(54) РОЛИК ЛЕНТОЧНОШЛИФОВАЛЬНОГО СТАНКА
| название | год | авторы | номер документа |
|---|---|---|---|
| Ролик ленточношлифовального станка | 1980 |
|
SU901029A1 |
| Контактный ролик | 1986 |
|
SU1495080A1 |
| Контактный ролик | 1982 |
|
SU1057254A1 |
| ТРАНСФОРМАТОР МОМЕНТА | 1998 |
|
RU2160400C2 |
| Устройство для ленточного шлифования | 1984 |
|
SU1253761A1 |
| Контактный ролик для поджима шлифовальной ленты | 1979 |
|
SU859121A1 |
| ВАРИАТОР | 1997 |
|
RU2131545C1 |
| ЛЕНТОЧНО-КОЛОДОЧНЫЙ ТОРМОЗ С РАЗДВИЖНЫМ ШКИВОМ | 2008 |
|
RU2382250C2 |
| МАШИНА ДЛЯ ОБЕЗВОЖИВАНИЯ САПРОПЕЛЯ | 2004 |
|
RU2276111C2 |
| Устройство для шлифования наружной поверхности экрана кинескопа | 1980 |
|
SU917233A1 |
1
Изобретение относится к конструкциям роликов для ленточношлифовальных станков.
Известен ролик ленточношлифовального станка, выполненный в виде обода, установленного на ступице fl.
Однако при шлифовании с поперечной подачей усилие торможения и соответственно тангенциальная составляющая силы резания неравномерно распределяются по ширине шлифовальной ленты. Закон изменения тормозного усилия по ширине ленты ступенчатый. Наиболее по величине усилие торможения прилагается у края ленты на участке, удаляющем основной припуск. Таким образом, наибольшее тормозное усилие прилагается на краю ленты, а тяговое усилие постоянно по ширине ленты. Такое приложение нагрузки приводит к тому, что ведущая ветвь шлифовальной ленты подвергается не только растяжению, но также кручению и смятию. При этом различные по ширине ленты участки ведущей ветви упруго деформируются в разной степени, в связи с чем на ленте возникают надрывы, которые, развиваясь в процессе работы, приводят к полному разрыву ленты, а период безобрывной работы шлифовальной ленты уменьшается.
Целью изобретения является увеличение периода безобрывной работы щлифовальной ленты за счет выравнивания упругих дефор5 маций по ее щирине.
Указанная цель достигается тем, что ролик ленточношлифовального устройства выполнен в виде комплекта недеформируемых под действием сил шлифования, сопряженных друг с другом торцами колец, закрепленных на недеформируемой под действием сил шлифования, ступице. Кольца, входящие в комплект, выполнены из материалов, коэффициент трения скольжения которых по материалу шлифовальной ленты изменяется вдоль оси ролика от кольца к кольцу, увеличиваясь от середины ролика к его торцам.
