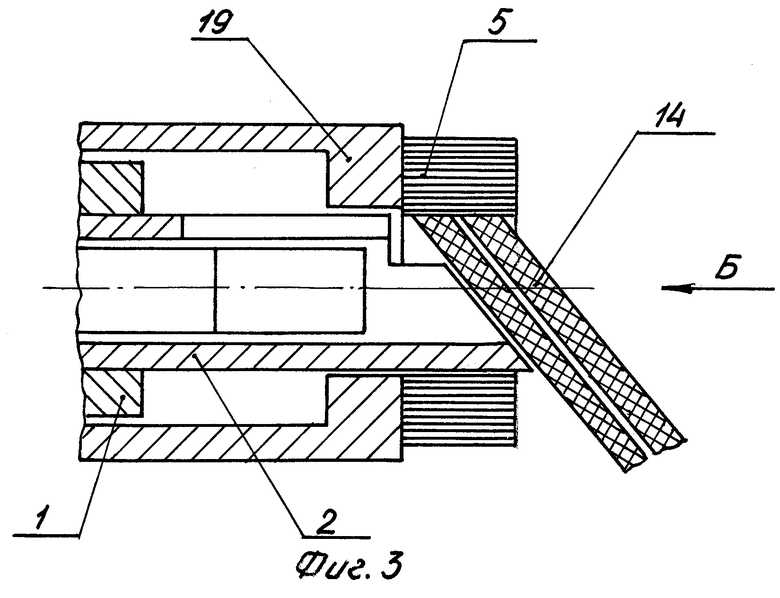
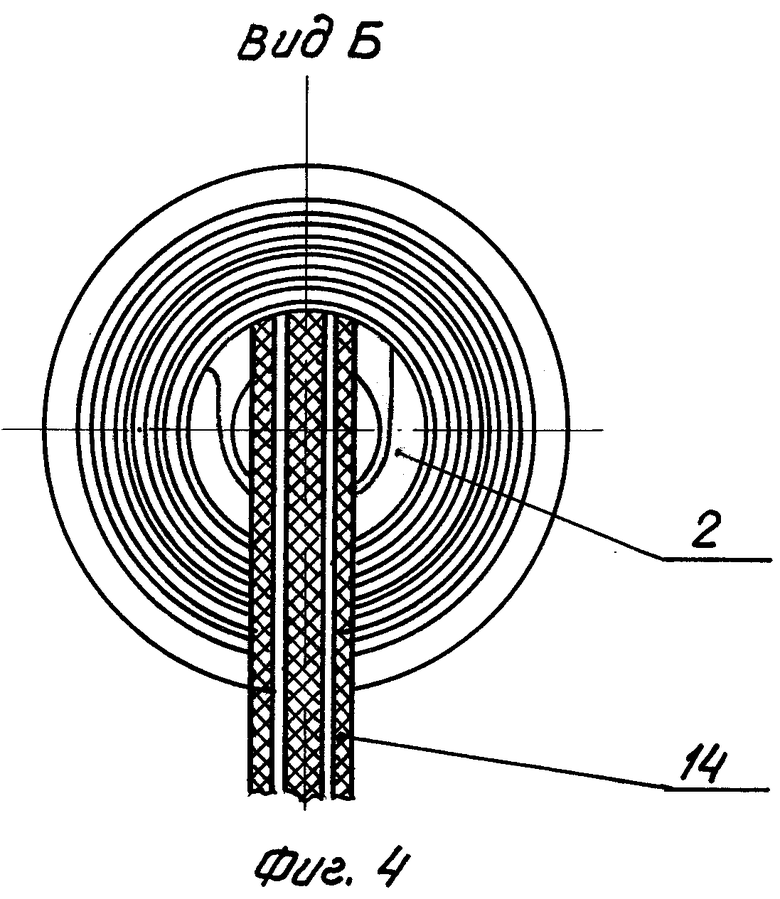
Сущность изобретения поясняется чертежами, где на фиг. 1 изображено устройство для изготовления витых ленточных магнитопроводов, в разрезе; на фиг. 2 - вид А; на фиг. 3 - оправка с магнитопроводом, расположенным на участке сварки внутреннего витка; на фиг. 4 - вид Б.
