1
Изобретение относится к деревообрабатывающей промышленности и предназначено для полумения улучшенного качества покрытий на различных стадиях процесса отделки при нанесении подготовительных покрытий - грунтовании и шпатлевании, а также при лакировании столярных деталей.
Известен способ -получения покрытий на изделиях из древесины путем нане- to сения на подготовленную поверхность полимерного связукяцего, сушки и последующего доблагораживания полученной поверхности, нагрева ее до 120-220 С и прокатывания .полированными вальца- ts ми с удельным давлением 4-12 кгс/см
D.
Однако данный способ облагораживания покрытий невозможно применять ко 20 всем столярным деталям, так как некоторые из них при нагреве до 120220 0 изменяют свою первоначальную форму, другие детали нельзя подвергать значительному давлению при про-i катывании поскольку при этом происходит нарушение качества детали.
Цель изобретения - упрощение процесса.
Для достижения поставленной цели ПОКР111ТИЯ на изделиях из древесины получают путем нанесения полимерного связуюцего, сушки и последующего прокатывания, которое производят в присутствии 2-3 атомного спирта или смеси его с растворителями, инертными к полимержому связующему.
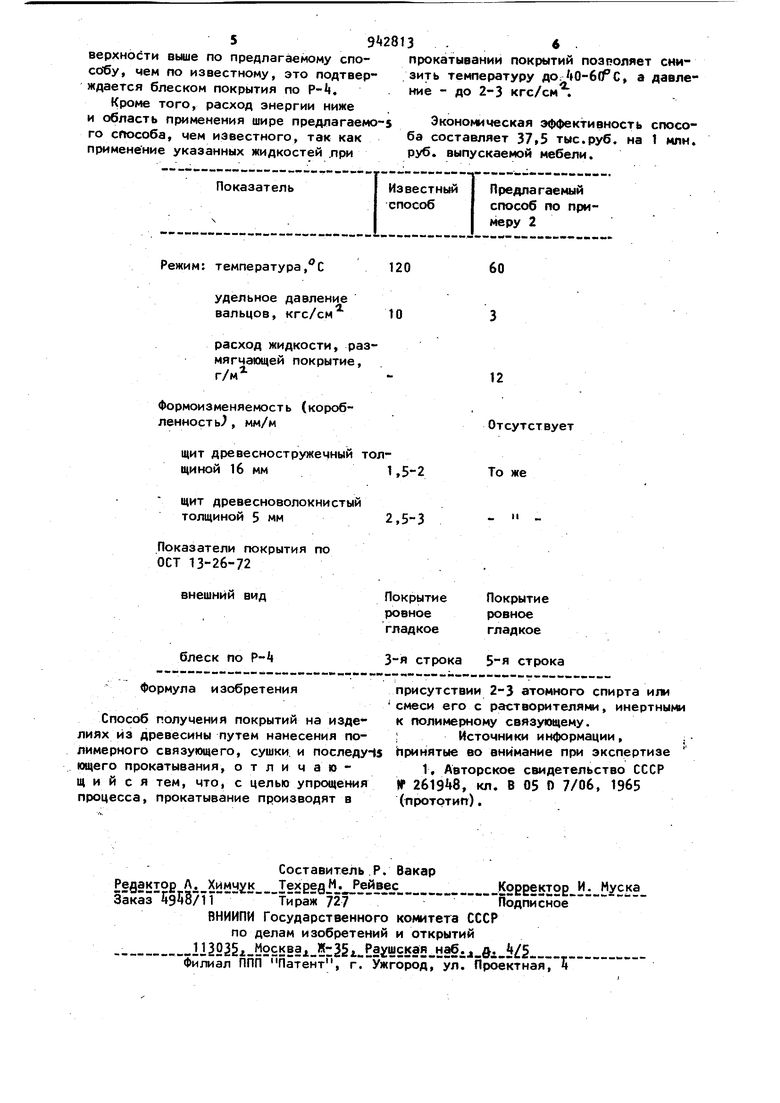
Нанесение на поверхность покрытия тонкого слоя размягчающей жидкости производят прокатывающим вальцом.непосредственно после сушки покрытия, когда покрытие имеет температуру kQ-6Q°C. В результате нанесения многоатомных спиртов на подогретое покрытие, макромолекулы последнего взаимодействуя с жидкостью, приобретают большую подвижность, чем при обычном нагреве древесины.полимерного связуюсушки и последующего прокатыва ни я.. 8 результате нанесения 2-3 атомных спиртов на подогретое покрытие, имеющее после сушки температуру 40бО С, макро.молекулы последнего, взаимодействуя с вышеуказанной жидкостью, приобретают большую подвижность, чем при обычном нагреве. Инер ные растворители способствуют равномерному распределению вязких спиртов по поверхности покрытия и проникнове нию в микронеровности покрытия. Поэтому прокатывание обработанног таким образом покрытия при удельном давлении 2-3 кгс/см и температуре эффективнее известного спосо ба прокатывания. П р и. м е р 1. Щит с нанесенным слоем шпатлевки на основе мочевиноформальдегидного связующего и поливинилацетатной дисперсии сушат при 60-80°С. По окончании сушки щит подают в вальцовый станок, где лервой парой вальцов наносят диэтиленгли коль с расходом 10-12 давле нии 2 кгс/смЛ и температуре на поверхности покрытия. Вторая пара вальцов прокатывает при давлении 2 кгс/см, а третья при 3 кгс/см без нанесения, жидкости. Пример 2. Щит с нанесенным слоем нитроцеллюлозного лака сушат в конвекционной сушилке при . По окончании сушки щиты без охлаждения прокатывают на станке тремя пара ми вальцов по следующему режиму: пер -вая пара при давлении 2 кгс/см и температуре 0-45°С на поверхности щита наносит глицерин с расходом 8 г/м вторая - при давлении 2 кгс/ третья пара - при давлении 3 кгс/см |. Пример 3- 1Дит с нанесенным слоем порозаполнитёля, связующее которого полиакриламид и карбоксилметилцеллюлоза, сушат при , а затем без охлаждения прокатывают на станке с тремя парами вальцов по сле дующему режиму: первая пара вальцов наносит раствор глицерина в этиловом спирте 1:1 по весу с, расходом 10 г/м 2 кгс/см