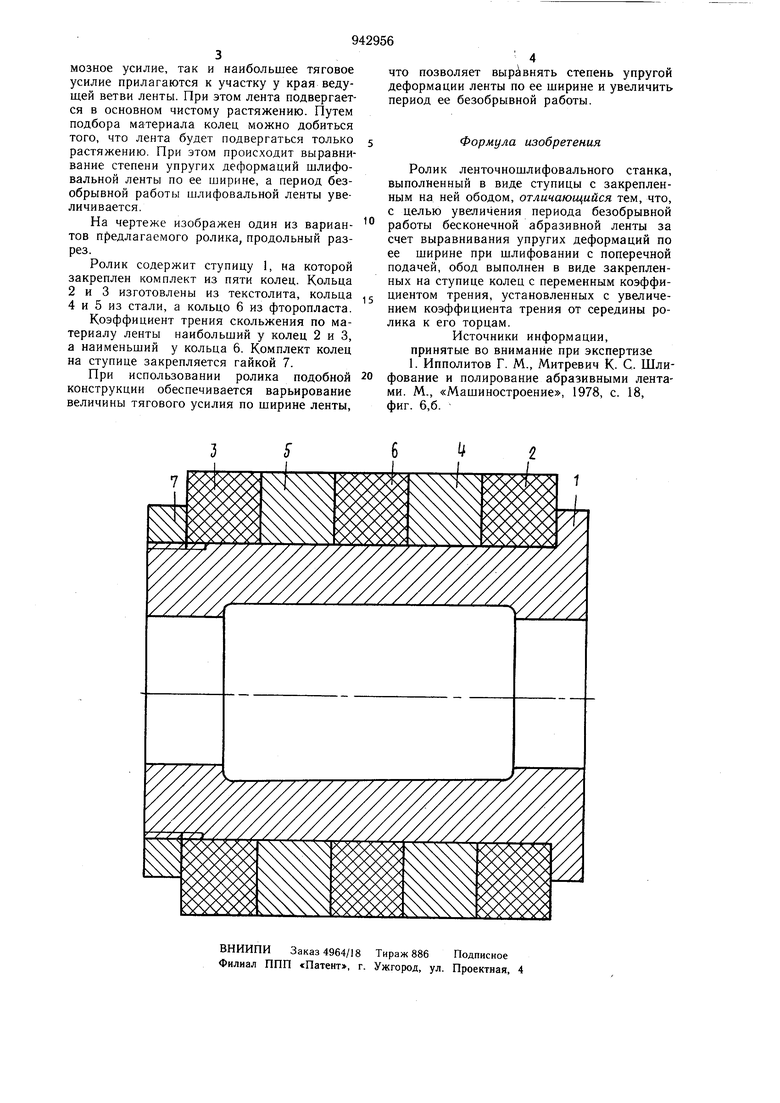
За счет того, что коэффициент трения скольжения колец по материалу ленты увеличивается к торцам (натяжного) ведущего ролика, при одинаковом натяжении ленты тяговый момент (тяговое усилие), изменяясь вдоль оси ролика, имеет наибольшую величину у торцов ролика, т. е. по краям ленты. Таким образом, как наибольшее тормозное усилие, так и наибольшее тяговое усилие прилагаются к участку у края ведущей ветви ленты. При этом лента подвергается в основном чистому растяжению. Путем подбора материала колец можно добиться того, что лента будет подвергаться только растяжению. При этом происходит выравнивание степени упругих деформаций шлифовальной ленты по ее ширине, а период безобрывной работы шлифовальной ленты увеличивается. На чертеже изображен один из вариантов предлагаемого ролика, продольный разрез. Ролик содержит ступицу 1, на которой закреплен комплект из пяти колец. Кольца 2 и 3 изготовлены из текстолита, кольца 4 и 5 из стали, а кольцо 6 из фторопласта. Коэффициент трения скольжения по материалу ленты наибольший у колец 2 и 3, а наименьший у кольца 6. Комплект колец на ступице закрепляется гайкой 7. При использовании ролика подобной конструкции обеспечивается варьирование величины тягового усилия по ширине ленты. ЧТО позволяет выравнять степень упругой деформации ленты по ее ширине и увеличить период ее безобрывной работы. Формула изобретения Ролик ленточношлифовального станка, выполненный в виде ступицы с закрепленным на ней ободом, отличающийся тем, что, с целью увеличения периода безобрывной работы бесконечной абразивной ленты за счет выравнивания упругих деформаций по ее ширине при шлифовании с поперечной подачей, обод выполнен в виде закрепленных на ступице колец с переменным коэффициентом трения, установленных с увеличением коэффициента трения от середины ролика к его торцам. Источники информации, принятые во внимание при экспертизе 1. Ипполитов Г. М., Митревич К. С. Шлифование и полирование абразивными лентами. М., «Машиностроение, 1978, с. 18, фиг. 6,6.
