(54) СПОСОБ ЭКСПЛУАТАЦИИ ПРСЖАТНЫХ
1
Изобретение относится к отрасли металлургии, а именно к прокатному производству и может быть использовано для повышения стойкости прокатных вапков.
Совместное действие механических, химическврс, термических, электрохимических факторов при трении металлов вызывает электрические явления. В свою очередь, электрические 5шления влияют на снгту, взаимодействие и характер связей ,„ в приграничных, поверхностных слоях контактирующих металлов, что в итоге приводит к изменению макроскопических па- : раметров: стойкости валков, силы трения, усилий упругопластической деформации ,5 и т. д.
Поэтому управление электрическими процессами при трении и упругон 1ластической деформации металлов имеет важное значение...ifO
Множественность причин электромеханического износа валков предопределяет множественность гипотетических предста лений, описьшающих механизмТ энергетику
ВАЛКСЖ
и влияние электрических процессов при трении валков и прокатываемого металла, разделенных слоем смазки.
Прокатный валок представляет собой вращающийся вокруг своей оси цилиндрический постоянный магнит. Намагниченность валка может быть остаточной f, процессе механической и термической обработки, а также наведенной при деформации в процессе прокатки.
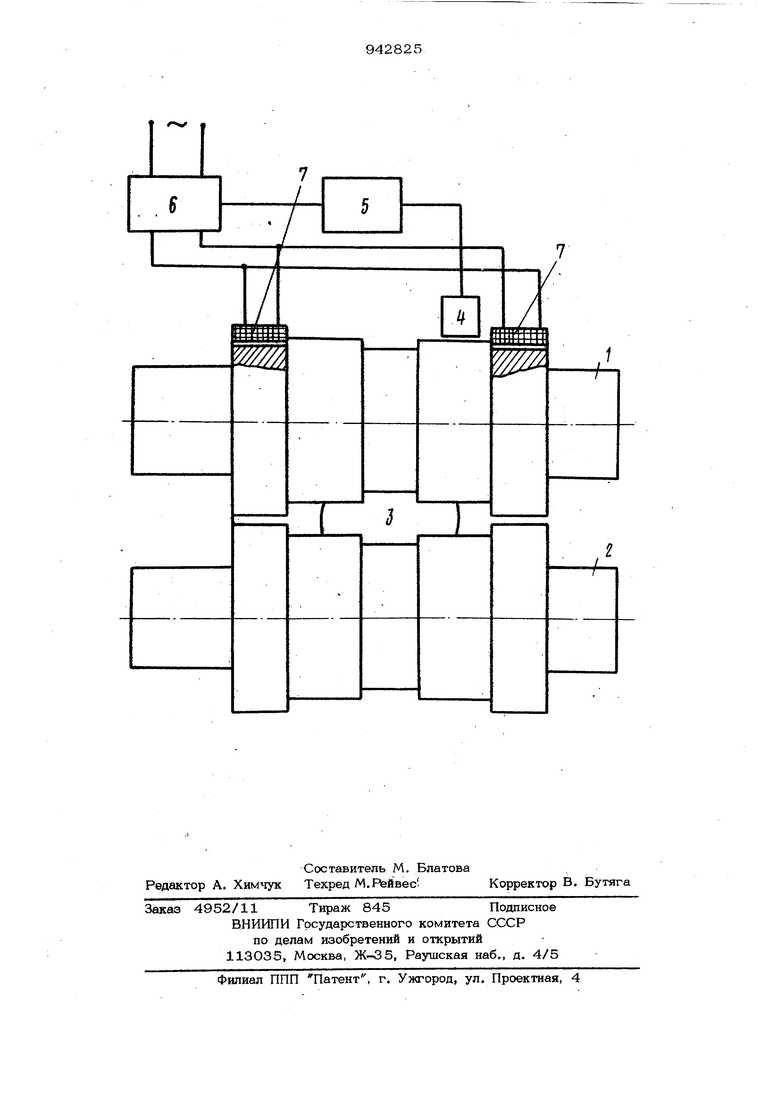
Известно, что между поверхностью намагниченного цилиндра и его осью при вращении устанавливается разность потевциалсив, так называемая. униполярная ЭДС. Под действием этой разности потенциалов через обрабатываемый в очаге деформации металл течет электрический ток. Цепь тока оказывается всегда на промъппленных станках замкнута, даже если подшипники валков выполнены из электроизоляционного материала (чаще всего из текстолита) : со ctopoHH валков замыкание на земле происходит, например через шестеренную клеть, а со стороны прокатьюаемого металла - через рольганг ij Если предположить, что электромагнитные наводки на неэаэкпаниоованный токосъемник могли на порядок изменить величину замеренного падения напряжения, то и в этом случае значение тока имеет достаточно большое значение (сотни Ампер). Ни одна из известных причин возникновения электрического тока пои трении, как например, за счет градиента температур или давления не создает такой большой ток. К тому же, особенность униполярного генератора, каковым служит прокатный валок в данном случае, являет ся низкое значение ЭДС, но большое значение тока. Причем, следует заметить, что величи на замеренного напряжения изменяется в больших пределах за период в соответствии с изменением зазора между валками и усилием прокатки при деформировании профиля автоосей. При прокатке автоосей износ валков настолько велик, что стойкость их состав-25 лен ляет всего несколько часов. Известно, что ЭДС униполярной индукции зависит от распределения магнитной индукции по цилиндрическому образцу. Сопоставление магнитометрических измерений с кривыми износа бочки валка выявляет между ними совпадение: максимумы износа