t
(21) 4491264/08
(22) .10.10.88
(46) 07.01.91. Бюл. № 1
(71) Киевский политехнический институт им.50-летия Великой Октябрьской социалистической революции и -Житомирский завод станков-автоматов
(72) А.В.Даниленко, И.Г.Федоренко,
О.Н.Ступак, П.П.Брюханда и И.П.Вовкогон
(53) 621.941.2 (088.8)
(56) Авторское свидетельство СССР
№ 1172645, кл. В 23 В 5/А4, 1985.
(54) СПОСОБ ОБРАБОТКИ МНОГОГРАННЫХ ПОВЕРХНОСТЕЙ
(57) Изобретение касается обработки многогранных поверхностей. Целью изобретения является повышение производительности обработки и точности формообразования за счет определения кинематических и геометрических параметров, исходя из допускаемой погрешности формообразования и нормативной скорости резания. Способ заключается в обработке многогранных поверхностей резцовой головкой, радиус расположения режущих кромок которой определен из уравнения R (r:Kw) ; (1 + 500V i h.nj-r), где R - радиус расположения режущих кромок резцовой головки, мм; г - радиус окружности, вписанной в многогранник, мм; отношение угловой скорости резцовой головки к угловой скорости заготовки, выбираемое из ряда Ку N/K, где N - Количество граней многогранника; К - целое число, задающее последовательность обработки граней каждым резцомJ V - нормативная скорость резания, м/мин; п - частота вращения заготовки, об/мин. При этом кинематические и геометрические параметры, обеспечивающие реализацию способа, должны удовлетворять условию
1 : К0(1 + 500V
г 1
ги
г) - (г -h)«
: 2 -sinoi3/2(1 - Kfl) + + if/№ К J, где h - допускаемая погрешность формообразования грани, мм; hi, - центральный угол зоны контакта окружности, описанной вокруг многогранника с производящей окружностью резцовой головки. 1 з.п. ф-лы, 1 ил.
S
(Л
о
оо ел
о
00

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обработки многогранных поверхностей | 1988 |
|
SU1623840A1 |
| Способ обработки деталей с круглыми и многогранными поверхностями | 1989 |
|
SU1650372A1 |
| Способ обработки многогранных поверхностей | 1984 |
|
SU1172645A1 |
| Способ обработки изделий многогранной формы | 1980 |
|
SU944796A1 |
| Способ точения | 1977 |
|
SU663486A1 |
| СПОСОБ ОБРАБОТКИ ПРОФИЛЬНЫХ ВАЛОВ С ВЫПУКЛЫМ ПРОФИЛЕМ ПО ЗАДАННОМУ РАЗМЕРУ | 2011 |
|
RU2469818C1 |
| Способ обработки многогранных валов | 1977 |
|
SU738771A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРЯМОУГОЛЬНЫХ ОТВЕРСТИЙ, ОПРАВКА РЕЗЦОВАЯ, РЕЗЕЦ | 2001 |
|
RU2212985C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БОЛТОВ | 2001 |
|
RU2203157C2 |
| Способ обработки многогранных поверхностей | 1980 |
|
SU944790A1 |
Изобретение относится к обработке многогранных поверхностей.
Цель изобретения - повышение производительности обработки и точности формообразования.
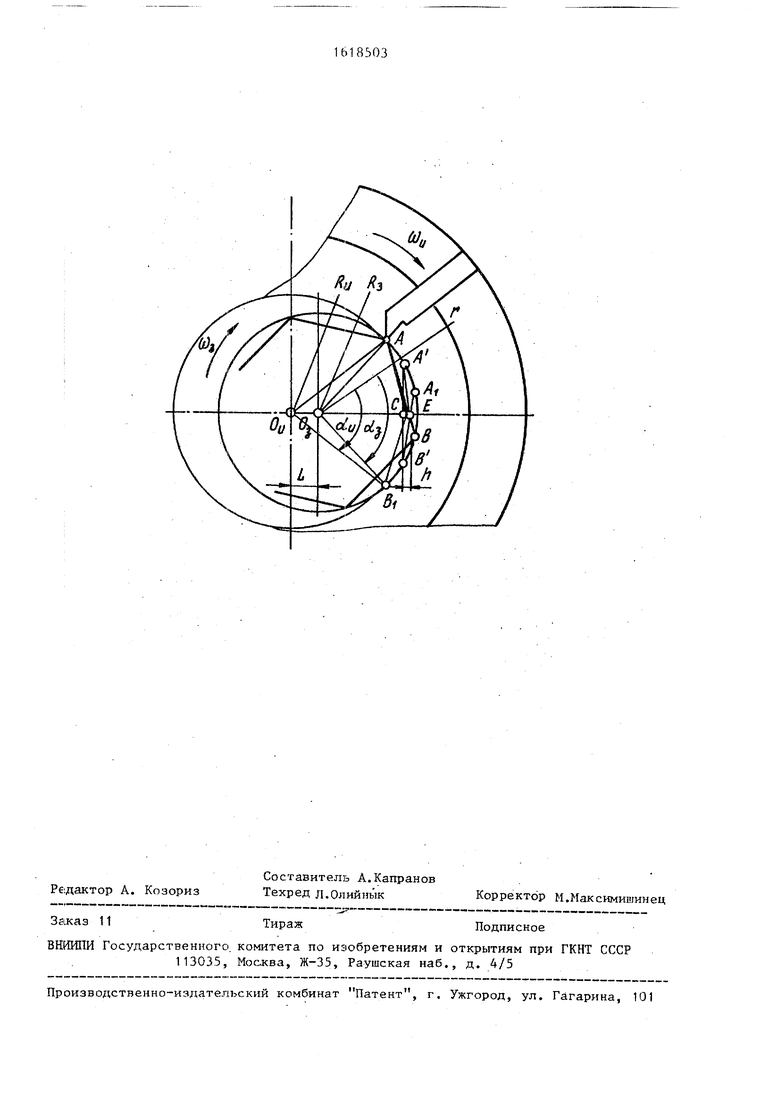
На чертеже представлена схема обработки многогранной поверхности резцовой головкой.
