1
Изобретение относится к станкостроению и может быть использовано, преимущественно, на патронных многошпиндельных автоматах.
По основному авт. св. № 781474 известен многопозиционный распределительный кран, предназначенный для автоматического распределения рабочей среды в многоместных зажимных приспособлениях, конструкция которого позволяет исключить поломки станка и инструмента. Это устройство состоит из поворотного корпуса с радиальными каналами, соединенными с соответствующими гидроцилиндрами щпинделей станка, неподвижной втулки с присоединительными отверстиями к подводящей и сливной магистралям гидросистемы и из золотника, имеющего кольцевые канавки на наружной поверхности, соединенные с соответствующими отверстиями втулки и корпуса, и дугообразные канавки, объединяющие определенное чибло каналов корпуса с соответствующей подводящей магистралью гидросистемы 1.
Однако этот многопозиционный распределительный кран обеспечивает при нерабочем его положении соединенные со сливной магистралью только магистрали, подводящей рабочее тело от насоса к распределительному крану, т. е. обеспечивает падение давления только в подающей магистрали. В магистрали же, непосредственно питающей гидроцилиндры рабочих позиций, и в полостях зажима последних остается давление и включение станка при таком положении влечет за собой поломки станка иинструмента, т. е. распределительный кран не гарантирует исключение аварий при попытке работать на станке с неправильно расположенным золотником распределительного крана, что снижает надежность станка.
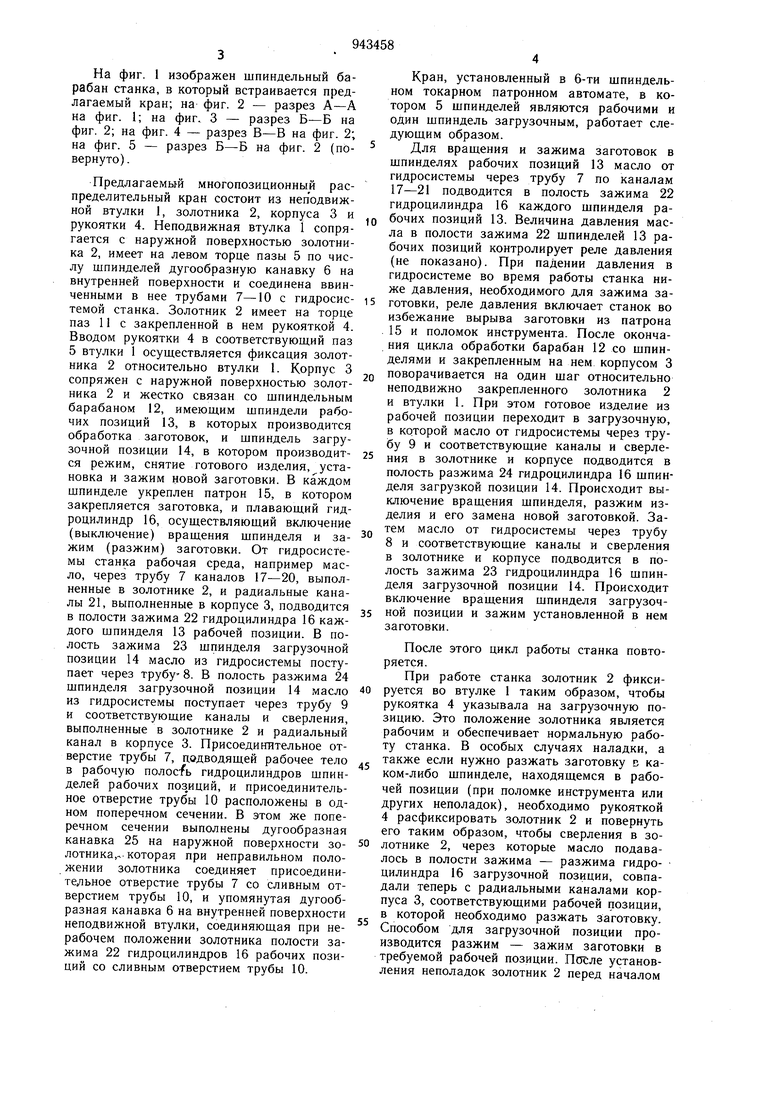
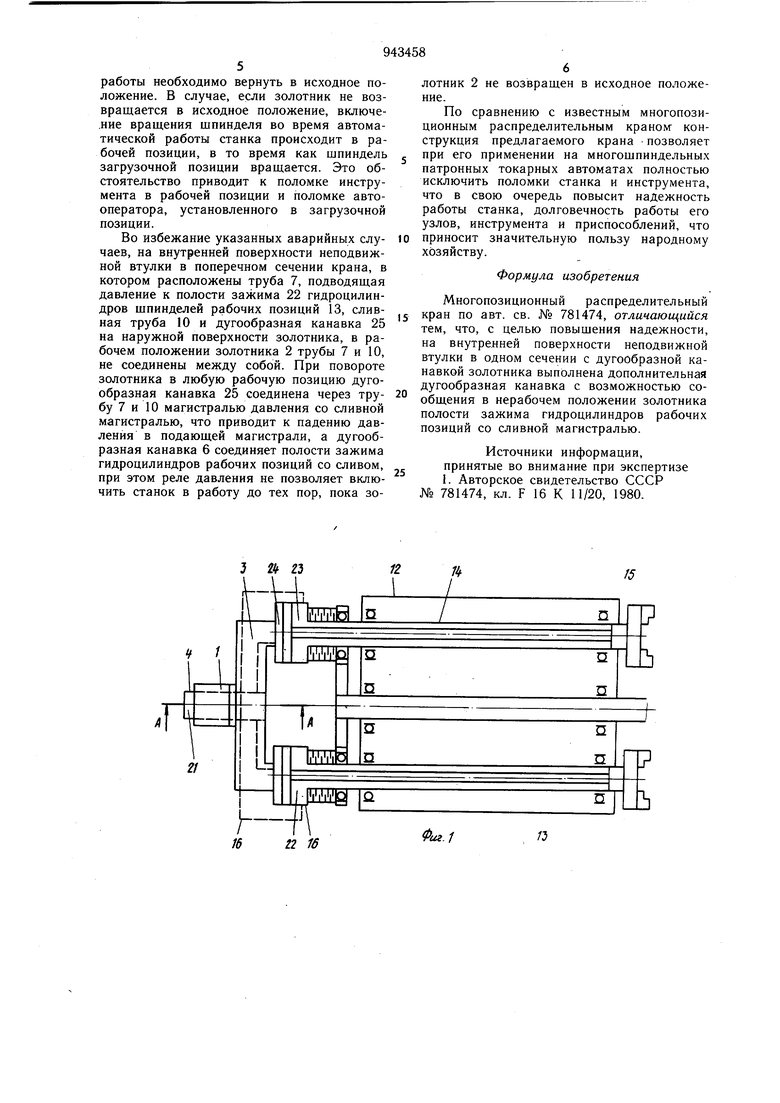
Целью изобретения является повышение 15 надежности работы станка с помощью многопозиционного распределительного крана. Поставленная цель достигается тем, что в многопозиционном распределительном кране на внутренней поверхности неподвижной втулки в одном сечении с дугообразной канавкой золотника выполнена дополнительная дугообразная канавка с возможностью сообщения при нерабочем положении золотника полости зажима гидроцилиндров рабочих позиций со сливной магистралью. На фиг. 1 изображен шпиндельный барабан станка, в который встраивается предлагаемый кран; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 2; на фиг. 4 - разрез