Изобретение относится к станкостроению.
Цель изобретения - повышение надежности работы станка путем дополнительного блокирования фиксации шпинделей станка.
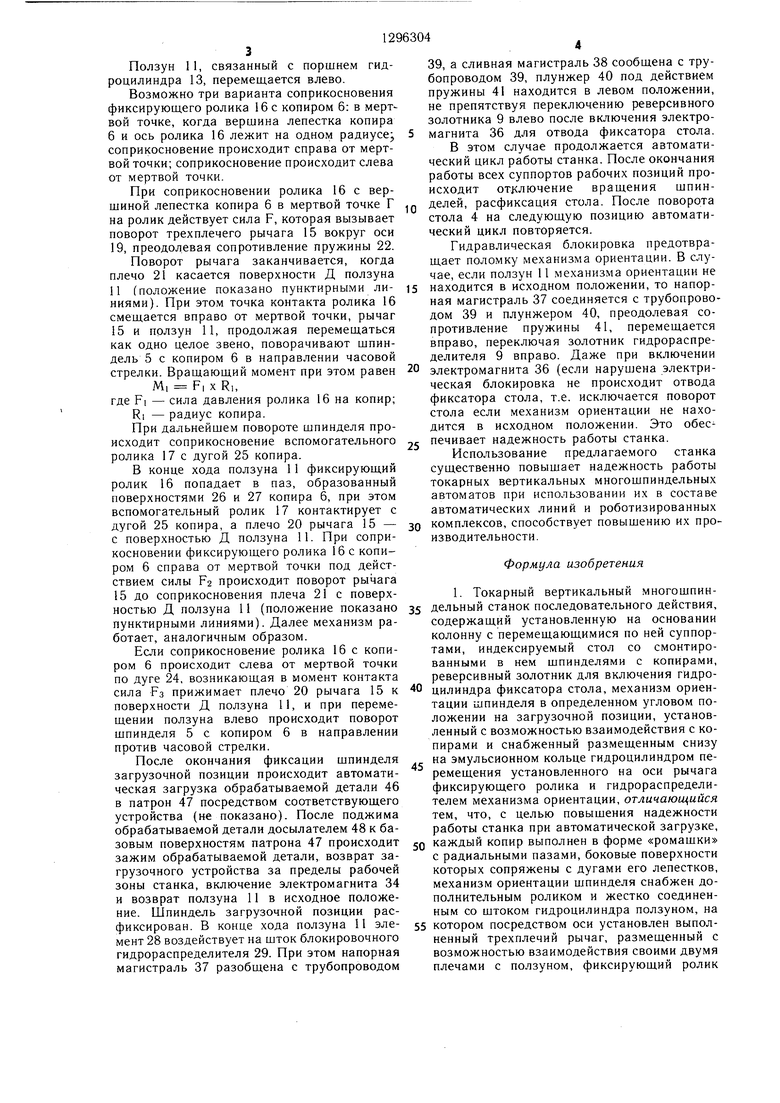
На фиг. 1 показан предлагаемый станок, общий вид; на фиг. 2 - вид А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 2; на фиг. 4 - разрез В-В на фиг. 3; на фиг. 5 - гидрокинематическая схема механизма ориентации шпинделя; на фиг. б - положение ползуна и копира при соприкосновении ролика с вершиной копира в мертвой точке; на фиг. 7 - положение ползуна и копира нри соприкосновении ролика с копиром справа от мертвой точки; на фиг. 8 - положение ползуна и копира при соприкосновении ролика с копиром слева от мертвой точки.
Станок содержит основание I, на котором жестко закреплена колонна 2 с переме- ш,аюшимися по ней суппортами рабочих позиций 3, поворотный индексируемый стол 4 со смонтированными на нем шпинделями 5 с копирами 6, механизм поворота стола 7, гидроцилиндр 8 фиксатора стола, управляемый реверсивным золотником 9, эмульсионное кольцо 10, на котором снизу установлен, 25 фиксатора, механизм ориентации шпинделя на загрузочной позиции. Механизм ориентации шпинделя содержит ползун 11, один конец которого жестко связан со штоком 12 гидроцилиндра 13.