приходятся на полюса намагниченности валков. Наиболее близкимк предлагаемому по технической сущности является способ повышения стойкости прокатных валков путем компенсации триботока 2 . Недостата:ом известных способов компенсации трибо токов является необходимость разрьюа цепи триботоков, что не всегда возможно, измерение результирующей величины их и ввод регулируемого противотока от построенного источника. Каждая из этих задач сама по себе является технически сложной и трудно реализуется в совокупности на практике. Цель изобретения - повышение стойкости валков путем компенсации трибото- ков при прокатке. Поставленная цель достигается тем, что согласно способу эксплуатации прокатных эалкой, измеряют намагниченность прокатных валкЗв, например коэрцитимет ром, и сигналами его с помощью обмоток возбуждения, встроенных внутрь валков и соединенных с внешним источником питания, валки при прокатке размагничивают. 94 54 Сущность способа повьпления стойкости прокатанных валков заключается в следующем. Прокатная клеть в принципе может быть представлена как униполярной генератор с самовозбуждением. Причиной первоначальной статической (в смысле постоянной) намагниченности служит механическая обработка на токарном станке, где протекают известные при резании и трении электрические явления, а также термообработка., Динамическая составляющая намагниченности, приводящая к увеличению униполярного тока, обусловлена деформацией самого прокатного валка при изменении давления метгшла, т. е. усилия прокатки. Прокатные валки изготавливаются из ферромагнитного металла, поэтому при деформации намагниченность их изменяется. Кроме того, изменяют намагниченность. также градиент температур, электрические явления при трении и обработке металлов давлением. Вектор магнитного потока валка направвдоль его оси. ЭДС униполярного генератрра зависит от величины магнитного потока, угловой скорости вращения валка, диаметра бочки, места расположения калибра по длине бочки и других факторов. Под действием униполярной ЭДС через контактные поверхности валков и металла в очаге деформации протекает ток значительной величины, который вызывает износ валков. Для устранения этого тока предлагается размагничивать прокатанные валки. То есть, если магнитный поток униполярного генератора уменьшить до нуля, то электрический потенциал на поверхности валков также будет равен нулю и электрический ток, вызыванный .униполярным эффектом, через пару валок-металл протекать не будет. Для компенсации этого тока предлагается использовать сам прокатный валок. С этой целью внутри валка (или поверх монтируют спиральную обмотку (соленоид) возбуждения. Через эту обмотку пропускают ток от внешнего регупируемого источника питания. Вектор магнитной индукции для компенсации униполярного тока должен быть противоположным тому, который возникает в прокатном валке за счет униполярного эффекта. Это достигается регулированием полярности и величины тока возбуждения в обмотке солено1ща от внешнего