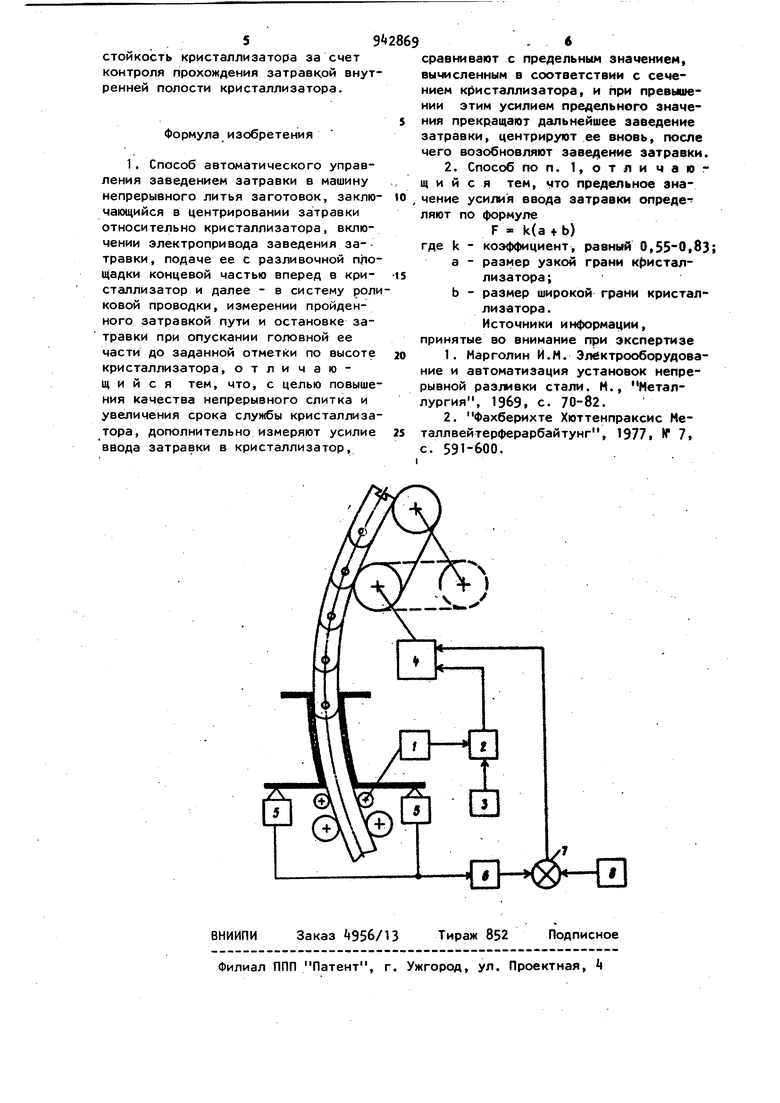
Изобретение относится к непрерывному литью металлов выдавливанием расплавленной маЪсы, литью в трубчатые литейные формы с открытыми концами и может быть использовано в системах автоматического управления заведением затравки в машинах непрерывного литья заготовок. Известен способ автоматического управления заведением затравки в маши ну непрерывного литья заготовок, заключающийся во включении электропривода заведения затравки, подаче ее из крайнего нижнего положения в машине. вверх по оси роликовой проводки и далее в кристаллизатор, измерении пройденного затравкой пути и остановка ее, когда головная часть затравки (т.е. часть, принимающая на себя первые порции жидкого металла в кристаллизаторе) дойдет до заданной отметки по высоте кристаллизатора 13. Наиболее близким к изобретению в условиях широкого распространения криволинейных машин непрерывного литья заготовок повсеместно является способ заведения затравки в машину . непрерывного литья заготовок, а именно, способ автоматического управления заведением затравки в машину непрерывного литья заготовок, заключающийся в центрировании затравки относительно кристаллизатора, включении электропривода заведения затравки, подаче ее с разливочной площадки концевой частью вперед в кристаллизатор и далее в систему роликовой проводки, измерении пройденного затравкой пути и остановке затравки, когда грловная ее часть опустится до заданной отметки по высоте кристаллизатора C2J. Недостатком известных способов автоматического управления заведением затравки в машину непрерывного литья заготовок является то, что самые незначительные неточности в центрировании оси затравки относительно 3 э геометрической оси кристаллизатора приводят к затиранию затравки, в результате чего она при своем движении вниз по кристаллизатору нарушает полированную поверхность его внут ренних стенок (образуется так называемые задиры, заусенцы и т.д.) Как следствие этого в процессе разливки резко ухудшается качество поверхности непрерывного слитка, образуются продольные трещины вдоль его граней, а также резко сокращается срок службы дорогостоящего кристалг лизатора. Целью изобретения является повышение качества непрерывного слитка и увеличение срока службы кристалли7 затора. Указанная цель достигается тем, что согласно способу автоматического управления заведением затравки в маш ну непрерывного литья заготовок, заключающемуся в центрировании затравки относительно кристаллизатора, вкл чении электропривода заведения затравки, подаче ее с разливочной площадки концевой частью вперед в кристаллизатора и далее в систему роликовой проводки, измерении пройденного затравкой пути и остановке затравки, когда головная ее часть опус тится до заданной отметки по высоте кристаллизатора, дополнительно измеряют усилие ввода затравки в кристал лизатор, сравнивают с предельным зна чением, вычисленным в соответствии с сечением кристаллизатора, и при превышении этим усилием предельного значения прекращают дальнейшее заведение затравки, центрируют ее вно&ь, после чего возобновляют заведение затравки. Также тем, что предельное значение усилия ввода затравки определяют по формуле F k(a+ Ь) где k 0,55 - 0,83; а - размер узкой грани кристаллизатора;b - размерчиирокой грани кристал лизатора. На. чертеже приведен вариант устройства, реализующего предлагаемый способ. Устройство