Изобретение относится к технологйческаму оборудованию производства витых ленточных магнитопроводов для малсмсяцных трансформаторов и дросселей в радиоэлектронной и электротехнической промьшшенности.
Известно устройство, содержащее корпус, магазин для размещения калибровочных оправок и пневмоцилиндр I .
Недостатком известного устройства является отсутствие со стороны свободного торца навивочной оправки направляющей, что приводит к ступенчатости укладки навиваемой на оправку ленты электротехнической стали, т. е. к браку изделий в связи с несоблюдением размера стержней магнитопровода, стыкуемого в процессе сборки трансформатора с электрической катушкой. Кроме того, существенным недостатком известного станка является консольное закрепление в шпинделе навивочной оправки, которая в процессе навивки заготовки магнитопровода находится под воздействием ударных нагрузок, создаваемых уплотняющим обкатывающим роликом, что приводит к разбиению шин - дальнего узла станка и быстрому износу навивочной оправки.
Цельизобретения - повышение ка чества изделий и долговечности устрой ства...
Поставленная цель достигается тем, что устройство содержит центр с паза.ми, в которых расположены поворотные ; рьичаги с полушайбами, закрепленными на концах, подпружиненные относительно центра, подшипник, установленный во втулке, расположенной внутри корпуса, и два дополнительных пневмоцилиндра, шток одного из которых свя зан с втулкой, а шток другого - с корпусом магазина, магазин выполнен с цилиндрическим выступом и каналом, расположенным по центру выступа, при этом центр установлен на цилиндрическом выступе внутри подшипника.
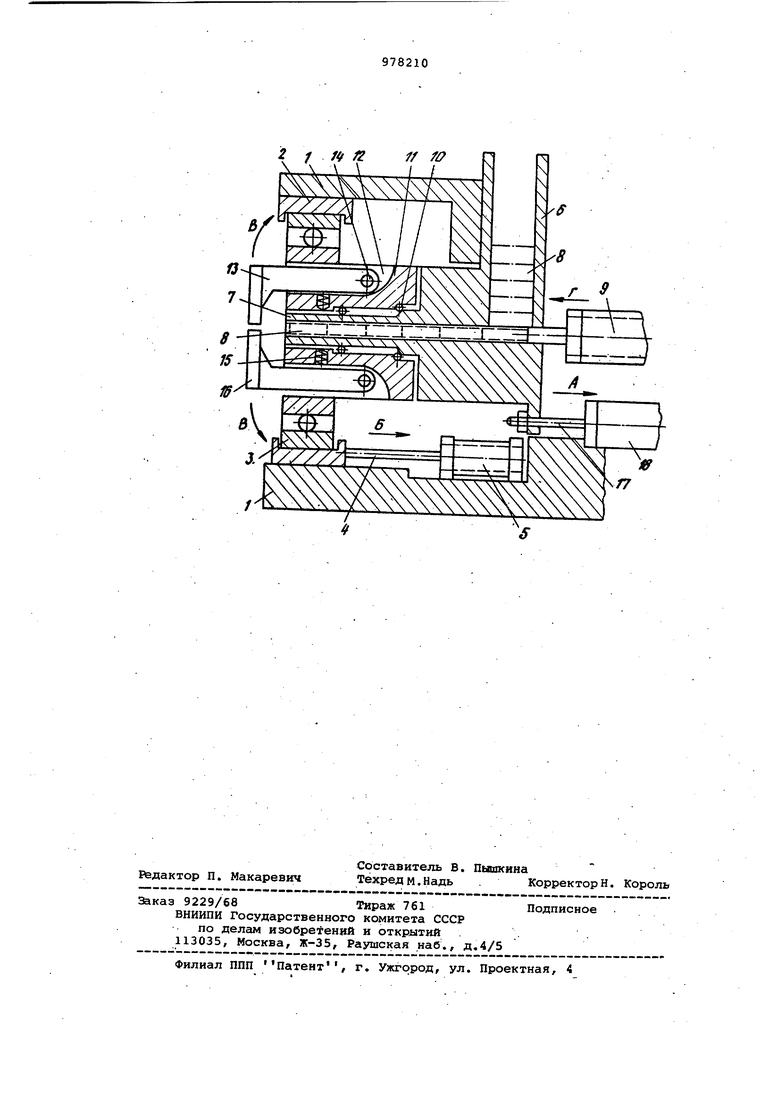
На чертеже изображено устройство, общий вид.
