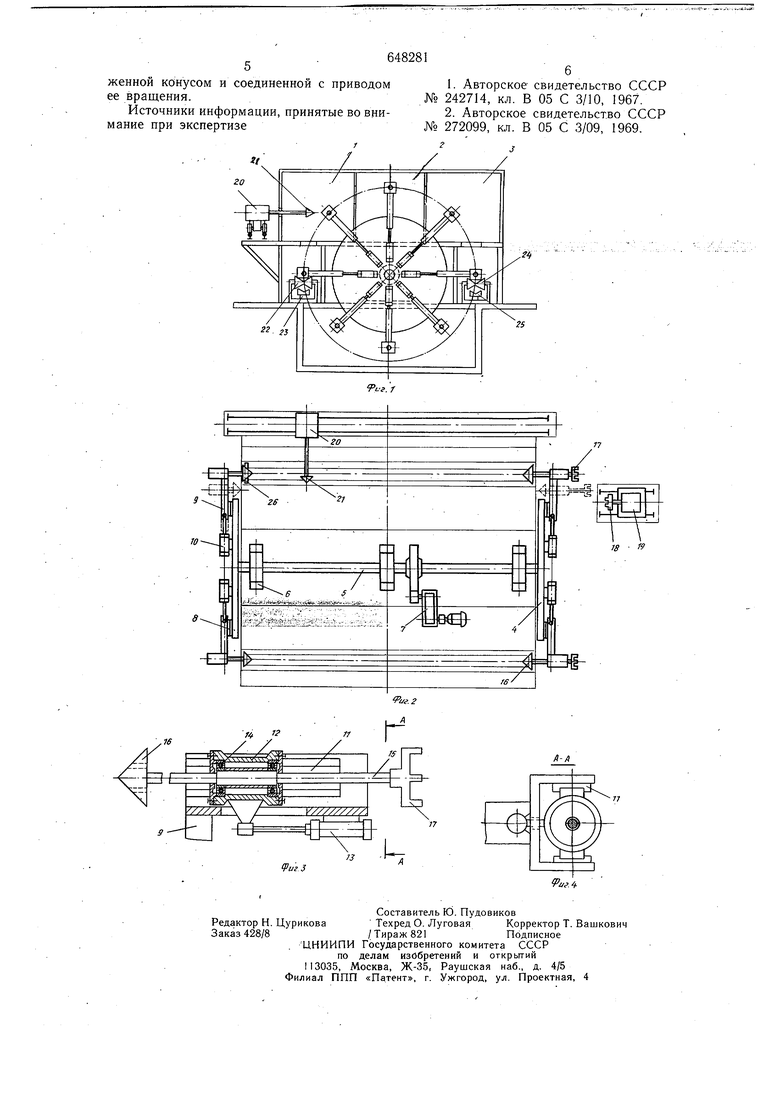
, (54) УСТРОЙСТВО ДЛЯ ОКРАСКИ ПОЛЫХ ИЗДЕЛИЙ перемещения, а на другом конце установлена приводнан каретка с пропущенной через нееОСЬЮ, снабженной конусом и соединенной с приводом ее вращения. На фиг. 1 изображено предложенное устройство, вид сбоку; на фиг. 2 - то же, вид сверху; на фиг. 3 - приводная каретка зажима; на фиг. 4 - то же, разрез А-А на фиг. 3. Устройство для окраски полых изделий содержит окрасочную 1, сушильную 2 и охладительную 3 камеры и многопозиционный ротор, выполненный в виде двух дисков 4, соединенных горизонтальным валом 5, который установлен в опорах 6 и связан с приводом его пульсирующего поворота 7. На наружных торцах дисков 4 расположены зажимы, каждый зажим выполнен в виде установленного на направляющих 8 радиального ползуна 9, один конец которого соединен с приводом ,его возвратно-поступательного перемеш;ения 10, а на другом конце установлена на направляющих 11 приводная каретка 12, также соединенная с приводом возвратно-поступательного перемещения 13. В каретке 12 на подшипниках 14 смонтиро вана ось 15, снабженная с одной стороны конусом 16 для закрепления изделий, а с другой стороны - полумуфтой 17, соединяемой с полумуфтой 18 привода вращения 19 в позиции окраски изделий. Причем полумуфтами 17 привода вращения снабжены оси 15 зажимов, расположенных на одном из дисков 4. Для окраски изделий на тележке 20 установлен краскораспылитель 21. Для подачи изделий устройство снабжено рольгангом 22 и подъемным механизмом 23, а для выдачи окрашенных изделий - рольгангом 24 и опускающим механизмом 25. Конусы 16 осей 15 выполнены с отверстиями для обеспечения выхода газов из внутренних полостей изделий при их сушке. Рольганг 22 подачи изделий снабжен упором 26. Устройство работает следующим образом. Предварительно окрашенное изнутри изделие (труба) рольгангом 22 подается до упора 26. После утапливания упора срабатывает подъемный механизм 23, который поднимает трубу с рольганга и устанавливает (в зависимости от диаметра трубы) в положение, необходимое для соосного зажима ее ( торцов конусами 16. Затем срабатывают два противололожно расположенных. (на двух разных торцах ротора) привода 10, перемещающие радиальные ползуны 9 по направляющим 8 до совмещения осей конусов 16 с осью трубь. После остановки ползунов 9 срабатывают приводы 13 кареток 12. При этом каретки 12, перемещаясь по направляющим 11, обжимаются. Сближение кареток 12 будет продолжаться до зажатия торцов трубы конусами 16, после чего приводы 13 должны от.