(5) СПОСОБ ИЗГОТОВЛЕНИЯ МОДЕЛИ ГРЕБНОГО ВИНТА

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления изделий из пенопласта | 1971 |
|
SU437623A1 |
| Способ изготовления литейных форм вакуумной формовкой и оснастка для его осуществления | 1981 |
|
SU980927A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБОПРОВОДА | 2010 |
|
RU2406580C1 |
| Способ создания заготовки гребного винта | 2019 |
|
RU2715404C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАГОТОВОК ИЗ ЭЛАСТИЧНОГО ПОЛОТНА МАТЕРИАЛА | 1992 |
|
RU2041822C1 |
| СПОСОБ ПОСТРОЕНИЯ ШАБЛОНА ВОРОТНИКА | 2005 |
|
RU2295899C1 |
| СПОСОБ ПОЛУЧЕНИЯ ШАБЛОНОВ ОДЕЖДЫ | 1996 |
|
RU2101990C1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ЛОБОВЫХ ОБШИВОК | 1986 |
|
SU1417282A1 |
| ГРЕБНОЙ ВИНТ | 1992 |
|
RU2043262C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГРЕБНЫХ И ВОЗДУШНЫХ ВИНТОВ И КРЫЛЬЧАТОК | 1991 |
|
RU2011502C1 |




1
Изобретение относится к литейному производству, в частности к способам изготовления деревянных моделей гребного винта.
Наиболее близким по технической сущности к изобретению является способ изготовления моделей гребных винтов, при котором вычерчивают чертеж модели, вычерчивают и выпиливают заготовки досок с припуском на обработку во все стороны, скрепляют доски между собой волокнами вдоль оси лопасти, т.е. собирают модель при помощи шаговых угольников и шаблонов.
Каждую прикрепленную к модели заготовку ориентируют и выверяют при установке на модель по чертежу, во все стороны оставляя припуск на обработку. Обработку нагнетательной поверхности лопасти осуществляют по разметке или методу, сходному с шаблонной формовкой по шаговому угольнику, всасывающую поверхность.
обрабатывают по замерам толщины лопасти от нагнетательной поверхности во многих точках сечений с соблюдением плавности переходов между ними l J.
Многочисленные проверки при сборке модели и ее обработке, припуск на обработку, необходимость постоянного использования шаговых угольников и шаблонов от начала до конца
10 изготовления модели делают указанный метод малопроизводительным и сложным.
Целью изобретения является упрощение сборки модели, снижение трудо15емкости ее обработки.
Для достижения указанной цели в способе изготовления модели гребного винта, включающим вырезание заготовок из досок, сборку модели
20 из заготовок и обработку модели для получения лопасти заданного профиля, заготовки досок вырезают без припуска на обработку по контуру лопат«и, а сборку осуществляют так, что кромки заготовок образуют в месте соединения с сопряженными нижележащими заготовками ориентирующие линии, формирующие нагнетательную поверхность, а противолежащие кромки нижележащих заготовок образуют в месте соединения с сопряженными вышележащими заготовками ориентирующие линии, формирующие всасывающую поверхность, а заданный профиль лопасти полумают снятием выступов заготовок до ориентирующих линий.
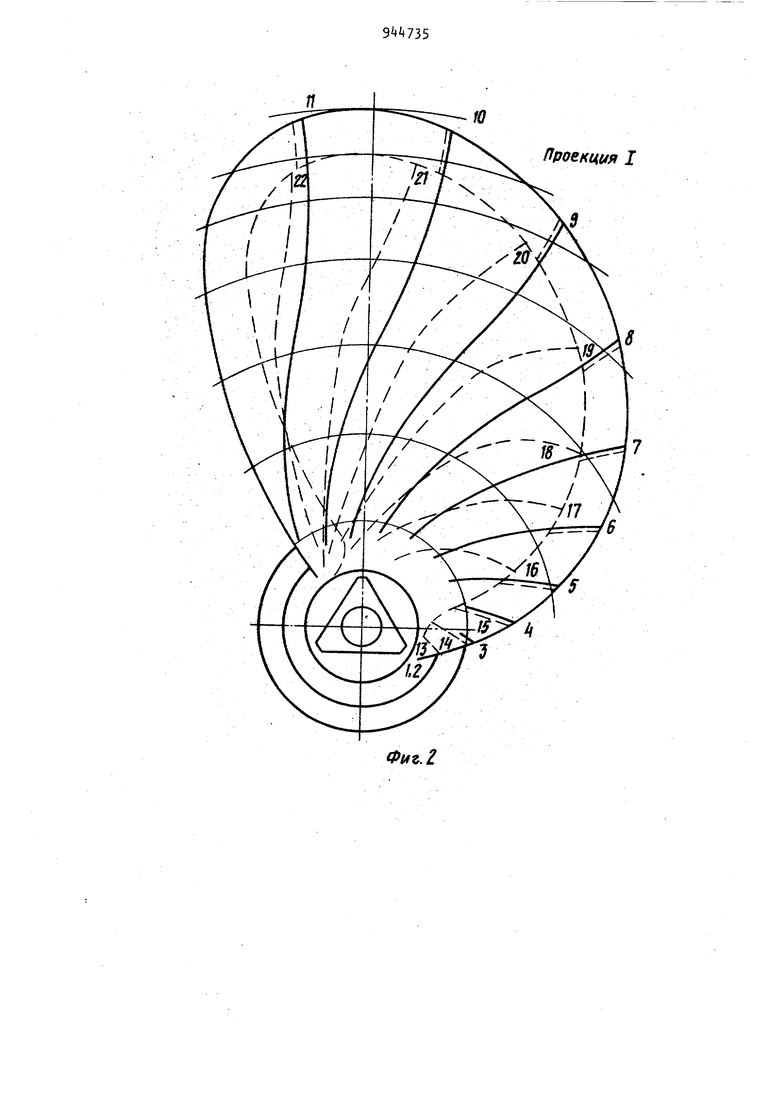
На фиг. 1 и 2 изображена модель гребного винта в трех проекциях; на фиг. 3 и - заготовки досок перед сборкой модели; на фиг. 5 собранная модель перед обработкой лопастное сечение.