Поставленная цель достигается тем, что резцовой головке и заготовке со- .общают согласованные вращательные движения вокруг собственных осей и относительное движение подачи, а расстояние между осями вращения заготовки и резцовой головки устанавливают равным разности радиуса р-ас-
положения режущих кромок резцовой головки и радиуса окружности, вписанной в многогранник, увеличенного на величину допускаемой погрешности формообразования грани. При этом отношения угловой скорости вращени и радиуса расположения режущих кром резцовой головки к угловой скорости вращения заготовки и радиусу окруж- ности, вписанной в многогранник, устанавливают исходя из допускаемой погрешности формообразования грани и частоты вращения заготовки в мно- гоинструментальной наладке, опреде- ленной без учета использования в не устройства для обработки поверхностей многогранной формы.
.Радиус расположения режущих кромок определяют из зависимости
500V,
г ,, bUUVv
R K;,° + f).
«
где R - радиус расположения режущих кромок резцовой головки, мм; г - радиус окружности, вписанно
в многогранник, мм; V - нормативная скорость резания для резцовой головки, м/мин; п, - частота вращения заготовки,
MMJ
(Ou
К1-,т-г выбирают из ряда
W(Qj
Ku N/K, где N - количество граней многогран
-
40
ника; . целое число, задающее пос- . ледовательность обработки . граней каждым резцом и показывающее через сколько граней осуществляется обработка каж- дым резцом головкиJ угловая скорость вращения резцовой головки, рад/с;
(О/)- угловат скорость вращения
заготовки, рад/с. Кинематические и геометрические соотношения, обеспечивающие реализацию способа, должны удовлетворять условию....
(
0,
. 5
0
0
5
0
0
где h - допускаемая погрешность формообразования, мм; oi,- центральный угол зоны контакта окружности, описанной вокруг многогранника с производящей окружностью резцовой головки.
Минимальное необходимое для многогранника количество резцов в головке определяют из зависимости
|к- iN/ min 1,
где Nu - минимальное необходимое для обработки заданного многогранника количество резцов в резцовой головке;
1 - U j I 9 э
Предлагаемый способ может быть использован в составе многоинструментальных наладок, например, на токарных многошпиндельных автоматах, так как позволяет осуществлять обработку при частоте вращения заготовки, определенной для многоинструментальной наладки, исходя из условий рациональной эксплуатации инструментов, т которым сообщается только движение подачи.
На схеме показаны три положения крайних точек грани в процессе обработки; А, В - в начальный момент; А,, В - в конце обработки; А , B -B среднем положении. Точка Е - положение режущей кромки, соответствующее среднему положению грани, а отрезок СЕ h - погрешность формообразования.
За время обработки грани АВ с центральным углом АОВ 2 ir/N (К - количество граней многогранника) заготовка поворачивается на угол , а инструмент на угол $и ZAOyB,. Угол является углом зоны контакта производящей окружности резцовой головки с обрабатываемой заготовкой. Для заготовки угол зоны контакта - Of.i /АСЬ.В. Время поворота инструмента на угол о{и и заготовки на угол ВО.В, одинаково, т.е.
/ВО
COu
СО
У
Обозначая отношение угловой скорости резцовой головки к угловой скорости заготовки Kjo,, получают
iBOjB, tfu/KQ.
С другой стороны,из схемы следует /.БОЛ ft, - .
Приравнивая правые части и используя теорему синусов из треугол i, получают
i
|7;:;f5a
ник а
(r-h)
sin
R
sin
sinj --U-Kw)+ -JL. Кщ
Следовательно, способ может быть реализован, если
В случае наличия у этого уравнения корня, лежащего в области от H/N до ft , способ может быть реализован при выбранном значении Кы, иначе К w следует изменить.
Обработка заданного многогранника требует также и установки в резцовой головке количества резцов, согласованного с количеством граней многогранника и отношением угловых скоростей заготовки и резцовой головки.
Формула изобретения
16185036
нормативной скорости-резания по уравнению
- -Ј. И
к
к«
500V ,
}
О
-
0.
й 10
15
20
25
где R - радиус расположения режущих кромок резцовой головки, мм{ радиус окружности, вписанной в многогранник, мм; отношение угловой скорости резцовой головки к угловой скорости заготовки, которое выбирают из ряда К$ N/K, где N - количество многогранника;
К - целое число, задающее последовательность обработки граней каждым резцом;
нормативная скорость ре зания, м/мин; частота вращения заготовки, об/мин, при этом кинематические и геометрические параметры, обеспечивающие реализацию способа, должны удовлетворять условию
V п„ l
30
0
35
{Sinfr-sЈn i,.KM
где h V
0
5
допускаемая погрешность формообразования грани, мм; центральный угол зоны контакта окружности, описанной вокруг многогранника с производящей окружностью резцовой головки.
50
NЈ Nu / К - iN/mink 1,
где NU .минимальное количество резцов
в резцовой головке; i О, 1, 2,....
Редактор А. Козориз
Составитель А.Капранов Техред л.Олийнык
Заказ 11
Тираж
ВНИИПИ Государственного, комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-издательский комбинат Патент, г, Ужгород, ул. Гагарина, 101
Корректор М.Максимишинец
Подписное
