1
Изобрете};;1е относится к автоматическим устройствам., прттм.еняемым в металлургической промышлекн-эсти и предназначено для автоматического управления пусковым, режимом машины непрерывного литья заготовок (МНЛЗ), в частности для литья стапи.
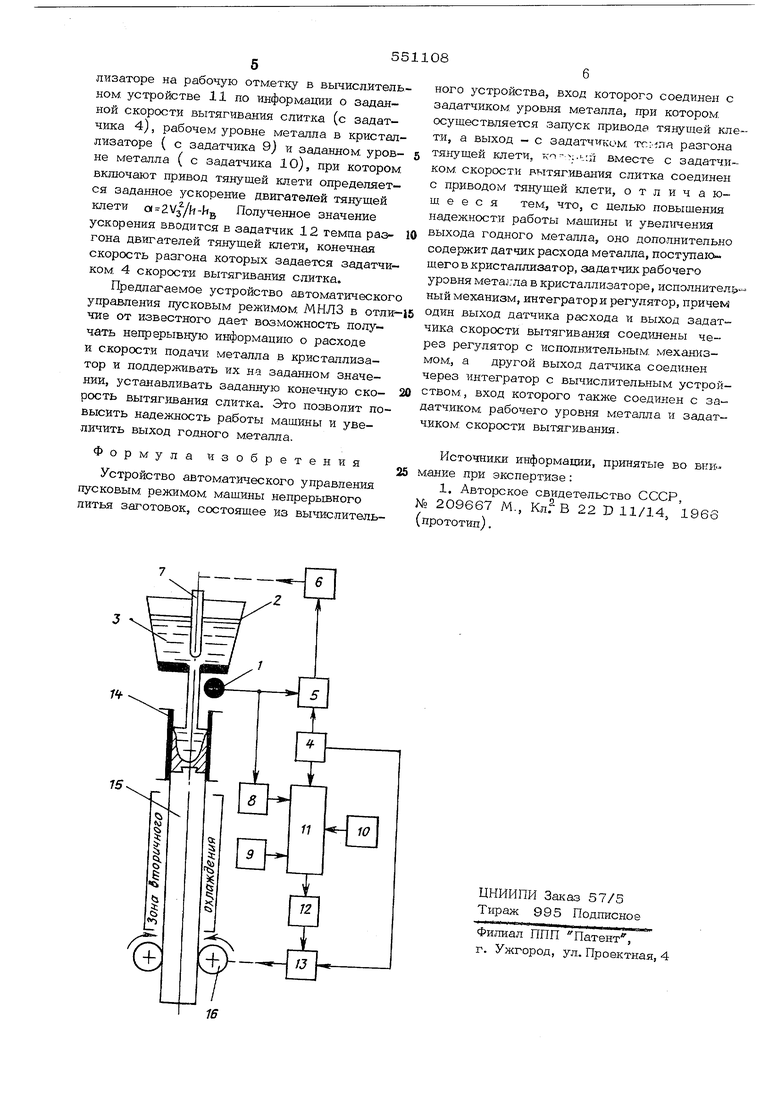
Наиболее б-. к описываемому изобретению по Т ;яической сущностту достигаемому результату я1:1Дйется техническое решение llaBT:-аатичеснгл-J управделия пусковым режид-Ом (Я сч;:- р,:: лгсла тну- щих клетей до за.цй.аый скорости с заданным ускорениам пр гче--; за.гъ;ичную велхгчину скорости тянушпх KoiGTSK корректируют по.фактической скорости полачк металла в кристаллизатор, а ;;ую не.дичину ускорения корpeKTHpjroT так, :тобы уровень металла в кристаллизатора .находился в определенных :-- дэлах. Для реалтгзации известного тех.-некого pf mejiMH предусматривается при; Л10лие фотсизеле, визированного на струю ;ч4игг. |,-)го металла, поступающего в кристаллизатор, и гаммареле, расположенного на заданной высоте от нижнего края кристаллизатора, подключенных на вход вычислительного устройства, выходы котопого .;одкл1Оченъ к задатчику номинальной скорости вытягивания слитка и зацатччку та.иа тянущей клети, выходы которых 1.;д с одине1:Ь к электроприводу тянущих клетки. начала подачи жидко.го металла в кг;;/сгалл1 затор фиксируется фотореле, HanpJierieijfbM irj струю поступаюпжх о в кристаллизатор металла. Сигнал от фотореле проходит в вычислительное устройство, куда также поступает сигнал от гаммареле, расположенного на заданной высоте от нижнего края кристалл;:затора и фиксирующего момент выхода уровня металла на эту отметку. Последний сигнал является также запускающтгм для злектропрквода тянущих клетей. В вычлслительпогч устройстве определяется необходимая конечная скорость разгона тящущей клети, которая вводится в задатчик номинальной скорости вытягивания слитка, и заданное ускорептге тянущей клети, которое вводится в задатчика темлп разгона тя.нущей клети. Указанные задатчиктг подключены к приводу тянущей клети. О,т;-ако в известном, решении отсутствует непре ызна информация о скорости подачи мет-зл.га в кр -юта пизатор, что приводит к ошкЗк/ г определении необходимой конечной янушей клеги, а значит ксй ошибке уравня металла в гоя:;га;1.;1Я;зат-оре при выводе его на рабочий , .сть гюдачи металла в кристаллизаТОО ог.ределяется по формуле ,, уде Е заданная высота наполнения кри тапяНоагора, при котором включают двигател Типууек клети; лгомент начала подачи м.еталла в 1фист;:г ;;::;зотор j L. 1.-1омент выхода уровня металла на .:..j,.::;му,-о зысоту кристал.лизатора, Г1о,;лученкое значен.ие скорости подачи метал я а и ьгоксталлизаторе V определяет необлодч.л-,у1о ко,Еечн;гю скорость разгона тянущих к.::з-1ей V ном К недостаткам устройства относятся также отсутствие регулирования скорост.и напол нения металпом, кристаллизатора, что ухудKiGB r К5ч«от.зо головной части слитка и невоз;-:о,;:ность установки заданной конечной CKOfccTH вытягивания сл:итка, что может .ecTM к .прорыву металла (при бол.ьшой ског;с -;:т;к .вытягивания) или к уменьшению .прск;.:,:,атгт-эль,ности машинь (.при малой скорос::1 йыт.йгк.вания) за счет колебаний расходе ,:-,--этаг(ла ,т1ри изменении проходного сеченкя га-:-зле дозатора или уровня металла Пель изобретения - повышение надежност работь; {.гашины и увеличение выхода годного металла., Это ,достчгается тем, что известное уст ройство,; состоящее из вычислительного уст- ройства ,зход которого соединен с задатчико -г ypoB.iiij металла, при котором осуществля етс.« запус.к привода тя.нущей клети, а выхо с задатчкком темпа разгона тянущ,ей клети, KOTopu.ifj вместе с задатчиком. скорости вытягиваиия слктка соединен с приводом тя.нущей кпети, дополнительно содержит датчик расход,-; металла, поступающего в кристаллизатор. за,цатчнк рабочего уровня металла 1 i в кр-йсталлизаторе, исполнительный механизм, интегратор и регулятор, пр.