Изобретение относится к обработке металлов резанием и может быть
использовано при обработке изделий, ограниченных многогранными поверхностя м.
Известен способ обработки многогранных поверхностей, в соответствии с которым .гщя обработки многогранной поверхности изделия многолезвийному режущему инструменту и заготовке соо&щают взаимосвязанные и одинаково направленные вращате.пьные движения вокруг параллельгаах или пересекающихся их геометрических осей и относительное движение подачи вдоль оси заготовки, при этом отношение количества граней поверхности и числа режущих зубьев инструмента задают равным отно 1ЕНию угловых скоростей инструмента и з.аготовки, т.е. при повороте инструмента на один зуб заготовке сообщают поворот на одну грань. Число режущих зубьев инструмента определяют как частное количество обрабатываемых граней и заданного отношения угловых скоростей инструмента и заготовки 1.
Недостатком известного способа является то, что при равенстве указанных отношений возможна только
единственная последовательность обработки граней в порядке их расположения по профилю поперечного сечения. Это ограничивает технологические возможности способа, так как изменение формы граней в большинстве с.пучаев требует применения инструмента с иным количеством режущих элементов, поскольку форма
10 граней определяется в основном значением отношения угловых скоростей инструмента и заготовки и, следовательно, отношением количества граней и числа режущих элементов.
15 Цель изобретения - расширение технологических возможностей способа за счет обеспечения возможности одним инструментом обрабатывать как вьшуклые так и вогнутые грани.
20
Для достижения этой цели отношение угловых скоростей резцовой головки и изделия задают, исходя из принятой последовательности обработки, граней, используя соотношение Д2. 2 ,
пч Р.Г где п. - частота вращения изделия.
Об/с; nj - частота вращения резцовой
30
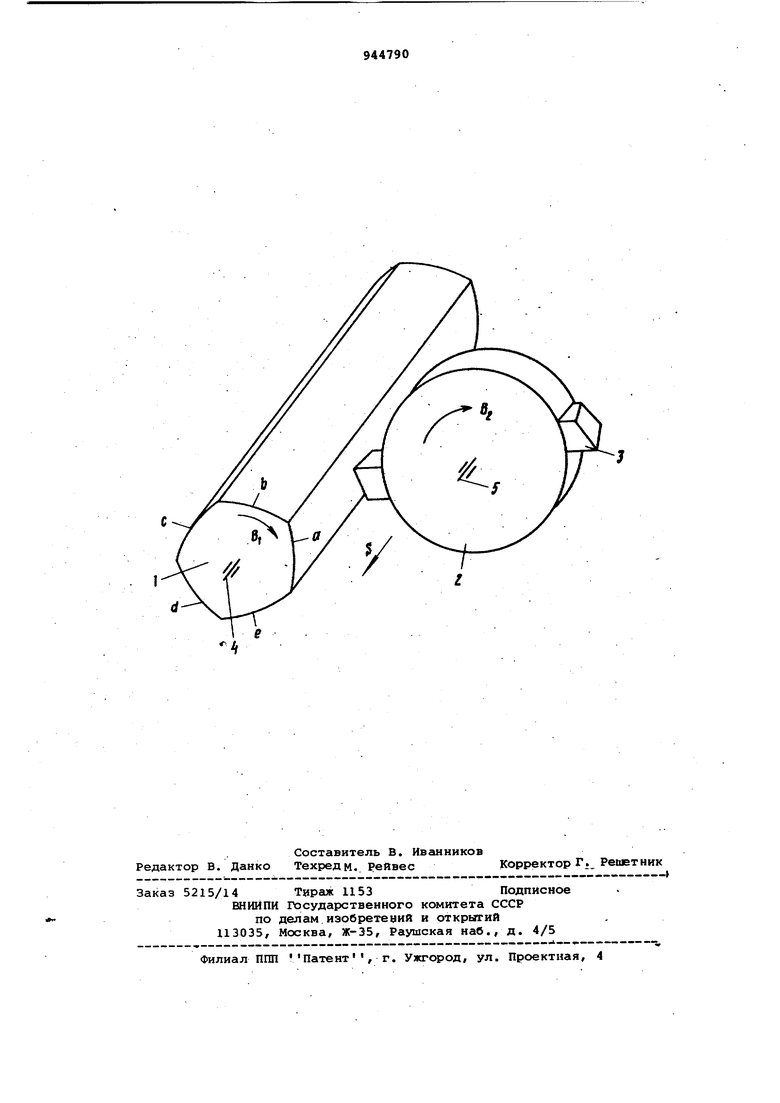
головки, об/с; z г количество резцов головки m - количество граней поверхности изделия; р - целое число, определяющее последовательность обра ботки граней и равное чис лу граней, на которое, пово рачивают изделие пРИ повороте резцовой головки на угол межцу соседними ре.зца ми. На чертеже изображено взаимное расположение инструмента и обрабатываемой заготовки и сообщаемые им в процессе обработки движения. Для обработки многогранной поверхности изделия 1 с m гранями используют лезвийный режущий инстру мент 2, выполненный в виде резцовой головки с Z зубьями 3. Для формообразования поперечного сечения изделию 1 и инструменту 2 сообщают взаимосвязанные и одинаково направленные непрерывные вращательные движения В и В 2 вокруг своих геометрических осей 4 и 5 соответственно с Чс стотами п и п Для формообразования поверхности по длине инструменту 2 сообщают также прямолинейное движение подачи S вдоль оси 4. Необходимое для формообразования граней заданной формы значение отношения частот вращения инструмента и заготовки определяется на этапе математической обработки исходных данных о геометрических параметрах изделия. Движенце деления, т.