Способ осуществляется следующим образом.
Вычерчивают чертеж модели со ступицей с учетом усадки металла и величины искажения шага винта при остывании отливки. Для обеспечения необходимой жесткости модели и улучшения условий формовки в конструкцию модели вводят подмодельную доску. После этого вычерчивают и вырезают заготовки досок. Конфигурацию их снимают из проекции t (фиг. 2), толщину заготовок определяет количество секущих поверхность лопасти на проекции III (фиг. 1) плоскостей, которое может быть различным, например 12. Следы пересечения этих плоскостей с поверхностью лопасти и дают конфигурацию контуров заготовок на проекции I (фиг. 2).
Заготовки вырезают без припуска на обработку по контуру. Затем на них наносят линий лопастных сечений и .контурные линии последующих (вышележащих) заготовок. Дуги лопастных сечений и контурные линии последующи заготовок необходимы для правильной и быстрой сборки модели.
G помощью гвоздей и клея собирается модель лопасти со ступицей. При этом совмещают дуги лопастныхсечений на заготовках, накладываемых одна на другую, и контуры заготовок с их контурными линиями на предыдущих заготовках.В результате получают модель со ступенчатыми нагнетательной и всасывающей поверхностями, причем одни кромки 1-12 заготовок образуют в месте соединения с вышележащими заготовками линии, формирующие нагнетательную поверхность, а противоположные кромки 13-24 с вышележащими заготовками - линии, формирующие всасывающую поверхность лопасти.
Указанные линии являются ориентирами для правильной обработки модели, в результате чего отпадает необходимость в многочисленных проверках модели при ее сборке и обработке при помощи шаблонов и шаговых угольников. Удалив ступенчатые выступы/заштрихованнные на. фиг. 5/, сохранив
5 плавность перехода между линиями, получают обработанную модель. После этого готовая модель проверяется при помощи шаговых угольников и шаблонов.
0 В результате использования предлагаемого способа изготовления модели гребного винта сокращается трудоемкость ее изготовления на 3035%. Простота сборки и обработки модели
5 обеспечивает необходимую точность при ее изготовлении и не требует модельщиков высокой квалификации.
Формула изобретения
Способ изготовления модели гребного винта, включающий вырезание . заготовок из досок, сборку модели из заготовок и обработку модели для получения лопасти заданного профиля, отличающийся тем, что, с целью упрощения сборки модели, снижения трудоемкости ее обработки, заготовки из досок вырезают по контуру лопатки, а сборку осуществляют так, что кромки заготовок образуют в месте соединения с сопряженными нижележащими заготовками ориентирующие линии, формирующие нагнетательную поверхность, а противолежащие кромки нижележащих заготовок образуют в месте соединения с сопряженными выШележаЩИМИ заготовками ориентирующие линии, формирующие всасывающую поверхность, заданный профиль лопасти получают снятием выступов заготовок до ориентирующих линий.
Источники информации, принятые во внимание при экспертизе
ffpoeKuttitS
Йв9 ю8елма 9otKO
Проекция Ш I-
П
Ю
проекция I
Фиг.2 21 ступицы Ы Фиг. 5 W / Z f
