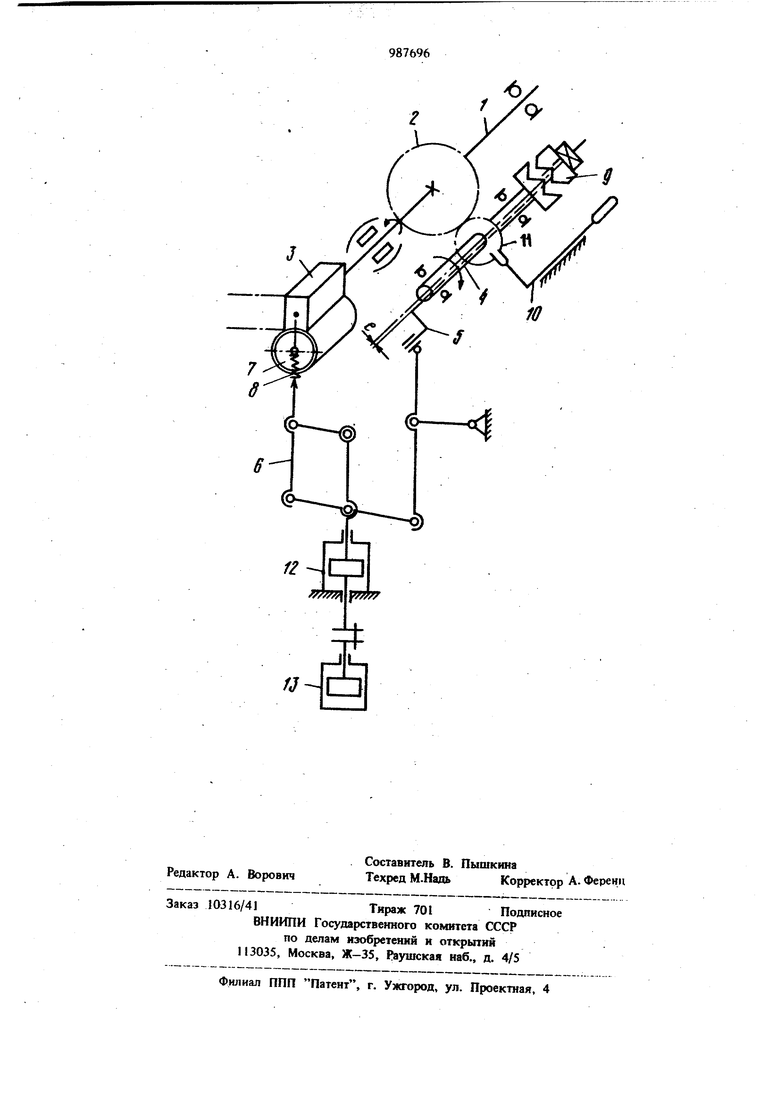
(54) УСТРОЙСТВО ДЛЯ НАВИВКИ ЛЕНТОЧНЫХ МАГНИТОПРОВОДОВ Изобретение относится к технологическому оборудованию для навивки ленточных мапштопроводов и может быть использовано в трансформаторостроительной, радиоэлект ронной и электротехнической промышленност Наиболее близким к изобретению по технической сущности является устройство для навив ленточных магнятопроводов, содержащее планет ныйлавивочный механизм и узел уплотнения Нав ваемой ленты, выполненный в виде балансира, на концах которого установлены ролик и противовес, шарнирно закрепленного в центре тяжести на пантографном механизме, взаимодействующем через копирующий ролнк с программирующим кулачком и через пру жину с поджимным устройством 1Я. Недостаток этого устройства - сложность его конструкции, из-за чего затрачивается много времени на переналадку станка на новый размер навиваемого магнитопровоца. Цель изобретения - упрощение конструкции устройства. Поставленная цель достигается тем, что механизм настройки на размер навиваемого магнитопровода выполнен в виде полого вала с одной яолумуфтой на его конце, внутри которого эксцентрично установлен вал с другой полумуфтой на одной конце и криВОЩШ10М, щарнирно связанным с пантограф ным механизмом на другом, при этом устройство снабжено зубчатой передачей, одно колесо которой установлено на шпинделе, а другое - на полом валу с возможностью осевого перемещения. На чертеже изображена кинематическая схема устройства. Устройство состоит из вала 1 с установленной на нем щестерней2 и жестко связанной с ним оправкой 3 навиваемого магнитопровода, вала 4, вращающегося вдвое быстрее вала 1 для исполнения движения обкатки и имеющего эксцентриковую расточку, через которую проходит эксцентриковый вал S, связанный с пантографным механизмом 6, ролика 7, полз чающего движение в результате вращения связанной системы валов 4, 5 и пантографного механизма 6, позволяющего -копировать навиваемую поверхность, демпфера 8, выбирающего неточности копирования навиваемой поверхности, изменяющей величину эксцентриситета е в зависимости от величины навиваемого магнитопровода муфты (полумуфты) 9, неподвижная половина которой жестко закреплена на валу 4, а подвижная половина насажена на скользящей шпонке на эксцентриковый вал 5, механизма 10, выводящего из зацепления с шестерней 2 шестерню 11, установленную на вал 4 с возможностью возвратно-поступательного перемещения, и поворачивающего ее на нужный угол при изменении углового расположения эксцентрикового вала 5 относительно вала 1 и оправки 3 при настройке эксцентриситета е муфтой 9, пневмоцилиндра 12 с гидротормозом 13, обеспечивающим усилие поджима ролика 7 к оправке 3 и воздействующим на пантографный механизм 6.
