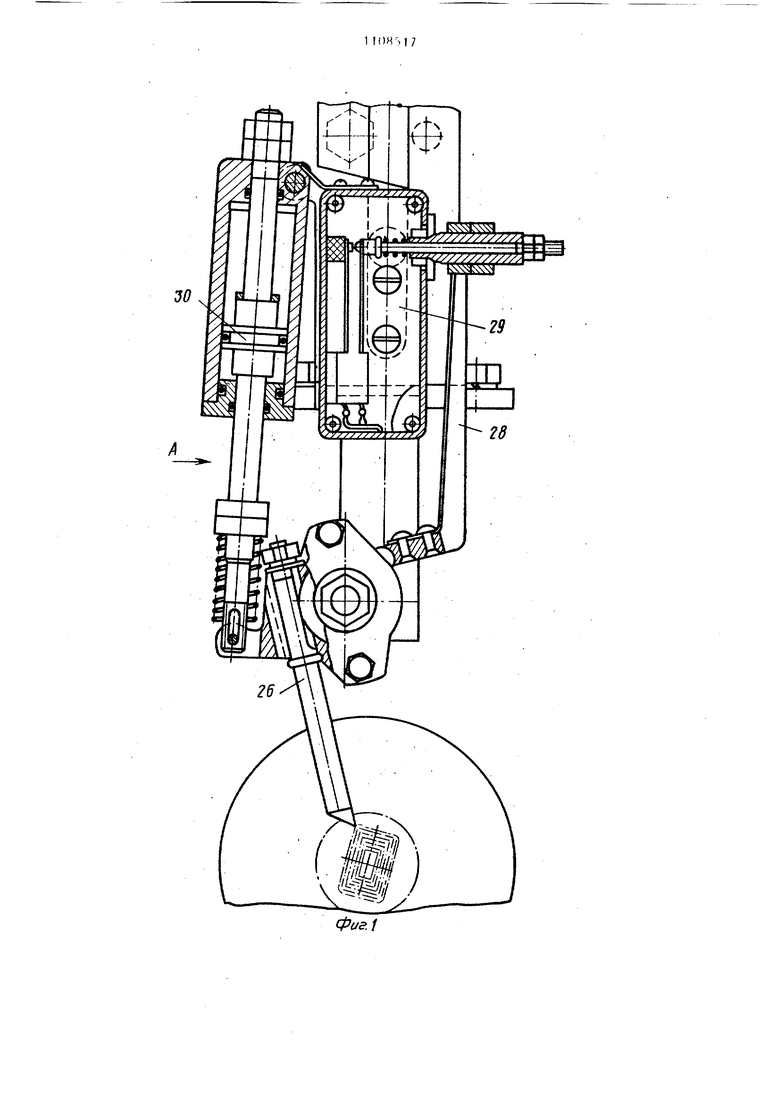
эо ел Изобретение относится к техно-погаческому оборудованию для иэготсдаления ленточных магнитопроводов и предназначено для использования в трансформаторостроении. Известно устройство контроля толщины навиваемого магнитопровода, сна женное датчиком, связанным с электрической схемой, и поджимным роликом til. Наиболее близким к предлагаемому по технической сущности является устройство кЬнтроля толщины навиваемого магнитопровода, содержащее корпус с установленным внутри него ползуном и датчик, связанный с электрической схемой, установленный на ползуне 23. Недостатком известных устройств являются значительные погрешности точности толщины навивки магнитойровода в связи с наличием суммы некомпенсируемых зазоров в сопрягаемых де талях механизма контроля толщины навивки. Так например, сумма зазоров между поверхностями подшипника поджимного ролика и осью, на которой он установлен, и резьбовых соединени сопрягаемых деталей механизма явно превьшает 0,01 мм. Кроме того, в процессе навивки заготовки магнитопровода ролик и сопряженные с ним деталями механизма контроля толщины навивки непрерывно перемещаются возвратно-поступательно в вертикальной плоскости. При этом, в связи со Значительной массой деталей механизма и вследствие инерционности системы, показания датчика в верхнем положении (в положении включения сигнала электрической схемы управления) не соответствуют истинной толщине навиваемого магнитопровода, так как вследствие соударения ролика с навиваемой заготовкой при переходе с длинной стороны заготовки (в процессе ее вращения) на короткую и наоборот ролик подскакивает, искажая те самым показания датчика (превьшая истинный размер навитой заготовки), что исключает возможность прийенения данной конструкции механизма контроля толщины навивки при изготовлении магнитопроводов лентой, толщина которой О,ОТ-О,08 мм. Кроме того, конструкция механизма характеризуется относительно небольшой долговечностью устройства в связи с его непрерьгеной работой и интенсивным износом его сопрягаемых элементов, сопровождающийся увеличением зазоров в местах сопряжения, а значит и увеличением неточности показаний контролирующего механизма. Целью изобретения является улучшение качества магнитопроводов за счет повьш1ения точности его размеров. Поставленная цель достигается тем, что в устройстве контроля толщины навиваемого магнитопровода, содержащем корпус с установленным внутри него ползуном и датчик, связанный с электрической схемой и установленный на ползуне, ползун выполнен с резьбовым отверстием, а корпус - в виде стакана и снабжен ПОЛЫМ винтом с пазами и фланцем на одном конце и выступами на другом, установленным внутри стакана в резь-) бовом отверстии ползуна, стержнем с винтовой головкой и радиальными пазами в ней, установленным внутри винта, полой РУКОЯТКОЙ с резьбой на наружной поверхности и выступами на конце, расположенной на стержне, и подпружиненной гайкой, установленной на резьбе рукоятки, при- этом стержень закреплен на рукоятке, выступы винта расположены в пазах , стержня, выступы рукоятки - в пазах винта, торец фланца контактирует с дном стакана, а датчик установлен на ползуне