е. переход от одной грани к другой осуществляется непосредственно в щюцессе обработки. В предлагаемом способе это достигается благодаря тому, что за время поворота инструмента на один зуб изделие поворачивается на р граней, при этом для обработки всех m граней поверхности числа m и р должны быть взаимно простыми. Следовательно, отношение частот вращения инструмента и изделия выра жается зависимостью ,. П2.m п, - р;г Значением величины р определяется последовательность обработки гра ней. Например, при р 1 грани поверхности обрабатываются в последовательности а, Ь, с, d, е; при р 2 - a,c,e,b,d; при р 3 - a,d b,e,e; при р 4 - a,e,d,c,b. Таким образом, некоторым постоя ным значениям количества граней m и числа зубьев z и различным значе ниям р соответствует несколько зна чений отнсяаения Иг/и угловых скорост .инструмента и заготовки. Следовательно, одним и тем же инструментом можно обрабатывать поверхности,имею1дие одинаковое количество, но различную форму граней. для обработки поверхности с пятью гранями (т- 5), например, однозубным инструментом (z 1) при р 1 и 2 грани имеют вогнутую, а при р 3 и 4 - выпуклую форму различной кривизны. Если z 2, то при р 1 обрабатываются вогнутые, а при р 2,3 и 4 - выпуклые грани различной кривизны и т.д. Таким образом, задавая ту или иную последовательность обработки граней, можно существенно изменять их,форму без замены режущего инструмента. Благодаря этому предлагаемый способ отличается более широкими технологическими возможностями по сравнению с известным. Формула изобретения 1.Способ обработки многогранных поверхностей при.сообщении резцовой головке и изделию взаимосвязанных одинаково направленных вращательных движений, отношение угловых скоростей которых выбирают в зависимости от числа граней поверхности и количества резцов головки, отличающийся тем, что, с целью расширения технологических возможностей, отношение угловых скоростей резцовой головки и изделия задают, исходя из принятой последовательности обработки граней. 2.Способ ПС п. 1, отличающий с я тем, что отношение угловых скоростей резцовой головки и изделия определяют из соотношения И-1 рх где И - частота вращения изделия, об/с; Иг - частота вращения резцовой головки, об/с; Z - количество резцов головки; tr - количество граней поверхности изделия; р - целое число, определяющее последовательность обработки граней, и равное числу граней, на которое поворачивают изделие при повороте резцовой головки на угол между соседними резцами. Источники информации, принятые во внимание при экспертизе 1, Авторское свидетельство СССР 324099, кл. В 23 В 1/00, 1970.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обработки изделий многогранной формы | 1980 |
|
SU944796A1 |
| Способ обработки многогранных поверхностей | 1988 |
|
SU1618503A1 |
| Способ обработки деталей с круглыми и многогранными поверхностями | 1989 |
|
SU1650372A1 |
| Способ обработки резанием | 1988 |
|
SU1625585A1 |
| Станок для обработки многогранныхиздЕлий | 1979 |
|
SU810383A2 |
| Способ обработки многогранных поверхностей | 1978 |
|
SU946804A1 |
| Способ механической обработки и устройство для его осуществления | 1989 |
|
SU1838047A3 |
| СПОСОБ ОБРАБОТКИ ТЕЛ ВРАЩЕНИЯ НЕКРУГЛОГО СЕЧЕНИЯ | 2001 |
|
RU2211118C1 |
| СПОСОБ ЗУБОНАРЕЗАНИЯ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС МЕТОДОМ ОБКАТА | 2010 |
|
RU2447974C2 |
| Способ обработки многогранных поверхностей | 1988 |
|
SU1623840A1 |