В-В на фиг. 2; на фиг. 5 - разрез Б-Б на фиг. 2 (повернуто). Предлагаемый многопозиционный распределительный кран состоит из неподвижной втулки 1, золотника 2, корпуса 3 и рукоятки 4. Неподвижная втулка 1 сопрягается с наружной поверхностью золотника 2, имеет на левом торце пазы 5 по числу шпинделей дугообразную канавку б на внутренней поверхности и соединена ввинченными в нее трубами 7-10 с гидросистемой станка. Золотник 2 имеет на торце паз 11 с закрепленной в нем рукояткой 4. Вводом рукоятки 4 в соответствующий паз 5 втулки 1 осуществляется фиксация золотника 2 относительно втулки 1. Корпус 3 сопряжен с наружной поверхностью золотника 2 и жестко связан со шпиндельным барабаном 12, имеющим шпиндели рабочих позиций 13, в которых производится обработка заготовок, и шпиндель загрузочной позиции 14, в котором производится режим, снятие готового изделия,установка и зажим новой заготовки. В каждом шпинделе укреплен патрон 15, в котором закрепляется заготовка, и плавающий гидроцилиндр 16, осуществляющий включение (выключение) вращения щпинделя и зажим (разжим) заготовки. От гидросистемы станка рабочая среда, например масло, через трубу 7 каналов 17-20, выполненные в золотнике 2, и радиальные каналы 21, выполненные в корпусе 3, подводится в полости зажима 22 гидроцилиндра 16 каждого шпинделя 13 рабочей позиции. В полость зажима 23 шпинделя загрузочной позиции 14 масло из гидросистемы поступает через трубу 8. В полость разжима 24 шпинделя загрузочной позиции 14 масло из гидросистемы поступает через трубу 9 и соответствующие каналы и сверления, выполненные в золотнике 2 и радиальный канал в корпусе 3. Присоединительное отверстие трубы 7, подводящей рабочее тело в рабочую полос-fb гидроцилиндров щпинделей рабочих позиций, и присоединительное отверстие трубы 10 расположены в одном поперечном сечении. В этом же поперечном сечении выполнены дугообразная канавка 25 на наружной поверхности золотника,- которая при неправильном положении золотника соединяет присоединительное отверстие трубы 7 со сливным отверстием трубы 10, и упомянутая дугообразная канавка 6 на внутренней поверхности неподвижной втулки, соединяющая при нерабочем положении золотника полости зажима 22 гидроцилиндров 16 рабочих позиций со сливным отверстием трубы 10.
