(54)- УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ, НАПОЛНЕНИЯ И ЗАПЕЧАТЫВАНИЯ МЕШКОВ ИЗ ТЕРЛЮСКЛЕИВАЮШЕГОСЯ
1
Изобретение относится к фасовочному оборудованию цля дозировки и упаковки , сыпучик и жидких продуктов в пакеты , из термосвариваемого материала и может быть применено, например, в химической промышленности, промышленности стройматериалов и.других. отраслях народного хозяйства.
Известно устройство для изготовления, наполнения и запечатывания мешков из гермосклеивающегося материала, содержащее бункер с дозатором, на конце которого установлен вертикально расположенный мундштук, лентопротяжный механизм, рукавообразователь, ролики для образования продольного шва, сварочные губки для образования поперечного шва и отрезной механизм .
Недостатком устройства является низкое качество шва вследствие сильного запыления ленты.
Целью данного изобретения является повышение иацсжности работы устройства
МАТЕРИАЛА
путем предотвращения попадания продукта в окружающую среду.
Для достижения этой цели в устройстве для изготовления, наполнения и запечатывания мешков из термосклеивающегося материала, содержащем бункер с дозатором, на конце которого установлен вертикально расположенный мундштук, вертикально расположенный лентопротяжный механизм, рукавообравователь, ролики цля
10 образования продольного шва, сварочные губки для образования поперечного шва и отрезной механизм. На мундштуке закреплены две колодки, которые выполнены по форме мундштука и установлены
15 на нем с зазором, а ролики дЛя образования продольного шва укреплены попарно у боковых кромок колодок.
Кроме этого, сварочные губки установ-
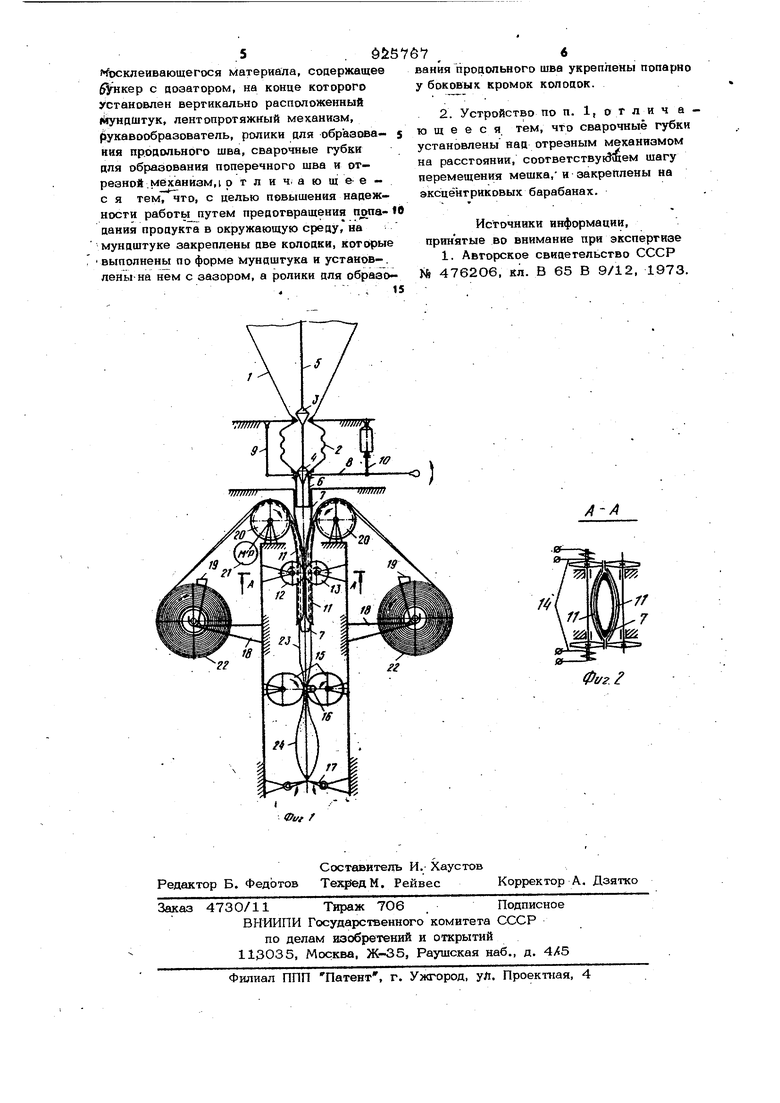
20 лены над отрезным механизмом на расстоянии, соответствующем шагу перемещения мешка, и закреплены на эксцентриковых барабанах. 39S На фиг. 1 изображена схема устройства; на фиг. 2 показан разрез по . Устройство состоит из расходного бункера 1 и мерного сильфона 2,; которые снабжены запорными клапанами 3 и 4, расположенными на общей штанге 5, выполненной с возможностью вертикального авижения, Мерный сильфон 2 снабжен телеско- пическим патрубком 6, подвижно сочле- Ю ненным с мундштуком 7 дозирующего устройства и рычагом управления 8, подвешенным на тяге 9 и штоке привбда управления Ю. Механизм формообразования рукава выполнен в виде двух формообразующих колоаок 11, установленных непосредственно на эллипсообразной (в сечении)( части мундштука 7 с заданным зазором. и двух термосварочных роликов 12 и13 (10 крайней мере один из которых снабжен электрическим подогревом 14 (фиг. 2). Ниже мундштука 7. установлены рочные губки, которые укреплены на паре эксцентриковык барабанов 15, по крайней мере один из которых снабжен сварочной электроподогреваемой линейкой 16. Под эксцентриками расположен, отрезной механизм, например, летучие ножницы 17. По обеим сторонам вертикальной оси устройства установлены лентопротяжные