(5) СТЕРЖНЕВОЙ ЯЩИК
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления литейных форм | 1979 |
|
SU863145A1 |
| СОСТАВНОЙ СТЕРЖЕНЬ ДЛЯ ЛИТЬЯ РАБОЧИХ ОРГАНОВ ЦЕНТРОБЕЖНЫХ НАСОСОВ С ЛОПАТКАМИ ДВОЙНОЙ КРИВИЗНЫ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2007 |
|
RU2359778C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ МОДЕЛЕЙ ПОРШНЯ | 2009 |
|
RU2513672C2 |
| СПОСОБ ПОЛУЧЕНИЯ ОТЛИВОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2009 |
|
RU2404879C2 |
| Способ вакуумной формовки и стержневой ящик для его осуществления | 1981 |
|
SU996061A1 |
| СПОСОБ ПОЛУЧЕНИЯ ОТЛИВОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2353469C2 |
| СПОСОБ ЛИТЬЯ, В ЧАСТНОСТИ, ГОЛОВКИ БЛОКА ЦИЛИНДРОВ ДВИГАТЕЛЯ | 2002 |
|
RU2306194C2 |
| ЛЁТОЧНЫЙ КИРПИЧ | 2018 |
|
RU2690552C1 |
| Способ изготовления стержней для сложных отливок | 1979 |
|
SU969423A1 |
| Способ изготовления отливок в неразъемных литейных керамических формах по удаляемым моделям | 1981 |
|
SU996064A1 |
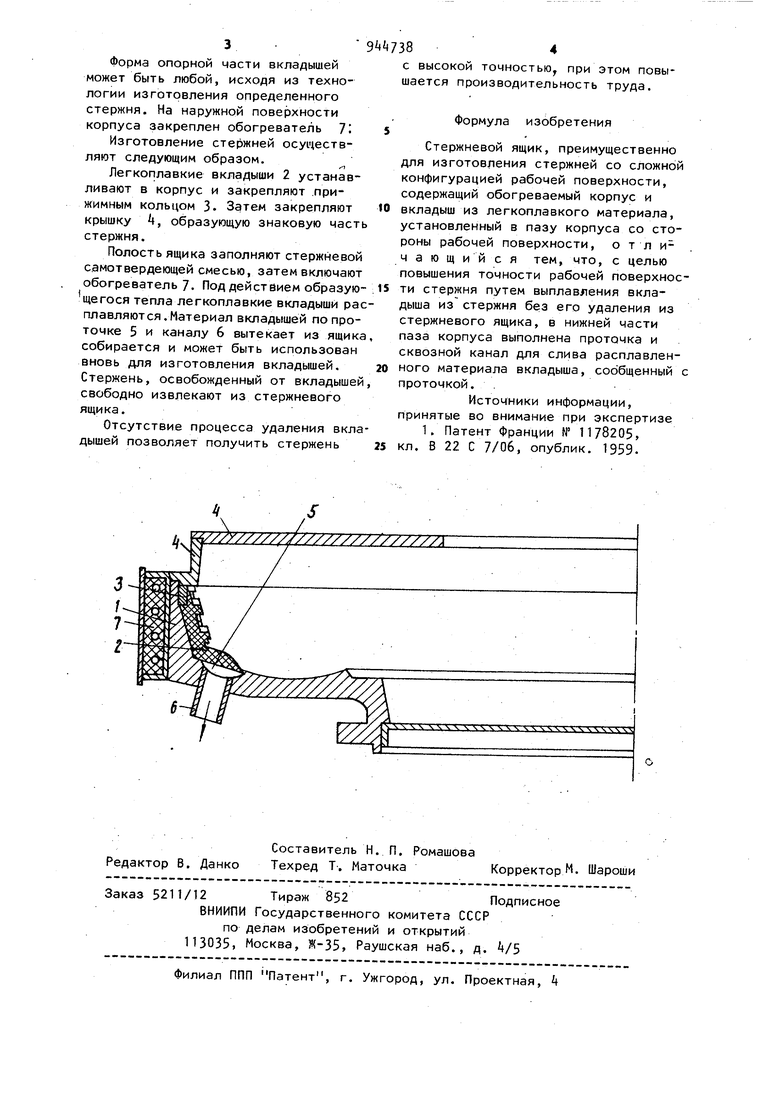
Изобретение относится к литейному производству и может быть применено при изготовлении литейных стер ней для отливок со сложной рабочей поверхностью, в частности для изготовления шинных пресформ. Известен стержневой ящик для изготовления стержней, содержащий кор пус и вкладыш и легкоплавкого материала, установленный в пазу корпуса со стороны рабочей поверхности i Вкладыш удаляется из стержня пос ле его извлечения из стержневого ящика, что может привести к искажению рабочей поверхности стержня. Целью изобретения является повышение точности рабочей поверхности стержней путем выплавления вкладыша из стержня без его удаления из стержневого ящика. Для достижения указанной цели в стержневом ящике, преимущественно для изготовления стержней со сложНОЙ конфигурацией рабочей поверхности, .содержащем обогреваемый корпус и вкладыш из легкоплавкого материала, установленный в пазу корпуса со стороны рабочей поверхности, в нижней части паза корпуса выполнена проточка и сквозной канал для слива расплавленного материала вкладыша, сообщенньгй с проточкой. На чертеже изображен стержневой ящик. Стержневой ящик содержит корпус 1 в котором установлен вкладыш 2, из- готовленный из легкоплавкого материала, прижимное кольцо 3 и отъемную крышку , образующую знак стержня. В корпусе 1 под легкоплавким вкладышем 2 выполнена проточка 5 сооб1ченная со сквозным каналом 6 для слива расплавленного материала вкладыша.
Форма опорной части вкладышей может быть любой, исходя из технологии изготовления определенного стержня. На наружной поверхности корпуса закреплен обогреватель Т.
Изготовление стержней ocyiuecTBляют следующим образом.
Легког1лавкие вкладыши 2 устанавливают в корпус и закрепляют .прижимным кольцом 3. Затем закрепляют крышку А, образующую знаковую часть стержня.
Полость ящика заполняют стержневой самотвердеющей смесью, затем включают обогреватель 7. Под действием образующегося тепла легкоплавкие вкладыши расплавляются. Материал вкладышей по проточке 5 и каналу 6 вытекает из ящика собирается и может быть использован вновь для изготовления вкладышей. Стержень, освобожденный от вкладышей свободно извлекают из стержневого ящика.
Отсутствие процесса удаления вкладышей позволяет получить стержень
1 W//7//////////////////////X
с высокой точностью при этом повышается производительность труда.
Формула изобретения
Стержневой ящик, преимущественно для изготовления стержней со сложной конфигурацией рабочей поверхности, содержащий обогреваемый корпус и вкладыш из легкоплавкого материала, установленный в пазу корпуса со стороны рабочей поверхности, отличающий с я тем, что, с целью повышения точности рабочей поверхности стержня путем выплавления вкладыша из стержня без его удаления из стержневого ящика, в нижней части паза корпуса выполнена проточка и сквозной канал для слива расплавленного материала вкладыша, сообщенный проточкой. .
Источники информации, принятые во внимание при экспертизе