шарнирно. На фиг/ 1 показано устройство, общий вид; на фиг. 2 - узел настройки на навиваемый размер магнитопровода; на фиг. 3 - вид А на фиг. Г, на фиг. 4 - сечение Б-Б на фиг. 2. Устройство состоит из корпуса 1 с расположенным в нем ползуном 2, в одной торцовой части которого выполнено резьбовое отверстие с установленным в него полым винтом 3, фланцем 4, упирающимся в крьш1ку корпуса 1. Конец винта 3 снабжен хвостовиком 5, который входит в пазы 6 винтовой головки 7, стержня 8, размещенного в полости винта 3. Верхний конец винта 3 снабжен пазами 9, в которые входят выступы tO рукоятки 11, выполненной в виде полого цилиндра с фланцем 12. Цилиндрическая часть наружной поверхности рукоятки 11 снабжена резьбой, на которой установлена контргайка 13, снаб3женная фланцем 14. Между фланцем 14 контргайки 13 и крьппкой корпуса установлена пружина 15. Стержень 8 верхним концом закреплен на рукоятк 11 гайкой 16. В нижнем конце ползуна 2 закреплена ось 17 переменного профиля (фиг. 3), на которой установлены подшипники 18 и 19 с расположенной между ними шайбой 20. Внешние обойм подшипников 18 и 19 поджаты разрезными коническими кольцами 21. На оси 17 в стакане 22 установлена хво товая часть разрезной цанги 23. Цан га 23 поджата через резиновую втулк 24 гайкой 25 к внутренней обойме подшипника 19. Щуп 26 закреплен на корпусе 27 подшипникового узла (фиг. 1) и связан с рычагом 28, воздействующим на выключатель 29. Пневмоципиндр 30 служит для перевода щупа 26 в нерабочее положение при опрессовке магнитопровода. Устройство работает следующим образом. Поворотом рукоятки 11 свинчивают контргайку 13 до упора в крьшпсу кор пуса 1, при этом пружина 15 сжимается в осевом направлении. Выбор зазора между головкой 7 стержня 8 и ползуном 2 осуществляется подтягиванием стержня 8 через контргайку 13 и рукоятку 11 постоянньм растягивающим действием пружины 15. Усилием пружины 15 вместе со стержнем 8 под17тягивается ползун 2, выбирая зазоры в системе ползун 2 - винт 3. Подшипники 18 и 19 установлены на оси 17. Между внутренними обоймами подшипников 18 и 19 расположена шайба 20, а внешние обоймы поджаты разрезными коническими кольцами 21, которые выбирают зазоры меаду корпусом 27 и наружными обоймами подшипников 18 и 19 и между шариками подтип Аиков 18 и 19 и их внешними обоймами. Внутренняя обойма подшипника 18 установлена на конической шейке оси 17 и гайкой 25 через резиновую втулду 24, конусную часть разрезной цанги 23, внутреннюю обойму подшипника 19, шайбу 20 поджата к оси 17, устра-няя зазоры между внутренними.обоймами подшипников 18 и 19 и подсадочными местами оси 17. При навивке магнитопровода по достижении заданной толщины навиваемого изделия, закрепленный на корпусе 27 подшипникового узла щуп 26 касается заготовки магнитопровода и отклоняется, поворачивая рычаг 28, второй ко нец которого разрывает контакт выклютеля 29, подавая команду на останов шпинделя станка. Предлагаемое устройство позволяет исключить погрешности по толщине навивки магнитопровода, повысить долговечность узла контроля толщины навивки, осуществить безотэсоднуто навивку магнитопроводов, повысить качество изделия, снизить трудоемкость изготовления изделия.