Устройство содержит установленную в шпинделе 1 оправку 2 с размещенными на ней участком 3 навивки и участком 4 сварки внутреннего витка магнитопровода 5, механизм 6 заправки, фиксатор 7, механизм 8 резки и механизм 9 сварки наружного витка. В оправке 2 выполнены сквозной паз 10 для заправки ленты 11 и вырез 12, расположенный на участке 4 сварки внутреннего витка. Под углом к оси вращения 13 оправки 2 установлены державка 14 и механизм 15 перемещения, прикрепленный к неподвижной опоре 16. На державке 14 закреплены электроды 17, выведенные на торцовую поверхность 18. Оправку 2 охватывает выталкиватель 19.
Работает устройство следующим образом.
Механизм 6 заправки вставляет передний конец навиваемой ленты 11 в паз 10, а фиксатор 7 закрепляет его в оправке 2. Вращением оправки 2 вместе со шпинделем 1 навивают магнитопровод 5. При достижении заданного диаметра магнитопровода 5 оправку 2 останавливают так, чтобы вырез 12 расположился напротив державки 14. Механизмом 9 сварки наружного витка производят приварку последнего витка. Механизм 8 резки отрезают ленту. Поворотом фиксатора 7 в обратную сторону освобождают внутренний виток. Выталкиватель 19 перемещает навитый магнитопровод 5 с участка 3 навивки на участок 4 сварки. Механизм 15 перемещения вводит державку 14 в вырез 12. Державка 14 своей торцовой поверхностью 18 прижимает заправочный конец ленты 11 к магнитопроводу 5 и сваривает внутренний виток магнитопровода 5 электродами 17. После сварки внутреннего витка державку 14 отводят от оправки 2 механизмом 15 перемещения. Выталкиватель 19 сталкивает готовый магнитопровод 5 с оправки 2.
Устройство обеспечивает приварку витка без ослабления плотности навивки магнитопровода и обладает высокой производительностью при работе в автоматическом режиме.
Источники информации
1. Авт. свид. СССР N 490196, H 01 F 41/02, 1974 г.
2. Авт. свид. СССР N 1121710, H 01 F 41/02, 1983 г.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления витых ленточных магнитопроводов | 1981 |
|
SU983770A1 |
| Устройство для изготовления витых ленточных магнитопроводов | 1983 |
|
SU1121710A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВИТОГО ЛЕНТОЧНОГО МАГНИТОПРОВОДА | 1999 |
|
RU2156021C2 |
| Устройство для изготовления витыхлЕНТОчНыХ МАгНиТОпРОВОдОВ | 1979 |
|
SU847383A1 |
| Устройство для изготовления витых ленточных магнитопроводов | 1978 |
|
SU942178A1 |
| Устройство для изготовления витых ленточных магнитопроводов | 1985 |
|
SU1317499A1 |
| Механизм зажима ленты к устройству для изготовления витых ленточных магнитопроводов | 1983 |
|
SU1163370A1 |
| Поточно-механизированная линия для изготовления витых ленточных магнитопроводов | 1980 |
|
SU959172A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВИТЫХ ЛЕНТОЧНЫХ МАГНИТОПРОВОДОВ | 2007 |
|
RU2348999C1 |
| СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ ВИТЫХ ЛЕНТОЧНЫХ МАГНИТОНРОВОДОВ | 1969 |
|
SU235188A1 |
Изобретение относится к электротехнике и касается технологического оборудования для изготовления магнитопроводов, в частности малогабаритных трансформаторов. Технический результат от использования данного изобретения состоит в том, что предлагаемое устройство обеспечивает высокое качество сварки внутреннего витка без снижения плотности навивки, а также обладает повышенной надежностью работы в автоматическом режиме. Сущность изобретения состоит в следующем. Передний конец ленты закрепляют в навивочной оправке 2. Вращением навивочной оправки 2 вместе со шпинделем 1 навивают магнитопровод до заданного размера. На оправке 2 размещен участок сварки внутреннего витка, расположенный относительно участка 3 навивки со стороны, противоположной выталкивателю 19. В оправке 2 на участке 4 сварки внутреннего витка выполнен вырез 12. Устройство содержит также механизм 6 заправки ленты, механизм 9 сварки наружного витка, механизм 15 перемещения державки 14, на которой закреплены электроды 17. Державка 14 установлена под углом к оси вращения навивочной оправки 2 внутреннего витка. Механизмом 15 перемещения державки обеспечивается перемещение ее рабочей части в вырезе 12 оправки 2. На торцовую поверхность 18 державки 14 выведены электроды 17. Поверхностью 18 прижимают заправочный конец ленты к магнитопроводу 5 и электродами 17 приваривают. В устройстве имеется выталкиватель 19, который сталкивает готовый магнитопровод с навивочной оправки 2. 4 ил.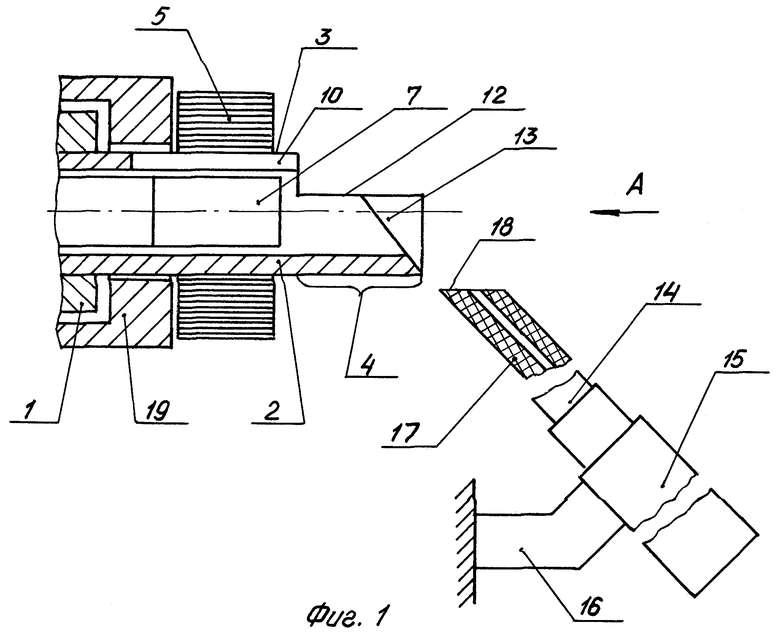
Устройство для изготовления витых ленточных магнитопроводов, содержащее навивочную оправку, установленную в шпинделе, с размещенным на ней участком навивки ленты, механизм заправки ленты, механизм сварки наружного витка, державку с закрепленными на ней электродами для сварки внутреннего витка, механизм перемещения державки и выталкиватель, отличающееся тем, что на оправке размещен участок сварки внутреннего витка, расположенный относительно участка навивки со стороны, противоположной выталкивателю, в оправке на участке сварки внутреннего витка выполнен вырез, а державка установлена под углом к оси вращения оправки с возможностью перемещения своей рабочей части в вырезе оправки, при этом электроды выведены на торцовую поверхность рабочей части державки.
| Устройство для изготовления витых ленточных магнитопроводов | 1983 |
|
SU1121710A1 |
| Устройство для изготовления витых ленточных магнитопроводов | 1974 |
|
SU490196A1 |
| Устройство для изготовления витых ленточных магнитопроводов | 1981 |
|
SU983770A1 |
| Устройство для изготовления витых ленточных магнитопроводов | 1986 |
|
SU1347104A1 |
| Штамп для формирования фасок | 1988 |
|
SU1538959A1 |
| US 4507947 A, 02.04.1985 | |||
| EP 0101252 A3, 22.02.1984. | |||