источника питания. Величину и полярность питающего напряжения можно определять, например по показаниям коэрцитиметра, расположенного на поверх ности прокатного валка. Если в процессе прокатки степень на- магнцченности вилка изменится и станет отличной от нуля, то по сигналу коэрцйтиметра от источника питания через обмотку возбуждения пропускают электрический ток до компенсации намагйиченнос ти. Направление тока может задаваться, например по направлению валка, если прокатный стан реверсивный. О размагничивающем действии внешнего источника можно судить по ЭДС, во никающей в паре валок металл. На чертеже схематически изображена клеть с обмотками возбуждения, охватывающими бочку валков, реализующая пред лагаемый способ. Между валками 1 и 2 прокатьтается заготовка 3. Над бочкой валка 1 установлен измеритель намагниченности, например коэрцйтиметр 4, связанныйчерез усилитель 5 с регулируемым источником питания 6. Нагрузкой источника питания служит обмотка возбуждения 7. Компенсация триботоков осуществляется следукяцим образом. С помощью коэрцитиметра измеряют намагниченность валка и если она отлична от нуля, сигнал усиливают в блоке и под;ают на управление источником пита1ния Шточник питания 6 может представлять собой, например, управляемый тиристорный вьшрямитель, выходной ток которого зависит от величины управлтошего сигнала на входе. Для заданного направления вращения валка и полярности начальной намагниченности И ц . которая определяется при перевалке, направление тока в обмотке возбуждения выбирается таким, чтобы создать магнитный поток Н , противоположный Ни При их равенстве ЭДС унш1олр5шой ин;;1укшш такзке будет равна нулю. Проще задача решается в случае прокатки в калибре с большим зазором между валками 1, В этом случае обмотка возбуждения в прнншше может охватьгаать бочку валка,. поэтому может быть неподвижной, и надобность в токосъемниках отпадает. .Формула изобретения Способ эксплуатации прокатных валков, отличающийся тем, что, с целью повьпиения стойкости валков путем компенсации триботоков, вапки при прокатке размагничивают воздействием на них электромагнитного поля. Источники информации, принятые во внимание при экспертизе 1.Тамм И. Е. Основы теории электричества. Наука, 1976, с. 541. 2.Клкжвин М. И. Электрические явления при трении и резании металлов. Наука, 1969, с. 101.

| название | год | авторы | номер документа |
|---|---|---|---|
| Прокатная клеть для прокатки с электроконтактным нагревом | 1977 |
|
SU631222A1 |
| Валок | 1980 |
|
SU925452A1 |
| ПРОКАТНАЯ КЛЕТЬ | 1998 |
|
RU2141880C1 |
| СПОСОБ ПРОКАТКИ | 1998 |
|
RU2139153C1 |
| ПРОКАТНАЯ КЛЕТЬ | 1998 |
|
RU2138346C1 |
| ПРОКАТНАЯ КЛЕТЬ | 1999 |
|
RU2149718C1 |
| СПОСОБ ПРОДОЛЬНОЙ ПРОКАТКИ И КЛЕТЬ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2146971C1 |
| ПРОКАТНАЯ КЛЕТЬ | 1999 |
|
RU2166390C2 |
| СПОСОБ ЭКСПЛУАТАЦИИ РАБОЧЕГО ВАЛКА | 1998 |
|
RU2131312C1 |
| СПОСОБ УНИВЕРСАЛЬНОЙ ПРОФИЛИРОВКИ ВАЛКОВ ЛИСТОВЫХ СТАНОВ | 2006 |
|
RU2302306C1 |