30
фе/af
Вид/(
Фие-З б
Фив Л б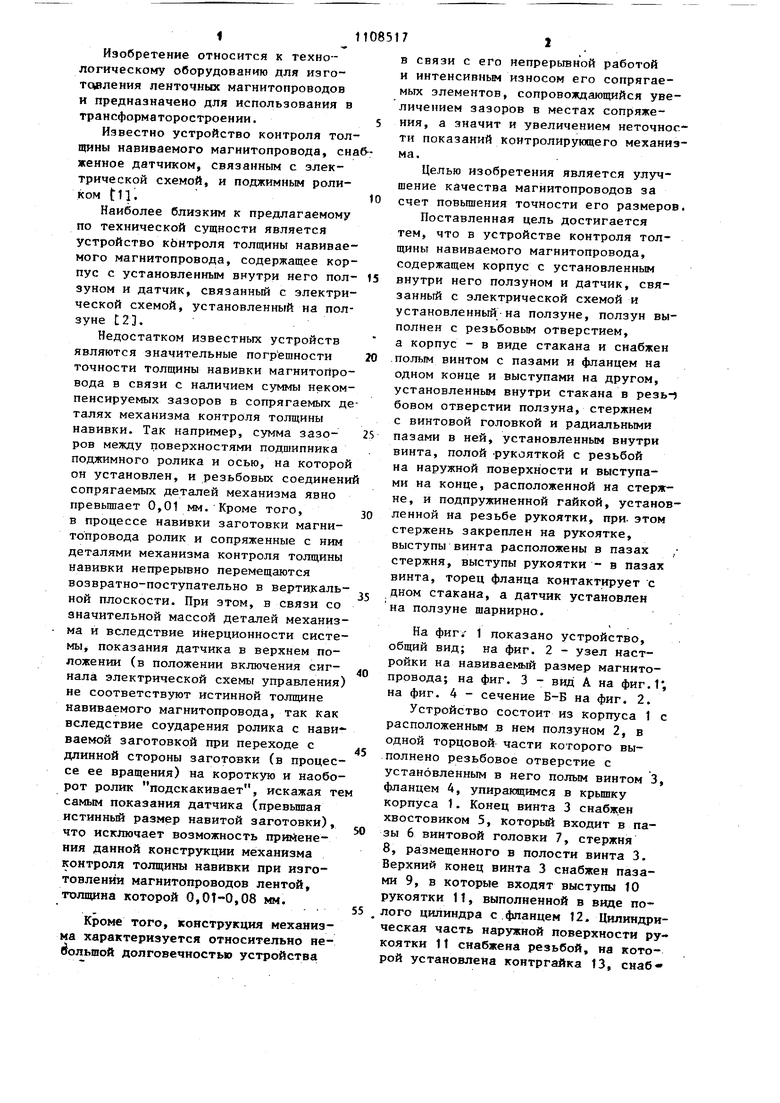

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления витых ленточных магнитопроводов | 1979 |
|
SU978210A1 |
| Установка для изготовления витого магнитопровода электрической машины | 1989 |
|
SU1690098A2 |
| Установка для изготовления витого магнитопровода электрической машины | 1989 |
|
SU1695453A1 |
| Установка для изготовления витого магнитопровода электрической машины | 1987 |
|
SU1554079A1 |
| Устройство для навивики ленточных магнитопроводов | 1971 |
|
SU505037A1 |
| Навивочная головка для изготовления гибких проволочных валов | 1973 |
|
SU441077A1 |
| Автомат для зачистки острых кромок | 1984 |
|
SU1220745A1 |
| Устройство для изготовления витыхлЕНТОчНыХ МАгНиТОпРОВОдОВ | 1979 |
|
SU847383A1 |
| ШТАМП-АВТОМАТ | 2003 |
|
RU2261153C2 |
| Устройство для изготовления витых ленточных магнитопроводов | 1978 |
|
SU942178A1 |


ВНИШШ 3«хм 3875/38 Т|фах 683 Оодпноо шшаа ШШ Шиг«ят г.Ухгород, уа.Просктшш, 4
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Автомат для навивки ленты на оправку | 1977 |
|
SU684627A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