содержит датчик 1 длины пути, проходимого затравкой, начиная с выхода из кристаллизатора, схему совпадения 2, вход которой сое динен с выходом датчика 1, задатчик заданного значения пути, который должна пройти затравка при вводе в машину, подсоединенный ко второму входу схемы совпадений 2, электропривод Л механизма заведения затравки, вход которого соединен с выходом схемы совпадений 2, датчики 5 усилия, воспринимающие вес кристаллизатора и усилие заведения затравки, нормирующий преобразователь 6, вход которого соединен с выходом датчиков 5, схему сравнения 7, первый вход которой соединен с выходом нормирующего преобразователя 6, а второй вход с выхйдом задатчика 8 предельного значения усилия заведения затравки, выход же схемы сравнения 7 соединен со вторым входом электропривода 4 механизма заведения затравки. В качестве аппаратуры измерения усилия заведения затравки могут быть использованы измерители усилия вытягивания слитка из кристаллизатора, в качестве задатчйков, нормирующих преобразователей и схемы сравнения могут использоваться приборы агрегатного приборного комплекса АКЭСР. Устройство работает следующим образом. Центр ируют затравку относительно (кристаллизатора. С помощью электропривода k Начинается заведение затравки в кристаллизатор. Измеряемое при этом датчиками 5 усилие заведения затравки в кристаллизатор нормируется в преобразователе 6 и поступает на схему сравнения 7, гдесравнивается с сигналом предельного значения усилия вытягивания от задатчика 8. Если замеряемое усилие ввода затравки превышает предельное значение сигнал с выхода схемы сравнения 7 проходит на электропривод k заведения Г затравки и отключает его. Если подобной ситуации не возникает, заве-; дение затравки продолжается, при появлении ее на выходе из кристаллизатора начинает работать приводной ролик с датчиком 1 длины, сигнал с выхода которого проходит на схему совпадений 2. При прохождении затравкой заданного пути, определяемого уставкой задатчика 3, схема совпадений 2 срабатывает и отключает электропривод 4 заведения затравки. Процесс заведения затравки на этом заканчивается. Применение предлагаемого способа позволит повысить качество поверхности непрерывного слитка и повысить
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство автоматического управления установкой непрерывной разливки металла | 1981 |
|
SU997965A1 |
| Устройство для автоматического управления режимом работы кристаллизатора | 1984 |
|
SU1214317A1 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ СЛЯБОВ | 1992 |
|
RU2017571C1 |
| Способ управления процессом непрерывной разливки металла и устройство для его осуществления | 1985 |
|
SU1320011A1 |
| Способ управления качанием кристаллизатора машины непрерывного литья заготовок | 1982 |
|
SU1097441A1 |
| Устройство автоматического управления пусковым режимом машины непрерывного литья заготовок | 1975 |
|
SU551108A1 |
| Устройство контроля технологической оси машины непрерывного литья заготовок | 1983 |
|
SU1138235A1 |
| Устройство автоматического измерения длины слитка в машине непрерывного литья металла | 1981 |
|
SU1022777A1 |
| Способ автоматического управления режимом работы установки непрерывной разливки металла | 1981 |
|
SU973226A1 |
| Способ регулирования температуры жидкой стали,разливаемой на машине непрерывной разливки,и устройство для его осуществления | 1983 |
|
SU1158286A1 |
