(5) ЛИТНИКОВАЯ СИСТЕМА
| название | год | авторы | номер документа |
|---|---|---|---|
| Литниковая система | 1980 |
|
SU869936A1 |
| ЛИТНИКОВАЯ СИСТЕМА | 1995 |
|
RU2098219C1 |
| Литниковая система для модифицирования металла в форме | 1984 |
|
SU1178532A1 |
| Устройство для модифицирования жидкого металла | 1990 |
|
SU1792799A1 |
| Литниковая система | 1978 |
|
SU710753A1 |
| Литниковая система | 1979 |
|
SU846063A1 |
| Литниковая система | 1988 |
|
SU1562059A1 |
| Литниковая система для внутриформенного модифицирования | 1982 |
|
SU1044410A1 |
| Литниковая система | 1985 |
|
SU1339132A1 |
| Литниковая система | 1987 |
|
SU1544523A1 |
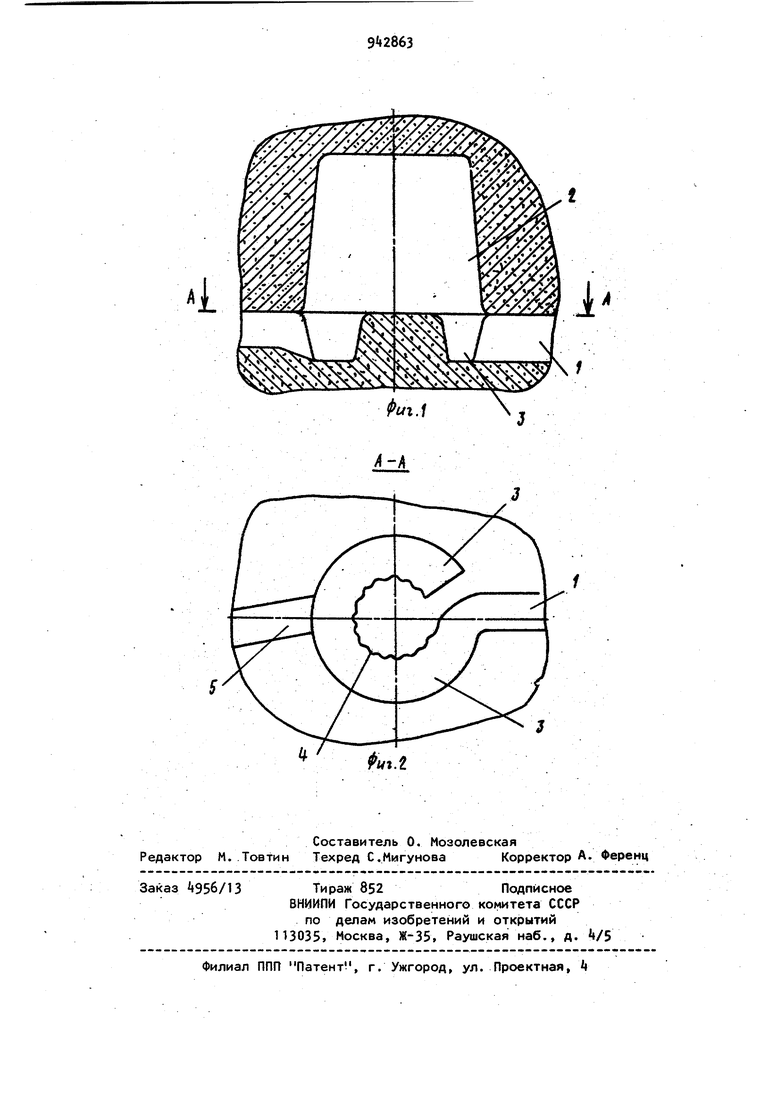
Изобретение относится к литейному производству, а частности к литниковым системам для заливки расплавленных металлов и сплавов в литейные формы. Наиболее близкой к предлагаемой по технической сущности и достигаемому эффекту является литниковая система, включающая стояк, литниковый ход центробежный завихритель с незамкнутым кольцевым каналом в донной части и питатели . Однако эта система характеризуется недостаточной интенсивностью рассхюения металла при центрифугировании, в особенности при малых скоростях потока. Цель изобретения - повышение качества отливок путем улучшения очист ки металла от шлаковых включений и обеспечение возможности качественног его модифицирования. Поставленная цель достигается тем что в литниковой системе, включающей стояк, литниковый ход, центробежный завихритель с незамкнутым кольцевым каналом в донной части и питатели, внутренняя стенка кольцевого канала выполнена гофрированной. Выполнение внутренней стенки кольцевого канала центробежного завихрителя гофрированной обеспечивает лучшее расслрение металла при центрифугировании, в особенности, при малых скоростях потока и в первоначальный момент заливки. Часть потока, движущаяся вдоль внутренней стенки канала, дополнительно затормаживается ее искусственной шероховатостью, которая, кроме того, вызывает его турбулизацию. В результате улучшается очистка потока от шлаковых примесей. Создаются хорошие условия для использования предлагаемого завихрителя в качестве реакционной камеры, например для модифицирования металла. Это обеспечивается тем, что помещенный в завихритель модификатор в результате интенсивного перемешивания лучше и рав номернее, растворяется в мета/те и уменьшается вероятность попадания его частиц а полость формы, т.е. .обеспечиваются условия для формирования равномерной по ёсему объему структуры отливки. Кроме того, отпадает необходимость тщательного раз мельчения частиц модификатора. На фиг. 1 представлена литниковая система, вертикальный разрез; на фиг. 2 - разрез А-А на фиг. 1. Литниковая система содержит стояк (на чертеже не показан), подводящий литниковый ход 1, плавно соединенный р расположенйым в донной части центробежного завихрителя 2,незамкнутым кольцевым каналом 3, внутренняя стенка которого выполнена гофрированной. От завихрителя 2 отходят питатели 5- Величина и частота высту пов выбирается из условия обеспечения хорошей формуемости и отсутствия размыва их при заливке. Литниковая система работает следующим образом. Заливаемый металл поступает чере стояк (на чертеже не показан) и литниковый ход 1 в канал 3 центробежног завихрителя и приобретает движение по окружности, что приводит к возник новению в нем центробежных сил. Част потока, движущаяся вдоль внутренней стенки k канала 3 дополнительно затормаживается, что особенно важно при малых скоростях потока. В результате улучшается его расслоение и более тяжелый чистый Металл отбрасывается центробежными силами к наружной стенке канала 3 и отводится в питатель 5 а более легкие шлаковы .включения, всплывая, перемещаются к центру. При использовании центробежного завихрителя дополнительно в качестве реакционной камеры для модифицирования металла, благодаря интенсивному перемешиванию и расслоению потока, кусочки модификатора, помещенные в его полость, хорошо и равномерно растворяются, не проникая в полость формы. Использование предлагаемой системы позволяет существенно улучшить очистку расплава от ;шлаковых и неметаллических включений, обеспечивает возможность качественного модифицирования заливаемого металла, что создает условия для формирования равномерной по всему объему структуры отливми без дополнительного тщательного измельчения модификатора до определенной равномерной фракции. Предложенная литниковая система позволит снизить брак по засорам на 1%, при этом экономический эффект составит около 200 тыс. руб. Формула изобретения Литниковая система, включающая стояк, литниковый ход, центробежный завихритель с Незамкнутым кольцевым каналом в донной части и питатели, от л и ч а.ю щ а я с я тем, что, с целью повышения качества отливок, внутренняя стенка кольцевого канала выполнена гофрированной. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР по заявке № 2896697/02, кл. В 22 С 9/08, 1979.