ичем, один выход датчика расхода и выход задатчйка скорости вытягизания слатка соединены через регулятор с исполнительным механизмом, а другой выход датчика расхода соединен через интег ратор с вьгтслительным устройством, вход которого таю-ке соединен с задатчиком. рабочего уровня 1еталла и задатчиком скорости вытягт Болия слитка. На чартеже показана стуктурная схема устройства автоматического управления пусковым режимом, МНЛЗо Устройство автоматического управления пус,ковым режимом МНЛЗ состоит из датчика 1 расхода(например индукционного) , установленного в днище ковша 2 жидкого металла 3, один выход которого вместе с выходом задатчйка 4 скорости вытягивания слитка соединен через регулятор 5 и исполнительный механ-изм, б с регулирующим органом 7(в данном случае стопором ), а другой выход датчика 1 расхода через интегратор 8 вместе с задатчиком. 4 скорости вытягивания слитка, задатчиком, 9 рабочего и задатчиком. Ю заданного уровней металла в кристаллизаторе соединен с входом вычислительного устройства 11; выход которого через задатчик 12 темпа разгона тянущей клети соединен с двигателями 13 привода тяну,шей клети. Устройство автоматического управления пусковым, режимом, МНЛЗ работает следующим образом. При пуске маш,ины подают команду на открытие регулирую,щего органа 7 (в данном случае стопор) и жидкий металл 3 из ковша 2 поступает в кристаллизатор 14. временным дном, которого служит затравка 15, Непрерывно датчиком 1 измеряют расход ( G ) металла из .ковша 2, а на регулятор S подают сигнал скорости подачи металла в кристаллизатор ( Uy К G- , где К коэффициент пропорциональности),где он сравнив.зется с сигналом, заданной скорости ( ,. ° задатчйка 4). В зависимости от полученного рассогласования (U U yg-Uy) регулятор 5 выдает соответствующие команды на исполнительный механизм 6, перемешающий регулируюшлй орган 7 (в данном. случае стопор ) в сторону заданной ско- рости подачи м,еталла в кристалл.изатор. Та- ким образом, этот контур регулирования обеспечивает расход жидкого маталла 3 из ковща 2, Сигнал ( U ), пропорциональный скорости подачи ж.идкого м.е- талла 3, в кр.исталлизатор 14 подают также на интегратор 8, где определяют текущее значение уровня металла в кристаллизаторе, а сигнал, пророрциональный этому значению уровня (U, /Dvft,.dt , где i-. V.J«. - время;, в вычислительном, устройстве 11 сравнивают с заданным значением уровня металла в кристаллизаторе ( UHB)- При равенсгве указанных сигналов(и„ и Uj ) в вычислительном устройстве 11 формируется защ скающий сигнал, который через задатчик 12 темпа разгона выдает команду на включение двигателей 13 привода тянущей клети, Затравка 15 при помощи тянущих валков 16 начинает вытягиваться из кристаллизатора 14. Для вывода уровня м.еталла в кристал
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ автоматического управления пусковым режимом машины непрерывного литья заготовок | 1976 |
|
SU602293A1 |
| Способ автоматического управления пусковым режимом машины непрерывного литья заготовок | 1975 |
|
SU557868A1 |
| Система автоматического регули-РОВАНия уРОВНя МЕТАллА B КРиСТАлли-зАТОРЕ | 1979 |
|
SU839669A1 |
| Система управления непрерывной разливкой жидкого металла | 1974 |
|
SU607643A1 |
| Устройство автоматического регулирования уровня металла в кристаллизаторе машины непрерывного литья заготовок | 1984 |
|
SU1214318A1 |
| Устройство для управления скоростью наполнения кристаллизатора при пуске машин непрерывного литья металла | 1978 |
|
SU737108A1 |
| Система автоматического регулирования уровня металла в кристаллизаторе машины непрерывного литья слитков | 1985 |
|
SU1278106A1 |
| Устройство автоматического управления режимом работы кристаллизатора машины непрерывного литья металла | 1983 |
|
SU1097442A2 |
| Система автоматического управления машиной непрерывного литья заготовок | 1982 |
|
SU1047584A1 |
| Устройство автоматического управления процессом непрерывной разливки металла | 1980 |
|
SU874259A1 |