Ползун 11 перемещается относительно 30 корпуса 14 в радиальном направлении перпендикулярно шпинделю 5. Гильза гидроцилиндра 13 жестко связана с корпусом 14, который крепится к эмульсионному кольцу 10 станка. На левом конце ползуна И усМеханизм ориентации установлен относительно колонны 2 станка так, что при фиксированном положении поворотного стола 4 и фиксированном положении шпинделя 5 на загрузочной позиции (положение конца до- ворота) ось симметрии паза копира 6 совпадает с осью фиксирующего ролика 16, вспомогательный ролик 17 контактирует с дугой 25 копира 6, а плечо 20 касается ползуна 11. Последний снабжен элементом 28, 10 воздействующим на шток блокировочно- го гидрораспределителя 29. Исходное положение ползуна контролируется конечным выключателем 30, положение ползуна при фиксации шпинделя - конечным выключателем 31.
Гидроцилиндр 13 механизма ориентации управляется гидрораспределителем 32. Фиксация шпинделя происходит при включении электромагнита 33, отвод ползуна 11 20 в исходное положение - при включении электромагнита 34. Реверсивный золотник 9, управляющий гидроцилиндром 8 фиксатора стола 4, содержит электромагнит 35 для фиксации стола и электромагнит 36 для отГидроаппаратура, обеспечивающая работу механизма ориентации шпинделя, присоединяется к гидроприводу станка трубопроводами 37 и 38 Трубопровод 37 присоединен к напорной магистрали, трубопровод 38 - к сливной магистрали.
Блокировочный гидрораспределитель 29 связан трубопроводом 39 с дополнительны.м гидроцилиндром, плунжер которого 40 удерживается пружиной 41. Плунжер 40 установлен с возможностью воздействия на тотановлен трехплечий рычаг 15 с фиксирую- 35 рец золотника гидрораспределителя 9, свя40
щим 16 и вспомогательным 17 роликами. Фиксирующий ролик 16 установлен на оси 18 одного плеча рычага 15, а вспомогательный ролик 17 - на оси качания 19 рычага 15. Оси роликов 16 и 17 параллельны, ось 18 смещена относительно оси качания 19 рычага 15 в направлении, перпендикулярном направлению движения ползуна 11. Рычаг 15 установлен с возможностью ограниченного качания до соприкосновения одного из двух плеч 20 или 21 с ползуном 11. дг В исходном положении трехплечий рычаг 15 под действием пружины 22 через толкатель 23 касается плечом 20 поверхности Д ползуна 11. Копир 6, установленный на каждом шпинделе, выполнен в форме ромашки, число лепестков Z последней равно числу положений, на которое разрешается повернуть шпиндель при его ориентации на загрузочной позиции, (при использовании 3-х кулачкового патрона Zmin 3). Каждый лепесток образован двумя дугами 24 и 25.
50
занного трубопроводами 42 и 43 с гидроцилиндром фиксатора стола. Гидрораспределитель 32 связан с гидроцилиндром 13 механизма ориентации шпинделя трубопроводами 44 и 45.
Обрабатываемые детали 46 зажаты в патронах 47 и прижимаются на загрузочной позиции к базовым поверхностям патрона досылателем 48.
Станок работает следующим образом.
В исходном положении суппорты рабочих позиций 3 находятся в крайнем верхнем положении, стол 4 повернут в положение, при котором обработанная деталь вместе с патроном 47 находится на загрузочной позиции, вращение шпийделей отключено, шпиндель загрузочной позиции остановлен в произвольном угловом положении, ползун 11 механизма ориентации находится в крайнем правом положении. После включения электромагнита 35 происходит фиксация стола, включение синхронизаторов шпиндеМежду лепестками расположены радиаль- 55 лей рабочих позиций, торможение шпинделя
ные пазы, боковые поверхности 26 и 27 которых сопряжены с дугами 24 и 25 соответственно.
загрузочной позиции с последующим растор- маживанием, после чего происходит включение электромагнита 33.