лось в полости зажима - разжима гидроцилиндра 16 загрузочной позиции, совпадали теперь с радиальными каналами корпуса 3, соответствующими рабочей позиции, в которой необходимо разжать заготовку. Способом для загрузочной позиции производится разжим - зажим заготовки в требуемой рабочей позиции. После установления неполадок золотник 2 перед началом Кран, установленный в 6-ти шпиндельном токарном патронном автомате, в котором 5 шпинделей являются рабочими и один шпиндель загрузочным, работает следующим образом. Для врашения и зажима заготовок в шпинделях рабочих позиций 13 масло от гидросистемы через трубу 7 по каналам 17-21 подводится в полость зажима 22 гидроцилиндра 16 каждого шпинделя рабочих позиций 13. Величина давления масла в полости зажима 22 шпинделей 13 рабочих позиций контролирует реле давления (не показано). При падении давления в гидросистеме во время работы станка ниже давления, необходимого для зажима заготовки, реле давления включает станок во избежание вырыва заготовки из патрона 15 и поломок инструмента. После окончания цикла обработки барабан 12 со шпинделями и закрепленным на нем корпусом 3 поворачивается на один шаг относительно неподвижно закрепленного золотника 2 и втулки 1. При этом готовое изделие из рабочей позиции переходит в загрузочную, в которой масло от гидросистемы через трубу 9 и соответствующие каналы и сверления в золотнике и корпусе подводится в полость разжима 24 гидроцилиндра 16 шпинделя загрузкой позиции 14. Происходит выключение вращения шпинделя, разжим изделия и его замена новой заготовкой. Затем масло от гидросистемы через трубу ,lMCJV-i VVJtIlA.f- - -«V-« V-iiUI.-IV. J-f 1 Jf Vy J s и соответствующие каналы и сверления в золотнике и корпусе подводится в полость зажима 23 гидроцилиндра 16 щпинделя загрузочной позиции 14. Происходит включение врашения шпинделя загрузочной позиции и зажим установленной в нем заготовки. После этого цикл работы станка повторяется. При работе станка золотник 2 фиксируется во втулке 1 таким образом, чтобы рукоятка 4 указывала на загрузочную позицию. Это положение золотника является рабочим и обеспечивает нормальную работу станка. В особых случаях наладки, а также если нужно разжать заготовку в каком-либо щпинделе, находящемся в рабочей позиции (при поломке инструмента или других неполадок), необходимо рукояткой 4 расфиксировать золотник 2 и повернуть его таким образом, чтобы сверления в золотнике 2, через которые масло подаваработы необходимо вернуть в исходное положение. В случае, если золотник не возвращается в исходное положение, включе.ние вращения щпинделя во время автоматической работы станка происходит в рабочей позиции, в то время как щпиндель загрузочной позиции вращается. Это обстоятельство приводит к поломке инструмента в рабочей позиции и поломке автооператора, установленного в загрузочной позиции.
Во избежание указанных аварийных случаев, на внутренней поверхности неподвижной втулки в поперечном сечении крана, в котором расположены труба 7, подводящая давление к полости зажима 22 гидроцилиндров щпинделей рабочих позиций 13, сливная труба 10 и дугообразная канавка 25 на наружной поверхности золотника, в рабочем положении золотника 2 трубы 7 и 10, не соединены между собой. При повороте золотника в любую рабочую позицию дугообразная канавка 25 соединена через трубу 7 и 10 магистралью давления со сливной магистралью, что приводит к падению давления в подающей магистрали, а дугообразная канавка 6 соединяет полости зажима гидроцилиндров рабочих позиций со сливом, при этом реле давления не позволяет включить станок в работу до тех пор, пока золотник 2 не возвращен в исходное положение.
По сравнению с известным многопозиционным распределительным краном конструкция предлагаемого крана позволяет при его применении на многошпиндельных патронных токарных автоматах полностью исключить поломки станка и инструмента, что в свою очередь повысит надежность работы станка, долговечность работы его узлов, инструмента и приспособлений, что приносит значительную пользу народному хозяйству.
