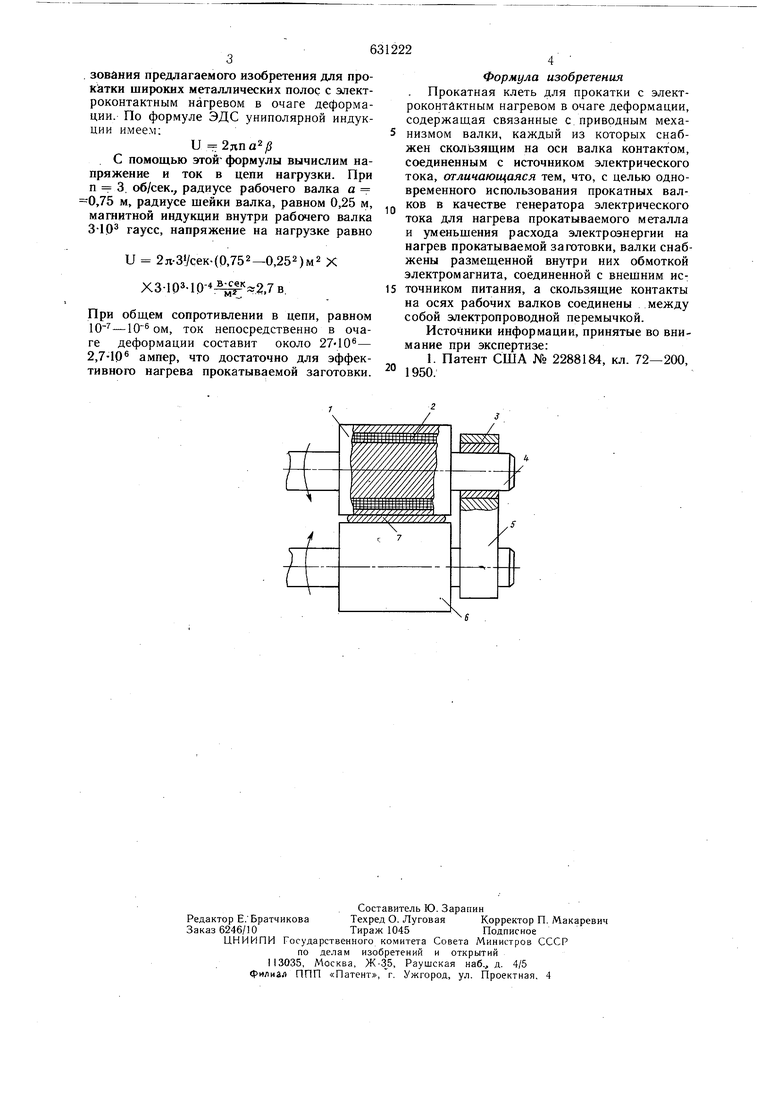
Изобретение относится к прокатному производству и может быть использовано для получения широких и тонких металлических листов. Известна прокатная клеть для прокатки с электроконтактным нагревом в очаге деформации, содержащая связанные с приводным механизмом валки, каждый из которых снабжен скользящим на оси валка контактом, соединенным с источником электрического тока 1. Недостатком известного устройства является большой расход на электроэнергию для нагрева. С целью одновременного использования прокатньлх валков в качестве генератора электрического тока .для нагрева прокатываемого металла и уменьшения расхода электроэнергии на нагрев прокатываемой заготовки валки предлагаемой клети снабжены размещенной внутри них обмоткой электромагнита, соединенной с внешним источником питания, а скользящие контакты на осях рабочих валков соединены между собой электропроводной перемычкой. На чертеже изображена предложенная прокатная клеть, общий вид. Прокатная клеть содержит верхний рабочий валок 1, Б котором размещена обмотка электромагнита- 2. Скользящий контакт 3 соединяет ось 4 верхнего валка через пе1)емычку 5 с осью нижнего валка 6. Между рабочими валками зажата прокатываемая заготовка 7. Конструкция нижнего валка аналогична конструкции верхнего валка. Предложенная прокатная клеть работает следующим образом. Обмотки электромагнита, питаемые от внешнего источника сравнительно малым током, создают в объеме рабочих валков намагниченность. Причем направление намагниченности верхнего и нижнего валков одинаково. При вращении рабочих валков в противоположных направлениях электродвижущая сила, возникшая согласно закону униполярной индукции, создает электрический ток в цепи, состоящей из рабочих валков, скользящих контактов, перемычки и прокатываемой заготовки. Униполярный генератор характеризуется низким напряжение.м электродвижущей силы, но большими токами, отдаваемыми в нагрузку. Пример. Нижеприведенный расчет указывает на реальную воз.можность использования предлагаемого изобретения для прокйтки широких металлических полос с электроконтактным нагревом в очаге деформации. По формуле ЭДС униполярной индукции имеем: и 2лпа С помощью этой- формулы вычислим иапряжение и ток в цепи нагрузки. При п 3. об/сек., радиусе рабочего валка а -0,75 м, радиусе шейки валка, равном 0,25 м, магнитной индукции внутри рабочего валка 3-10 гаусс, напряжение на нагрузке равно и 2л-3 /сек-(0,752-0,252)м2 X X.() ъ При общем сопротивлении в цепи, равном 10-10 ом, ток непосредственно в очаге деформации составит около 27-10 - 2,7-10® ампер, что достаточно для эффекг - - - -, - ,-, --ГТ тивного нагрева прокатываемой заготовки. Формула изобретения Прокатная клеть для прокатки с электроконтйктным нагревом в очаге деформации, содержащая связанные с приводным механизмом валки, каждый из которых снабжен скользящим на оси валка контактом, соединенным с источником электрического тока, отличающаяся тем, что, с целью одновременного использования прокатных валков в качестве генератора электрического тока для нагрева прокатываемого металла и уменьшения расхода электроэнергии на нагрев прокатываемой заготовки, валки снабжены размещенной внутри них обмоткой электромагнита, соединенной с внешним источником питания, а скользящие контакты на осях рабочих валков соединены между собой электропроводной перемычкой. Источники информации, принятые во внимание при экспертизе: 1. Патент США № 2288184, кл. 72-200, 1950.
| название | год | авторы | номер документа |
|---|---|---|---|
| Валок | 1980 |
|
SU925452A1 |
| Способ эксплуатации прокатных валков | 1980 |
|
SU942825A1 |
| Устройство для прокатки | 1977 |
|
SU633629A1 |
| СПОСОБ ПРОКАТКИ | 1998 |
|
RU2139153C1 |
| ПРОКАТНАЯ КЛЕТЬ | 2000 |
|
RU2189287C2 |
| СТАН ХОЛОДНОЙ ПРОКАТКИ ПОЛОС | 1999 |
|
RU2173226C2 |
| СПОСОБ ПРОДОЛЬНОЙ ПРОКАТКИ И КЛЕТЬ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2146971C1 |
| Клеть прокатного стана с электро-КОНТАКТНыМ НАгРЕВОМ | 1979 |
|
SU831232A1 |
| ПРОКАТНАЯ КЛЕТЬ | 1998 |
|
RU2141880C1 |
| ПРОКАТНАЯ КЛЕТЬ | 1998 |
|
RU2138346C1 |
