( УСТРОЙСТВО ДЛЯ ЗАКИМА ИНСТРУМЕНТАЛЬНОЙ ОПРАВКИ
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для зажима инструментальной оправки | 1977 |
|
SU659294A1 |
| Устройство для зажима инструментальной оправки | 1977 |
|
SU1002106A1 |
| Устройство для зажима инструмента в шпинделе | 1983 |
|
SU1113218A1 |
| Револьверная головка | 1988 |
|
SU1696158A1 |
| Устройство для зажима инструмента в шпинделе | 1985 |
|
SU1289623A1 |
| УСТРОЙСТВО ДЛЯ ХОНИНГОВАНИЯ ОТВЕРСТИЙ | 1992 |
|
RU2008175C1 |
| УСТРОЙСТВО ДЛЯ НАРЕЗАНИЯ РЕЗЬБ МЕТЧИКАМИ И ПЛАШКАМИ НА ТОКАРНОМ СТАНКЕ | 1997 |
|
RU2173615C2 |
| Устройство для зажима инструмента в шпинделе | 1983 |
|
SU1103964A1 |
| Устройство автоматической смены инструментов сверлильно-фрезерного станка | 1982 |
|
SU1047649A1 |
| Устройство для очистки инструментального конуса шпинделя преимущественно многоцелевого станка с ЧПУ | 1987 |
|
SU1537465A1 |
1
Изобретение относится к станкостроению и может быть использовано ни сверлильных, расточных и др. стаиках с ЦПУ.
Известно устройство для зажима инструментальной оправки в шпинделе металлорежущего станка с ЧПУ, содержащее гильзу с расположенными в ее гнездах зажимными элементами, например, в форме шариков, установленную в шпинделе с возможностыо осевого перемещения l.
Недостатком известного устройства является недостаточно высокая надежность работы, так как смена инструмента может производиться только в положении подвески инструмента.
Цель изобретения - повышение надежности работы устройства.
Указанная цель достигается тем, что устройство снабжено жестко установленной между шпиделем и гильзой направляющей втулкой с внутренней кольцевой выточкой и подпружиненными
толкателями, расположенными в поперечных отверстиях, выполненных в направляющей втулке с выходом во внутреннюю кольцевую выточку, при этом гнезда в гильзе выполнены в виде байонетных пазов, а зажимные элементы установлены с возможностью взаимодействия с внутренней кольцевой выточкой направляющей втулки в положении зажима инструмента и с упомя10нутыми подпружиненными толкателями в положении подвески инструмента.
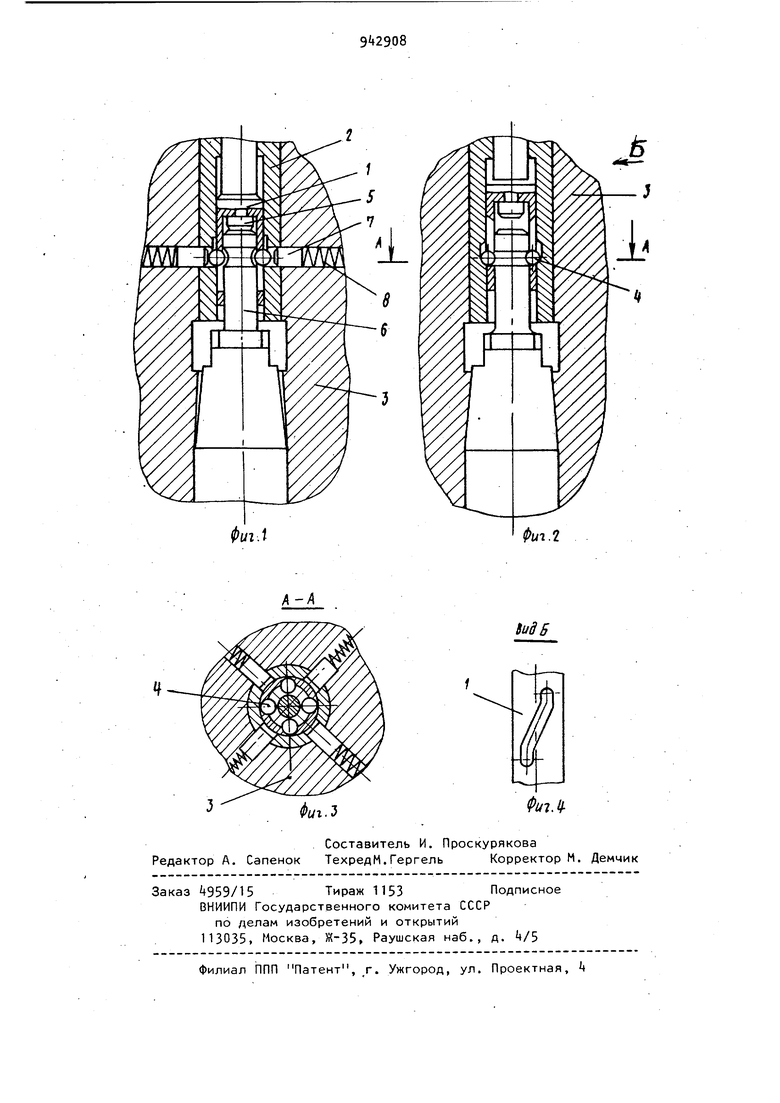
На фиг. 1 изображено устройство в положении подвески и выброса инструtsмента } на фиг. 2 - устройство в положении зажима инструмента; на фиг.З сечение А-А на фиг. 2; на фиг. вид Б на фиг.2.