Формула изобретения
Многопозиционный распределительный кран по авт. св. № 781474, отличающийся тем, что, с целью повыщения надежности, на внутренней поверхности неподвижной втулки в одном сечении с дугообразной канавкой золотника выполнена дополнительная дугообразная канавка с возможностью сообщения в нерабочем положении золотника полости зажима гидроцилиндров рабочих позиций со сливной магистралью.
Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 781474, кл. F 16 К 11/20, 1980.
J
Й7
3
Фиг.2
б-б
17
W 10 3 Фм.Ъ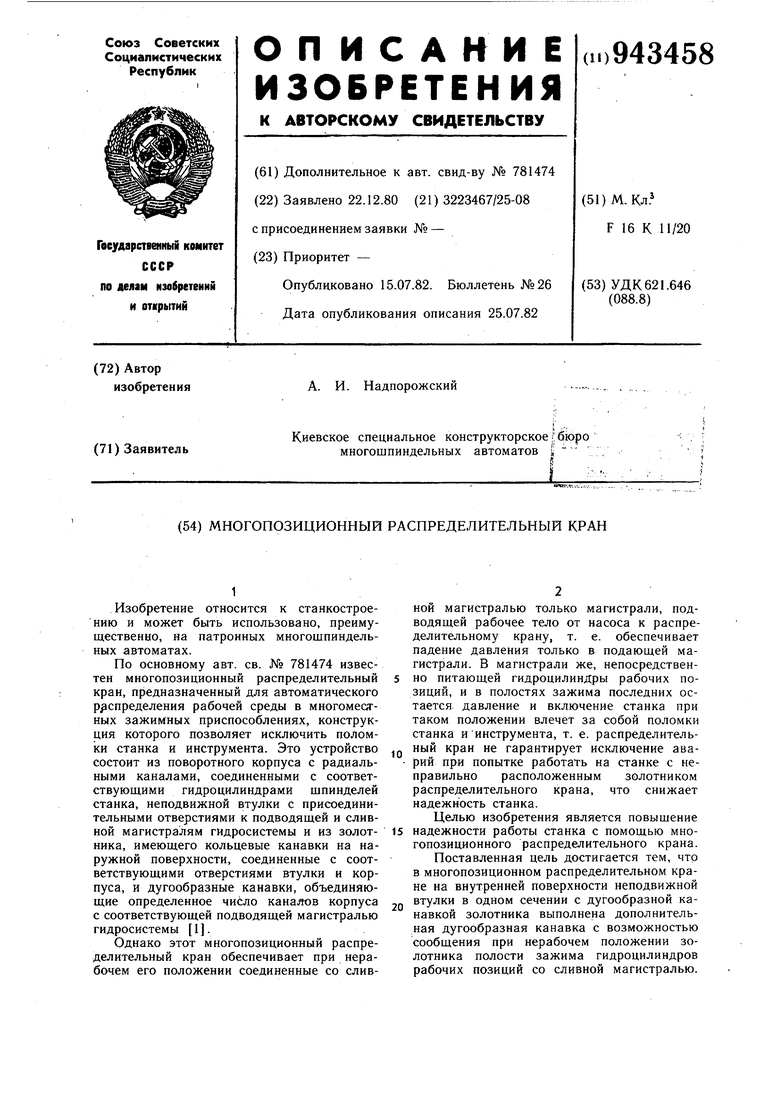
| название | год | авторы | номер документа |
|---|---|---|---|
| Многопозиционный распределительный кран | 1978 |
|
SU781474A1 |
| МНОГОПОЗИЦИОННЫЙ РАСПРЕДЕЛИТЕЛЬНЫЙ КРАН | 1966 |
|
SU189265A1 |
| МЕХАНИЗМ ЗАЖИМА ПРУТКОВОГО МАТЕРИАЛА | 1969 |
|
SU256469A1 |
| Гидравлическая система бурового станка | 1983 |
|
SU1133374A1 |
| Горелка для газопрессовой сварки и термической обработки | 1948 |
|
SU89338A1 |
| Устройство для вибрационного точения | 1981 |
|
SU982850A1 |
| Токарный вертикальный многошпиндельный станок | 1985 |
|
SU1296304A1 |
| ГИДРАВЛИЧЕСКИЙ ПРИВОД ПЕРЕМЕЩЕНИЯ ШПИНДЕЛЯ К СТАНКАМ ДЛЯ ЭЛЕКТРОЭРОЗИОННОЙ ОБРАБОТКИ | 1972 |
|
SU350628A1 |
| Привод подачи сверлильного станка | 1979 |
|
SU917958A1 |
| Привод рабочих шпинделей | 1978 |
|
SU779002A1 |
В-В
20
21
21
Фиг. if
Б-5