механизмы, состоящие из держателей бобин 18, тормозных колодок 19 и профилированных направляющих роликов 2О. Устройство снабжено общим приводом, например, мотор-редуктором 21, который находится в единой кинематической свя зи с направляющими роликами 2О, сварочными роликами 12 и 13, сварочными эксцентриковыми барабанами 15 и лету- чими ножницами 17. На фигурахГ кинематическая связь упомянутых механизмов условно не показана. Подготовку устройства к работе осуществляют следующим образом (см. фиг. 1). F3 расходный бункер 1 загружаю продукт, на бобинодержатели 18 насаживают бобины 22, а концы лент через направляющие ролики 20 заправляют в зазор, образованный формообразующими колонками 11 и эллиптической частью мундштука 7 (см. фиг.2), и протягиваю их. через сварочные ролики 12 и 13 и сварочные эксцентриковые барабаны 16. i ре,зул..гатр в поз. 23 получают искоц 7 нуто емкость, в которую засыпают (зйливают) первую порцию продукта - опустив вручную рычагом 8 юбку сильфона 2, вследствие чего клапан 3 закрывается, а клапан 4 открывается, и отмеренная доза продукта через патрубок 6 и мундштук 7 поступает в подготовленную емкость в позиции 23 и собственным весом осуществляет необходимое натяжение ленты, а рычйг 8 возвращает сильфон 2 и клапаны 3 и 4 в исходное положение, На этом подготовка к непрерывному автоматическому циклу заканчивается. Для начала автоматической работы включают мотор-редуктор 21, который задает требуемую скорость движения лент, и заполненный объем пакета отпускают в поз. 24, т.е. ниже сварочных эксцентриковых барабанов 15, которые постепенно су- жают и расправляют горловину пакета, сжимая ее. Сварочная линейка 16, вмонгированная в первый барабан 15, сваривает два поперечных шва в том месте, которое « момент засыпки продукта находилось на мундштуке и, следовательно, было зашищено от пыли. Это гарантирует высо ° качество швов, один из которых закрьюает ,заполненный пакет, а другой образует дно нового пакета в поз. 23 под загрузку следующей порции. Готовый пакет после опускания из поз. 24 отреаается летучими ножницами. Как видно из описания и чертежа, лента движется под действием веса уже заполненного пакета в поз. 24 и заполня емой емкости в поз. 23, а мотор-редуктор регулирует скорость движения ленты, для чего бобины 22 постоянно подтормаживают подвижными в вертикальном на- правлении тормозными колодками 19. Таким образом, пока есть продукт в бункере и ленты в бобинах, процесс протекает автоматически, а производитель 0 ; определяется свойствами продукта и живым сечением клапанов. Как видно из вышеизложенного, конструкция устройства проста, герметична, исключает возможность пыления, допускает обслуживание одним оператором нескольких устройств, бесшумно инадежно в работе, .поэтому внедрение его в производство дает значительную экономию в народном хозяйстве. Формула изобретения 1. Устройство для изготовления, наполнения и запечатывания мешков из тер