Механизм ориентации установлен относительно колонны 2 станка так, что при фиксированном положении поворотного стола 4 и фиксированном положении шпинделя 5 на загрузочной позиции (положение конца до- ворота) ось симметрии паза копира 6 совпадает с осью фиксирующего ролика 16, вспомогательный ролик 17 контактирует с дугой 25 копира 6, а плечо 20 касается ползуна 11. Последний снабжен элементом 28, воздействующим на шток блокировочно- го гидрораспределителя 29. Исходное положение ползуна контролируется конечным выключателем 30, положение ползуна при фиксации шпинделя - конечным выключателем 31.
Гидроцилиндр 13 механизма ориентации управляется гидрораспределителем 32. Фиксация шпинделя происходит при включении электромагнита 33, отвод ползуна 11 0 в исходное положение - при включении электромагнита 34. Реверсивный золотник 9, управляющий гидроцилиндром 8 фиксатора стола 4, содержит электромагнит 35 для фиксации стола и электромагнит 36 для фиксатора,
Гидроаппаратура, обеспечивающая работу механизма ориентации шпинделя, присоединяется к гидроприводу станка трубопроводами 37 и 38 Трубопровод 37 присоединен к напорной магистрали, трубопровод 38 - к сливной магистрали.
Блокировочный гидрораспределитель 29 связан трубопроводом 39 с дополнительны.м гидроцилиндром, плунжер которого 40 удерживается пружиной 41. Плунжер 40 установлен с возможностью воздействия на торец золотника гидрораспределителя 9, свя
занного трубопроводами 42 и 43 с гидроцилиндром фиксатора стола. Гидрораспределитель 32 связан с гидроцилиндром 13 механизма ориентации шпинделя трубопроводами 44 и 45.
Обрабатываемые детали 46 зажаты в патронах 47 и прижимаются на загрузочной позиции к базовым поверхностям патрона досылателем 48.
Станок работает следующим образом.
В исходном положении суппорты рабочих позиций 3 находятся в крайнем верхнем положении, стол 4 повернут в положение, при котором обработанная деталь вместе с патроном 47 находится на загрузочной позиции, вращение шпийделей отключено, шпиндель загрузочной позиции остановлен в произвольном угловом положении, ползун 11 механизма ориентации находится в крайнем правом положении. После включения электромагнита 35 происходит фиксация стола, включение синхронизаторов шпинделей рабочих позиций, торможение шпинделя
загрузочной позиции с последующим растор- маживанием, после чего происходит включение электромагнита 33.
Ползун 11, связанный с поршнем гидроцилиндра 13, перемещается влево.
Возможно три варианта соприкосновения фиксирующего ролика 16с копиром 6: в мерт вой точке, когда вершина лепестка копира 6 и ось ролика 16 лежит на одном радиусеj соприкосновение происходит справа от мертвой точки; соприкосновение происходит слева от мертвой точки.
При соприкосновении ролика 16 с вер39, а сливная магистраль 38 сообщена с трубопроводом 39, плунжер 40 под действием пружины 41 находится в левом положении, не препятствуя переключению реверсивного золотника 9 влево после включения электромагнита 36 для отвода фиксатора стола. В этом случае продолжается автоматический цикл работы станка. После окончания работы всех суппортов рабочих позиций происходит отключение вращения щпиншиной лепестка копира 6 в мертвой точке Г ,,, делей, расфиксация стола. После поворота
на ролик действует сила F, которая вызывает поворот трехплечего рычага 15 вокруг оси 19, преодолевая сопротивление пружины 22. Поворот рычага заканчивается, когда плечо 21 касается поверхности Д ползуна 11 (положение показано пунктирными линиями). При этом точка контакта ролика 16 смещается вправо от мертвой точки, рычаг 15 и ползун 11, продолжая перемещаться как одно целое звено, поворачивают шпиндель 5 с копиром 6 в направлении часовой
15
стола 4 на следующую позицию автоматический цикл повторяется.
Гидравлическая блокировка предотвращает поломку механизма ориентации. В случае, если ползун 11 механизма ориентации не находится в исходном положении, то напорная магистраль 37 соединяется с трубопроводом 39 и плунжером 40, преодолевая сопротивление пружины 41, перемещается вправо, переключая золотник гидрораспределителя 9 вправо. Даже при включении
25
стрелки. Вращающий момент при этом равен 20 электромагнита 36 (если нарушена электриМ, FI X R,, где FI - сила давления ролика 16 на копир;
RI - радиус копира.