и температуре при давлении , втораяи третья пары вальцов сухие, прокать ают при давлении 2,5 кгс/см соответственно. Пример t. Щит с нанесенным слоем нитроцеллюлозного лака сушат при fO-50 C, а затем без охлаждения прокатывают на станке с тремя парами вальцов по следующему режиму: первая пара наносит пропиленгликоль с водой в соотношении 1:1 с расходом 10 г/м при давлении 2,0 кгс/см и темперао. туре С, вторая и третья пары и 3 кгс/см сухие, при давлении 2,5 соответственно. Пример 5. Щит с нанесенным грунтовочным составом на основе мочевино-формальдегидного связующего и поливинилацетатной дисперсии сушат При ЗО-ЭО С. Затем прокатывают на вальцовом станке с тремя парами валь цов по следующему режиму: первая пара наносит смесь диэтиленгликоля и ацетбна в соотношении 1:2 с расходом 10 давлении 1,5 кгс/см и температуре , вторая и третья пары - при давлении 2,0 и 3 кгс/см . Пример 6. Щит с нанесенным грунтовочным составом на основе . . меяамиио-формальдегидного связующего сушат при ЗО-ЭО С. Затем прокатывают щит на вальцовом станке с одной парой вальцов при следующем режиме: вальцом наносят смесь триметиленгликоля с водой и ацетоном в соотношении 0,5:1:1 по весу при давлении 2, кгс/см и температуре на поверхности покрытия. Пример 7. Щит с нанесенным грунтовочным составом на основе мочевино-формальдегидной смолы сушат при бО-бО С. Затем прокатывают на вальцовом станке с тремя парами вальцов по следующему режиму: первая пара наносит этиленгликоль в смеси с толуолом и уайт-спиритом в соотношении 1:0,5:3 или 1:0,5: с расходом 15 г/м при давлеи 1и 1,5 кгс/см и температуре 60 С, вторая и третья пары - сухие при давлении 2,5 и 3 кгс/см соответственно. Для получения сравнительных данных параллельно проводят опыты облагораживания нитропокрытия по известному способу. Полученные данные приведены в таблице. Как видно из таблицы обрабатываемых деталей на формоизменяемость предлагаемый способ не оказывает влияния, тогда как формоизменяемость деталей, обработанных по известному способу, даже при минимальной температуре 120°С и давлении 10 кгс/см весьма заметна и выходит за пределы нормы. В то же время качество обработанной поверхноети вьше по предлагаемому способу , чем по известному, это подтверждается блеском покрытия по Р-.
Кроме того, расход энергии ниже и область применения шире предлагаемо-5 го сггособа, чем известного, так как применение указанных жидкостей .при
прокатывании покрытий позволяет снизить температуру f O:hO-6(fCt а давление - до 2-3 кгс/см.
Экономическая эффективность способа составляет 37,5 тыс.руб. на 1 млн. руб. выпускаемой мебели.
| название | год | авторы | номер документа |
|---|---|---|---|
| Линия технологической обработки щитовых изделий | 1988 |
|
SU1549880A1 |
| Способ облагораживания поверхности шпона | 1973 |
|
SU484098A1 |
| Линия комплексной отделки щитовых деталей мебели | 1988 |
|
SU1574488A1 |
| Способ облагораживания изделий из древесины | 1990 |
|
SU1720898A1 |
| СПОСОБ ОБРАБОТКИ ПОВЕРХНОСТИ ДРЕВЕСИНЫ | 1970 |
|
SU272098A1 |
| Способ упрочнения шпона | 1979 |
|
SU844289A1 |
| Валец для нанесения жидкости на изделия | 1976 |
|
SU614822A1 |
| СПОСОБ ОТДЕЛКИ ЩИТОВЫХ ДЕТАЛЕЙ ИЗ ДРЕВЕСИНЫ | 1971 |
|
SU297505A1 |
| Способ изготовления полированных щитов | 1977 |
|
SU668824A1 |
| СПОСОБ ОТДЕЛКИ СТОЛЯРНО-МЕБЕЛЬНЫХ ИЗДЕЛИЙ | 1971 |
|
SU321420A1 |