Устройство состоит из корпуса 1, в плоскости которого установлена втулка 2 с подшипником 3, связанная штоком 4 с пневмоцилиндром 5. В корпусе 1 установлен также магазин б с каналом 7 для подачи калибровочных оправок 8, осуществляемой штоком лневмоцилиндра 9. Наружная поверхность канала 7 выполнена цилиндрической и на ней установлены подшипники 10, закрепленные в полости центра 11, в пазах 12 которого установлены рычаги 13 на осях 14. Рычаги 13 подпружиненны относительно центра 11 пру жинами 15, а на концах рычагов 13 закреплены полушайбы 16. Устройство установлено на навивочном станке та- , Ким образом, что ось его канала 7 совпадает с осью шпинделя станка. Магазин б с каналом 7 и установленным на нем центром 11 штоком 17 связан с пневмоцилиндром 18, закрепленным на корпусе 1.
Перед началом работы станка магазин 6 устанавливают обойму с калибровочными оправками 8, а вторую свободную оконечность навивочной оправки (не показана) зажимают между полушайбами 16 устройства.
Устройство работает следующим . .
В процессе навивки заготовки магнитопровода навиваемая на навнвочнуто оправку электротехнической стали центрируется торцом шпинделя и поверхностями полуилайб 16. Навивочная оправка зажата одним концом в шпинделе станка, а другим - между полу- шайбами. 16 устройства.
По окончании навивки заготовки магнитопровода по команде устройства управления станком штоком 4 пневмоцилиндра 5 втулка 2 перемещается по стрелке Б, освобождая рычаги 13, которые под воздействием пружин 15 раскрываются по стрелке В, При этом устройством съема навитой заготовки магнитопровода с навивочной оправки (не показано) заготовка сталкивается с навивочной оправки, а штоком пневмоцилиндра 9 калибровочная оправка 8 продвигаясь по стрелке Г, впрессовЫвается в навитую заготовку магнитопровода. Штоком 17 пневмоцилиндра 18
корпус магазина б с каналом 7 оттягивается по стрелке А. При этом навитая заготовка магнитопровода с впрессованной в нее калибровочной оправкой 8 выпадает в бункер готовых изделий. Одновременно на навивочную оправку подается конец навиваемой ленты, штоками пневмоцилиндров 5, 9 и 18 устройство приводится в исходное положение, станок автоматически включается на вьшрлнение следующего цикла навивки заготовки магнитопровода. Применение предлагаемого устройства исключает ступенчатость укладки ленты на навивочной оправке, повышает долговечность шпиндельного узла станка и навивочной оправки.
Формула изобретения
Устройство для изготовления витых ленточных магнитопройодов, содержащее корпус, магазин для размещения калибровочных оправок и пневмоциндр, отличающееся тем, что, с целью повышения качества и долговечности, оно содержит центр с пазами, в которых расположены поворотные рычаги с полушайбами, закрепленными на концах, подпружиненные относительно центра, подшипник, установленный во Втулке, расположенной внутри корпуса h два дополнительных пневмоцилиндра, шток одного из которых связан с втулкой, а шток другого-- с корпусом магазина, магазин выполнен с цилиндрическим выступом и каналом, расположенным по центру выступа, при этом дентр установлен на цилиндрическом выступе внутри подшипника.
Источники информации, принятые во внимание при экспертизе
1. Авторское свидетельство СССР W 235188, кл Н 01 F, 1967.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления витых ленточных магнитопроводов | 1978 |
|
SU942178A1 |
| Устройство для изготовления ленточных магнитопроводов | 1980 |
|
SU955236A1 |
| Устройство для изготовления витыхлЕНТОчНыХ МАгНиТОпРОВОдОВ | 1979 |
|
SU847383A1 |
| Устройство для навивки магнитопроводов | 1977 |
|
SU942177A1 |
| УСТРОЙСТВО для ФОРМОВКИ МАГНИТОПРОВОДОВ'-ПЛТЕЯТКО" ? лICII | 1970 |
|
SU270058A1 |
| СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ ВИТЫХ ЛЕНТОЧНЫХ МАГНИТОНРОВОДОВ | 1969 |
|
SU235188A1 |
| Автомат для навивки магнитопроводов | 1983 |
|
SU1191958A1 |
| Устройство для навивки спиралей | 1989 |
|
SU1692710A1 |
| Устройство для навивки ленточных магнитопроводов | 1981 |
|
SU987696A1 |
| Устройство для изготовления витых ленточных магнитопроводов | 1981 |
|
SU983770A1 |