НасЯройку станка производят следующим образом.
Подвижную полумуфту 9 выводят из зацепления с неподвижной полумуфтой, закрепленной на валу 4, и поворотом подвижной полумуфты 9 устанавливают эксцентриситет, соответствующий размеру навиваемого магнитопровода. Затем подвижную полумуфту 9 вводят в зацепление с неподвижной полумуфтой вала 4 и механизмом 10 расцепляют шестерню 11 с шестерней 2, вал 4 за шкив (не показан) поворачивают до тех пор, пока эксцентрик 5 не установится в плоскости, параллельной плоскости навивочной оправки 3, после чего шестерни 11 и 2 вводят в зацепление, и станок готов к работе.
Установку величины эксцентриситета и определение параллельности плоскостей оправки и эксцентрика производят по стрелочному прибору (не показан), кинематически связанному с устройством.
Устройство работает следующим образом.
При включении движение через вал 1 сообщают оправке 3, на которой закреплен конец навиваемой ленты (не показана), навиваемой с бобины.
Для обеспечения достаточной прочности соединения заправленного в оправку 3 конца Ленты и предотвращения проскальзывания оправки 3 относительно ленты в начале навивки удержание ленты навиваемого магнитопровода на оправке 3 производят роликом 7, поджим которого к поверхности оправки осуществляется пневмоцилиндром 12 через тормоз 13 и пантографный механизм 6.
После двух-трех оборотов оправки 3 скорость автоматически переключается и дальнейшее уплотнение ленты навиваемого магнитопровода производят за счет натяжения навиваемой ленты.Для исполнения движения обкатки роликом 7 оправки 3 скорость вращения вала 4 в два раза больше скорости вращения вала 1.
При работе устройства линия контакта опорной поверхности ролика 7 на протяжении
всего процесса навивки находится в плоскости, являющейся касательной плоскости вращения опорных поверхностей оправки 3. Опорная поверхность ролика 7 при контакте с оправкой 3 в процессе навивки магнитопровода в результате движения, передаваемого эксцентриковым валом 5 и пантографным механизмом 6, описывает заданную конфигурацию навиваемого магнитопровода.
Устройство конструктивно проще известного, что сокращает время на переналадку
станка.
Формула изобретения
Устройство для навивки ленточных мапштопроводов, содержащее навивочный механизм, включающий оправку, установленную на шпинделе, узел уплотнения ленты с пантографным механизмом и механизм настройки на размер навиваемого магнитопровода, о тличающееся тем, что, с целью упрощения конструкции устройства, механизм настройки на размер навиваемого магнитопровода вьшолнен в виде полого вала с одной полумуфтой на его конце, внутри которого эксцентрично установлен вал с другой полумуфтой на одном конце и кривошипом, щарнирно связанным с пантографньш механизмом на другом, при этом устройство снабжено зубчатой передачей, одно колесо которой установлено на шпинделе, а другое - на полом валу, с возможностью осевого перемещения.
Источники информации, принятые во внимание при экспертизе 1. Авторское cвидeтeльcfвo СССР № 505036, кл. Н 01 F 41/02, 1971.
УтТЩ
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для навивки ленточных магнитопроводов | 1971 |
|
SU505036A1 |
| Устройство для навивики ленточных магнитопроводов | 1971 |
|
SU505037A1 |
| Устройство для навивки магнитопроводов | 1977 |
|
SU942177A1 |
| Устройство для изготовления витых ленточных магнитопроводов | 1978 |
|
SU942178A1 |
| Устройство для изготовления витых ленточных магнитопроводов | 1979 |
|
SU978210A1 |
| Станок для горячей навивки пружин | 1989 |
|
SU1667999A1 |
| Устройство для навивки ленточных магнитопроводов | 1970 |
|
SU505041A1 |
| Устройство для изготовления ленточных магнитопроводов | 1980 |
|
SU955236A1 |
| Автомат для изготовления плоских спиральных пружин | 1975 |
|
SU534286A1 |
| Устройство для изготовления витыхлЕНТОчНыХ МАгНиТОпРОВОдОВ | 1979 |
|
SU847383A1 |