ключиться. Отключение приводов 13 (предпочтительно гидро- или пневмоцилиндров) дает импульс приводу 7 на поворот ротора на одну позицию с последующей остановкой. При этом привод вращения 19, передвигаясь в -сторону ротора, производит сцепление полумуфт 17 и 18. После сцепления полумуфт 17 и 18 и включения привода вращения 19 зажатая с торцов конусами 16 труба начинает вращаться вокруг своей , а краскораспылитель 21,передвигаясь вдоль вращающейся трубы при помощи; тележки 20, производит ее наружную покраску. После окончания окраски привод вращения 19 отходит назад, производя расцепление полумуфт 17 и 18, а краскораспылитель 21 возвращается в исходное положение. Затем ротор производит поворот трубы на позицию сушки., где она сушится горячим воздухом в сушильной камере 2. После сущки труба перемещается в Охладительную камеру 3, где производится ее охлаждение потоком холодного воздухаили распыленной водой. Готовая труба в зависимости от диаметра укладывается или на опускающий механизм 25, или непосредственно на рольганг 24. Освобождение трубы от зажимов осуществляется в порядке, обратном описанному выше. Готовая труба рольгангом24 транспортируется на склад. Процесс окраски, сушки и охлаждения полых изделий, например труб, протекает циклично, с интервалами, обеспечивающими соблюдение технологии. Использование изобретения позволит создавать универсальные установки для окраски поверхностей полых изделий, например труб, разных длин и диаметров, обеспечивая хорошее качество наносимого покрытия. Формула изобретения Устройство для окраски полых изделий, содержащее окрасочную, сушильную и охладительную камеры и многопозиционный ротор с зажимами, связанными с приводом вращения, отличающееся тем, что, с целью унификации устройства за счет обеспечения возможности окраскиПОЛЫХ изделий разных длин и диаметров, каждый из за.жимов выполнен в виде радиального ползуна, один конец которого соединен с приводом его возвратно-поступательного перемещения, а на другом конце установлена приводная ка ретка с пропущенной через нее осью, снаб
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для нанесения защитного покрытия на цилиндрические изделия | 1982 |
|
SU1047532A1 |
| Автоматическая установка для окрашивания изделий | 1985 |
|
SU1375352A1 |
| Робот для окрасочных камер | 1979 |
|
SU895529A1 |
| Поточная линия для производства эмалированных труб | 1981 |
|
SU989900A1 |
| Устройство для нанесения покрытия на крупногабаритные изделия | 1982 |
|
SU1060242A1 |
| Устройство для окрашивания изделий | 1982 |
|
SU1061851A1 |
| Робот для окрасочных камер | 1982 |
|
SU1030036A1 |
| Установка для нанесения покрытий на металлический прокат | 1980 |
|
SU889127A1 |
| Установка для окраски изделий | 1980 |
|
SU942808A1 |
| Агрегат для поточного эмалирования труб | 1980 |
|
SU885349A1 |