При дальнейшем повороте шпинделя происходит соприкосновение вспомогательного ролика 17 с дугой 25 копира.
В конце хода ползуна 11 фиксирующий ролик 16 попадает в паз, образованный поверхностями 26 и 27 копира 6, при этом вспомогательный ролик 17 контактирует с дугой 25 копира, а плечо 20 рычага 15 - с поверхностью Д ползуна 11. При соприкосновении фиксирующего ролика 16 с копиром 6 справа от мертвой точки под дейст- ствием силы Eg происходит поворот рычага 15 до соприкосновения плеча 21 с поверх30
ческая блокировка не происходит отвода фиксатора стола, т.е. исключается поворот стола если механизм ориентации не находится в исходном положении. Это обеспечивает надежность работы станка.
Использование предлагаемого станка существенно повышает надежность работы токарных вертикальных многошпиндельных автоматов при использовании их в составе автоматических линий и роботизированных комплексов, способствует повышению их производительности.
Формула изобретения 1. Токарный вертикальный многошпинностью Д ползуна 11 (положение показано 35 дельный станок последовательного действия.
пунктирными линиями). Далее механизм работает, аналогичным образом.
Если соприкосновение ролика 16 с копиром 6 происходит слева от мертвой точки по дуге 24, возникающая в момент контакта сила РЗ прижимает плечо 20 рычага 15 к поверхности Д ползуна 11, и при перемещении ползуна влево происходит поворот шпинделя 5 с копиром 6 в направлении против часовой стрелки.
После окончания фиксации шпинделя загрузочной позиции происходит автоматическая загрузка обрабатываемой детали 46 в патрон 47 посредством соответствующего устройства (не показано). После поджима обрабатываемой детали досылателем 48 к басодержащии установленную на основании колонну с перемещающимися по ней суппортами, индексируемый стол со смонтированными в нем шпинделями с копирами, реверсивный золотник для включения гидро- 40 цилиндра фиксатора стола, механизм ориентации шпинделя в определенном угловом положении на загрузочной позиции, установленный с возможностью взаимодействия с копирами и снабженный размещенным снизу на эмульсионном кольце гидроцилиндром перемещения установленного на оси рычага фиксирующего ролика и гидрораспределителем механизма ориентации, отличающийся тем, что, с целью повышения надежности работы станка при автоматической загрузке.
45
зовым поверхностям патрона 47 происходит JQ каждый копир выполнен в форме «ромашки
зажим обрабатываемой детали, возврат загрузочного устройства за пределы рабочей зоны станка, включение электромагнита 34 и возврат ползуна 11 в исходное положение. Шпиндель загрузочной позиции расс радиальными пазами, боковые поверхности которых сопряжены с дугами его лепестков, механизм ориентации шпинделя снабжен дополнительным роликом и жестко соединенным со штоком гидроцилиндра ползуном, на
фиксирован. В конце хода ползуна 11 эле-55 котором посредством оси установлен выполмент 28 воздействует на шток блокировочногоненный трехплечий рычаг, размещенный с
гидрораспределителя 29. При этом напорнаявозможностью взаимодействия своими двумя
магистраль 37 разобщена с трубопроводомплечами с ползуном, фиксирующий ролик
39, а сливная магистраль 38 сообщена с трубопроводом 39, плунжер 40 под действием пружины 41 находится в левом положении, не препятствуя переключению реверсивного золотника 9 влево после включения электромагнита 36 для отвода фиксатора стола. В этом случае продолжается автоматический цикл работы станка. После окончания работы всех суппортов рабочих позиций происходит отключение вращения щпинделей, расфиксация стола. После поворота
стола 4 на следующую позицию автоматический цикл повторяется.
