(54) СПОСОБ ЭКСТРУЗИИ ПОЛИМЕРОВ
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ экструдирования полимерных материалов | 1986 |
|
SU1407823A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КАБЕЛЯ | 2004 |
|
RU2336586C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ СОЕДИНЕНИЯ ПОТОКОВ МАТЕРИАЛОВ В ПРОЦЕССЕ СОВМЕСТНОЙ ЭКСТРУЗИИ | 2001 |
|
RU2268144C2 |
| Устройство для регулирования процесса экструзии полимерных материалов | 1980 |
|
SU929446A1 |
| ЭКСТРУЗИЯ ТЕРМИЧЕСКИ СШИВАЕМЫХ МАТЕРИАЛОВ | 1994 |
|
RU2126323C1 |
| ФОРМОВОЧНЫЙ МАТЕРИАЛ ДЛЯ ЭКСТРУЗИОННОГО ФОРМОВАНИЯ СО ВСПЕНИВАНИЕМ, СПОСОБ ЕГО ПОЛУЧЕНИЯ, ФОРМОВАННЫЙ ДРЕВЕСНО-НАПОЛНЕННЫЙ ПЕНОПЛАСТ, ПОЛУЧЕННЫЙ ИЗ УКАЗАННОГО ФОРМОВОЧНОГО МАТЕРИАЛА, И СПОСОБ И УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ТАКОГО ПЕНОПЛАСТА | 2010 |
|
RU2530047C9 |
| СПОСОБ ПОЛУЧЕНИЯ ПАНЕЛЕЙ ИЗ СИНТЕТИЧЕСКИХ ПЕНОПЛАСТОВ | 2011 |
|
RU2554199C2 |
| ТРУБА, ЭКСТРУДИРУЕМАЯ ИЗ МИКРОПОРИСТОЙ ПОЛИМЕРНОЙ ПЕНЫ, СПОСОБ ИЗГОТОВЛЕНИЯ И ГОЛОВКА ЭКСТРУДЕРА | 2006 |
|
RU2418011C2 |
| Экструзионная головка для изготовления изделий из полимерного материала | 1978 |
|
SU722779A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОЙ ЭКСТРУЗИИ ФИЛЬТРУЮЩИХ ЭЛЕМЕНТОВ | 2000 |
|
RU2171744C1 |
1
Изобретение относится к переработке пластмасс и резины и может быть использовано преимущественно в химической промышленности для изготовления изделий методом экструзии.
Известен способ экструзии полимеров с подачей смазки в формующий канал под давлением,- большим давления экструдируемого материала 1.
Недостатком этого способа является необходимость повышения давления смазки, что вызывает увеличение энергозатрат для подачи смазки.
Наиболее близким по технической сущности и достигаемому результату к предлагаемому является способ экструзии, полимеров с подачей смазки в формующий канал в импульсном режиме с изменением давления от минимального значения до максимального, превышающего давление экструдируемого материала 2.
Недостатком такого способа является нарушение сплошности слоя смазки при давлении смазки меньшем давления экструдируемого материала, что приводит к увеличению трения полимера со стенками формующего канала и, следовательно, к снижению производительности процесса.
Цель изобретения - повыщение производительности процесса.
Поставленная цель достигается тем, -что в способе экструзии полимеров с подачей смазки в формующий канал в импульсном режиме с изменением давления от минимального значения до максимального, превышающего давление экструдируемого материала, минимальное значение давления смазки выбрано равным давлению экструдируемого материала.
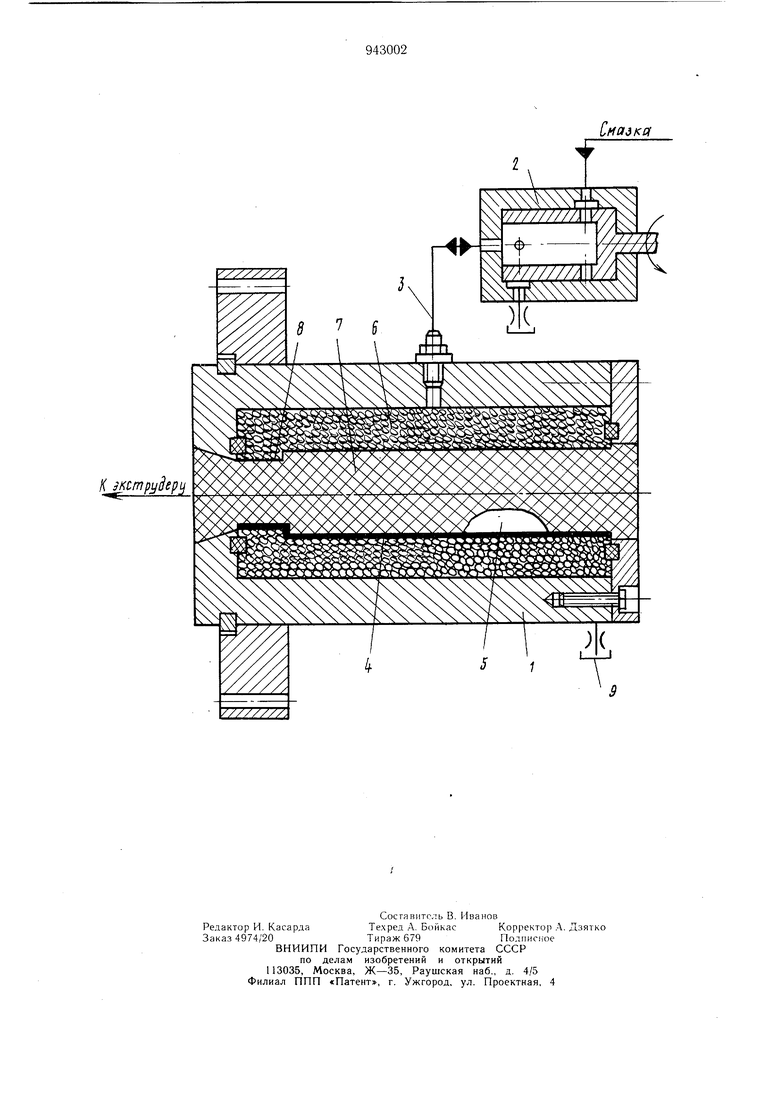
На чертеже изображена схема подачи смазки в экструзионную головку.