Устройство состоит из подвижной
20 гильзы 1, размещенной в направляющей втулке 2 шпинделя 3. Гильза 1 содержит зажимные элементы k и связана с тягой 5. Зажимные элементы 4 находятся в байонетных пазах гильзы 1 и имеют (онтакт с хвостовиком 6 инструмента, а во время подвески и выброса инстру мента - с толкателями 7 и пружинами 8.1 Имеются две основных фазы в работе устройства: положение зажима инструмента и положение подвески инструмента, При отсутствии инструмента в шпин деле появляется ецё одно вспомогател ное исходное положение, когда подвиж ная гильза перемещена при помощи гидроцилиндра в верхнее положение до упора зажимных элементов Ц, Зажимные элементы k выполнены в виде шарикрв, размещенных в кольцевой выточ ке направляющей втулки 2. Устройство работает следующим образом. Подвижная гильза 1 перемещается вниз в положение подвески инструмента , при этом зажимные элементы k разворачиваются в горизонтальной пло кости по байонетному пазу подвижной гильзы 1 и становятся напротив подпружиненных толкателей 7. В случае, если инструмент находится в шпинделе 3,тяга 5 соприкасается с торцом i хвостовика 6 инструмента и смещает его, обеспечивая выталкивание из конусного гнезда. В положение подвески устройство подготавливается для установки или съема инструмента, так как зажимные элементы 4 при удалении инструмента из шпинделя утопают в направляющей втулке, смещая толкатель 7 и сжимая пружины 8. То же происходит и при ус тановке инструмента в шпиндель. Для зажима инструмента в шпинделе 3 подвижная гильза 1 перемещается вверх, разворачивая зажимные элементы в горизонтальной плоскости по своему байонетному пазу, В положении зажима зажимные элементы k упираются в кольцевую выточку хвостовика 6 инструмента и направляющую втулку 2. Таким образом, положение зажима .инструмента и положение подвески инструмента находятся на одном уровне ./ т.е. нет необходимости перемещать в вертикальном направлении инструмент при зажиме и разжиме инструмента в конусном гнезде шпинделя 3. Вертикальное перемещение инструмента при его разжиме составляет 0,2-0,5 мм и происходит при нажатии тяги 5 на торец хвостовика 6 инструмента. Данное смещение инструмента необходимо для расклинивания его из конусного гнезда шпинделя 3. Использование предлагаемого изобретения позволит ПОВЫСИТЬ надежность смень) инструмента и производительность автоматизированного оборудования. Формула изобретения Устро|1ство для зажима инструментальной оправки 8 шпинделе металлорежущего станка с ЧПУ, содержащее гильзу с расположенными в ее гнездах зажимными элементами, например, в форме шариков, установленную в шпинделе с возможностью осевого перемещения, отличающееся тем, что, с целью повышения надежности работы устройства, оно снабжено жестко установленной между шпинделем и гильзой направляющей втулкой с внутренней кольцевой выточкой и подпружиненными толкателями, расположенными в поперечных отверстиях, выполненных в направляющей птулке с выходом во внутреннюю кольцевую выточку, при этом гнезда в гильзе выполнены в виде байонетных пазов, а зажимные элементы, установлены с возможностью взаимодействия с внутренней кольцевой выточкой направляющей втулки в положении зажима инструмента и с упомянутыми подпружиненными толкателями в положении подвески инструмента. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 65929, кл. В 23 С 5/26, 1977.
Фи1.2