Гидравлическая блокировка предотвращает поломку механизма ориентации. В случае, если ползун 11 механизма ориентации не находится в исходном положении, то напорная магистраль 37 соединяется с трубопроводом 39 и плунжером 40, преодолевая сопротивление пружины 41, перемещается вправо, переключая золотник гидрораспределителя 9 вправо. Даже при включении
электромагнита 36 (если нарушена электри5
0
ческая блокировка не происходит отвода фиксатора стола, т.е. исключается поворот стола если механизм ориентации не находится в исходном положении. Это обеспечивает надежность работы станка.
Использование предлагаемого станка существенно повышает надежность работы токарных вертикальных многошпиндельных автоматов при использовании их в составе автоматических линий и роботизированных комплексов, способствует повышению их производительности.
Формула изобретения 1. Токарный вертикальный многошпинсодержащии установленную на основании колонну с перемещающимися по ней суппортами, индексируемый стол со смонтированными в нем шпинделями с копирами, реверсивный золотник для включения гидро- цилиндра фиксатора стола, механизм ориентации шпинделя в определенном угловом положении на загрузочной позиции, установленный с возможностью взаимодействия с копирами и снабженный размещенным снизу на эмульсионном кольце гидроцилиндром перемещения установленного на оси рычага фиксирующего ролика и гидрораспределителем механизма ориентации, отличающийся тем, что, с целью повышения надежности работы станка при автоматической загрузке.
каждый копир выполнен в форме «ромашки
каждый копир выполнен в форме «ромашки
с радиальными пазами, боковые поверхности которых сопряжены с дугами его лепестков, механизм ориентации шпинделя снабжен дополнительным роликом и жестко соединенным со штоком гидроцилиндра ползуном, на
котором посредством оси установлен выполустановлен на третьем плече, а дополнительный ролик установлен на оси рычага, причем ось фиксирующего ролика параллельна оси качания рычага и смещена относительно нее в направлении,перпендикулярном направлению движения ползуна, снабженного элементом, установленным с возможностью взаимодействия с введенным в станок гидрораспределителем, предназначенным для блокирования выключения фиксатора стола.
2. Станок по п. 1, отличающийся тем, что в фиксированном положении шпинделя
ось фиксирующего ролика расположена по оси симметрии паза копира, вспомогательный ролик установлен с возможностью взаимодействия с дугой лепестков копира, а одно из плеч рычага контактирует с ползуном.