15
Способ осуществляется с помощью экструзионной головки 1, содержащей клапанпульсатор 2. Клапан-пульсатор 2 соединен со штуцером 3 подвода смазки на внутреннюю поверхность 4 формующего канала 5 20 экструзионной головки 1. Формующий канал 5 выполнен с оболочкой 6 слоем из пористого материала 7, который со стороны входа полимера в экструзионную головку 1 имеет выступ 8. На выходе из экструзионной головки I формующий канал 5 соединен с дросселем 9.
Способ экструзии nOviHMCpoii с подачей смазки в формующий канал в импульсном режиме осуществляется следун:)щим образом.
При заполнении формующего канала 5 экструдируемым полимером через штуцер 3 подается смазка в импульсном режиме давления от клапана-пульсатора 2 к пористой оболочке 6. Смазка, распределяясь по пористой оболочке, попадает на внутреннюю поверхность 4 формующего капала, образуя слой смазки между экструдируемым материалом и гюристой оболочкой б формуюuiero Канада 5. Смазка подается под максимальным давлением, превып1аюп|им давление : кструдируем()го материала на 40- , с умеи-ынением затем давления смазки до минимального значения, равного давлению экструдируемого материала. Величина минимального давления смазки устанав.чивается с помощью дросселя 9.
Слюсоб экструзии иллюстрируется примером.
Из1чгговление профиля диаметром 20 мм из высоконаполненпой резиновой смеси марки 512058 па основе каучука СКН-26
осу1цеств.1яегся па экструдере модели 63-5. Температура цилиндра 40-60°С, температура экструзионной головки 85±5°С. Процесс приводи гея с использованием холодной запитки шнека резиновой смесью в виде отдельных лент HjnpHHoft 40-50 мм, толщиной 2 мм и длиной 1000 мм.
F3 качестве смазки используют дисперсию сажи в бензине «галоша с содержанием сажи 4-6.2 вес./о, стеарита алюминия 0,2 -3,5 вес,%.
(вмазку в (|1ормую дий канал подают через облицовку с гористым материалом, размер нор которогп находится в пределах от 0,043 мм до 0,1 мм.
При подаче смазки в импульсном режиме с частотой 50 Гц изменения давления от максимального до минимального значения оптимальный режим экструзии (производительность, при которой обеспечивается хорощее качество изделия) достигается при скорости врандения щнека 39 об/мин. При этом скорость экструзии составляет 10 м/мин.
При подаче смазки по известному способу, т.е. при постоянном давлении оптимальный режи.м экструзии достигается при скорости вращения щнека 26 об/мин, приче.м скорость экструзии составляет 5 м/мин.
Таким образом, воздействие импульсов давления смазки на экструдируемый материал в процессе вибрационного воздействия вызывает уменьщение сопротивления движению поли.мера по формующему каналу головки и улучщение его формуемости.
Использование предлагаемого способа экструзии полимеров позволяет при подаче смазки в экструзионную головку в импульсном режиме увеличить производительность экструзии в два раза при незначительных энергозатратах, необходимых для подачи смазки.
Формула изобретения
Способ экструзии полимеров с подачей смазки в формующий канал в импульсном режиме с изменением давления от минимального значения до максимального, превышающего давление экструдируемого материала, отличающийся тем, что, с целью повышения производительпости процесса, минимальное значение давления смазки выбрано равным давлению экструдируемого материала. Источники информации,
принятые во внимание при экспертизе
№ 710824, кл. В 29 F 3/04, 1978 (прототип) .
KsKcmiiijSepi