3. Станок по п. 1, отличаюш,ийся тем, что блокировочный гидрораспределитель подключен к дополнительно введенному в ста- пок подпружиненному плунжеру, установленному с возможностью взаимодействия с золотником переключения гидроцилиндра фиксатора стола.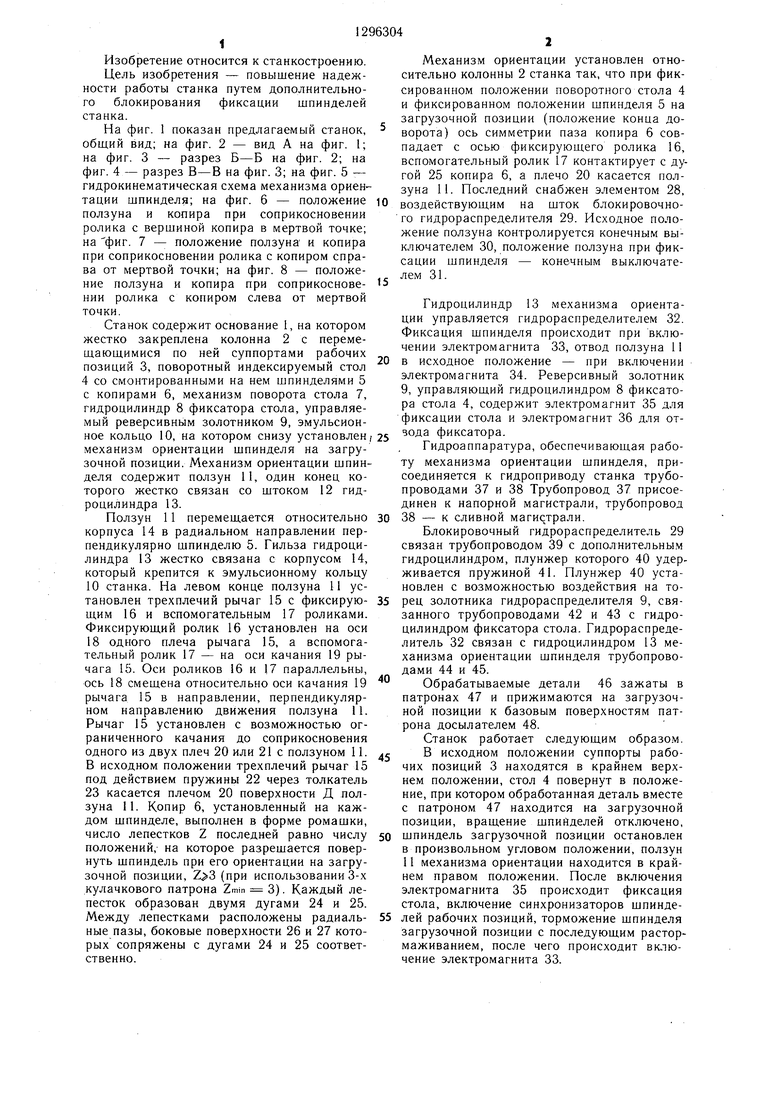
| название | год | авторы | номер документа |
|---|---|---|---|
| Питатель токарного многошпиндельного станка | 1985 |
|
SU1323331A1 |
| РЕЗЬБОТОКАРНЫЙ ПОЛУАВТОМАТ С НЕРЕВЕРСИВНЫМ ШПИНДЕЛЕМ | 1969 |
|
SU241904A1 |
| Вертикальный многошпиндельный станок | 1990 |
|
SU1722701A1 |
| ПРЕСС СРАЩИВАНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ КЛЕЕНОГО БРУСА | 2001 |
|
RU2180883C1 |
| Гидропривод подачи стола зуборезного станка | 1977 |
|
SU679344A1 |
| Привод вращения устройства для шлифования восстановленных кулачков распределительного вала | 1984 |
|
SU1230802A1 |
| Токарный полуавтомат | 1973 |
|
SU512000A1 |
| Копировально-фрезерный станок | 1976 |
|
SU650809A1 |
| Станок для токарной обработки изделий вращающимися многолезвийным инструментом | 1976 |
|
SU603503A2 |
| Загрузочное устройство | 1985 |
|
SU1298038A1 |


изобретение относится к станкостроению. Цель изобретения - повышение надежности станка в работе путем дополнительного блокирования фиксации шпинделей станка. Это достигается тем, что в станке, содержащем основание с колонной, на которой размеш,ены суппорты, поворотный индексируемый стол 4 со смонтированными на нем шпинделями 5 и копирами 6, механизм поворота, гидроцилиндр фиксации стола, механизм ориентации шпинделя снабжен ползуном 11, связанным со штоком гидроцилиндра и оснащенным трехплечим рычагом 15 с фиксирующим 16 и вспомогательным 17 роликами. Копир 6, с которым взаимодействует механиз.м ориентации, выполнен в виде «ромашки. Ползун 11, связанный с блокировочным гидрораспределителем, контролируется коническими выключателями. 2 з.п. ф-лы, 8 ил. ff-ff (Л 18 77 JO / / / 1C со 00
Фиг.1
SufA
,fS
ыатУ
78
- I
JL
I
30
(pueZ
; 6
0
39
Фиг. 5
Д
16
25
Составитель Ю. Ельчанин
Редактор Т. МитейкоТехред И. ВересКорректор Л. Патай
Заказ 641/15Тираж 976Подписное
ВНИИПИ Государственного комитета СССР по делам изобретений и открытий
113035, Москва, Ж-35, Раушская наб., д. 4/5 Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
| Руководство по эксплуатации восьми- шпиндельных полуавтоматов токарных верти- кальных мод | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| М., Завод «Красный пролетарий, им | |||
| А | |||
| И | |||
| Ефремова, 1972, с | |||
| Приспособление в центрифугах для регулирования количества жидкости или газа, оставляемых в обрабатываемом в формах материале, в особенности при пробеливании рафинада | 0 |
|
SU74A1 |
